Hirdetés
- Szólánc.
- Asszociációs játék. :)
- Fűzzük össze a szavakat :)
- Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
- Bambanő háza tája
- Digitális Állampolgárság Program
- Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- b650 gaming x ax CPU led
- AVAST Mobile Security 50%-os kedvezménnyel a Google Playen
- TrueNAS alkalmazásmanagement beillesztése meglévő Terraform automatizációba
-

LOGOUT.hu



Új hozzászólás Aktív témák
-
#36351
 Demo07
aktív tag
JulianSinulf
#36348
Demo07
aktív tag
JulianSinulf
#36348
Demo07
aktív tag
válasz
 JulianSinulf
#36348
üzenetére
JulianSinulf
#36348
üzenetére
A válasz a szívásodra, PEI lapra SEMMIT ismétlem semmit sem szabad fújni!
End G-code-ba amit már más is írt a visszahúzásra G1 E-(szám) F600(ez visszahúzás sebessége)
Én annak ellenére, hogy direkt driveom van, G1 E-15-öt használok, mivel azzal már annyit visszahúz, hogy nyomtatás után tudok szálat cserélni, akár kikapcsolt állapotban is.
(Kizárólag az End-G-ben ennyi, mert amúgy 0.6mm a retract 45mm/s.)Amit még megpróbálhatsz, ha eddig nem volt bekapcsolva, az a "wipe out retract" ha prusa/superslicert használsz, mert ez kicsit kevesebb anyagot hagy a nóziban, a visszahúzás előtt, így kicsi javulást ez is hozhat!
[ Szerkesztve ]
-
#36353
 JulianSinulf
senior tag
Demo07
#36351
JulianSinulf
senior tag
Demo07
#36351
JulianSinulf
senior tag
válasz
 Demo07
#36351
üzenetére
Demo07
#36351
üzenetére
Nem fújtam.
Ragasztót ír. De azt sem tettem. Lapot cseréltem.
Megemeltem az asztal hőmérsékletét. Most jónak tűnik, bár egyszerre most csak 1 tárgyat nyomtattam.
Az End-Code-ba beleírtam a javaslatokat, de így is maradt egy szál, viszont nem húzta a 0 pozícióig legalább.
Most bekapcsoltam amit írtál és 15mm-re állítottam a visszahúzást a végén. Következő nyomtatásnál kiderül. -
#36354
JulianSinulf
senior tag
#54597376
#36352
JulianSinulf
senior tag
válasz
 #54597376
#36352
üzenetére
#54597376
#36352
üzenetére
Így van.
Itt is van egy táblázat.
Nem is ártana kinyomtatnom. -
#36355
 excalibur36
senior tag
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Szerintetek ez jó a CR200-B-hez rugó helyett?
Egyáltalán érdemes a rugókat kicserélni erre?
Szilikon rugó: [link]Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
#36356
 #54597376
törölt tag
excalibur36
#36355
#54597376
törölt tag
excalibur36
#36355
#54597376
törölt tag
válasz
 excalibur36
#36355
üzenetére
excalibur36
#36355
üzenetére
Nekem Ender 3 V2-n vannak szilikon betétek a rugó helyett. Kb. egy éve szinteztem, azóta jó.
-
#36357
#19103744
törölt tag
JulianSinulf
#36348
#19103744
törölt tag
válasz
JulianSinulf
#36348
üzenetére
A 0 kalibrációt mindig meleg géppel kell csinálni a hőtágulás miatt, ill. lehet csepp is a fúvókán amit esetleg észre sem veszel. Ez hidegen kemény és megszivathat. A visszahúzás hosszát lehet növelni, csak ahogy Demo07 is írja figyelni kell rá, h. meddig mert esetleg kifűzi a szálat. A sebességét beállíthatod annyira amit csak elbír az extruder, és persze gyorsjárat felfelé sőt akár X vagy Y-ba is az utolsó menetiránnyal szemben mert akkor megtöri a filamentet. Ahhoz, h. elszakadjon a szál nem csak sebesség kell, hanem hidegebb szál is ezért érdemes az utolsó réteget (ha nem túl nagy terület) visszahűteni a filamentet akár 10 fokkal is. Ha hidegebb akkor ridegebb is, hamarabb szakad. Azért mondtam, h. dugd rá gépre, h. lásd a G-codokat milyen ütemben futnak le. Mert lehet, h. "sok idő" telik el az utolsó pont és a visszahúzás között ezért már csak a levegőben kezdi visszahúzni, ami már késő. Sokat kisérleteztem ezzel apró tárgyaknál, de végül azt találtam ki, h. egy kis modellt pl. egy hőtornyot vagy téglatestet berakok pluszba. Ha magasabb beletolom a szeletelő asztalába esetleg lehet kicsinyíteni csak ezt a segédet. Ezt akkor is használom, ha pl. a modell utolsó része már nagyon kicsi.
Láthatod, h. utoljára már biztosan a segédmodellt fogja nyomtatni, vagyis a modell tiszta marad. Ennél konkrétam azért raktam be, mert túl kevés idő a nyomtatás az utolsó fázisban és lágy lenne az anyag a rétegek között. Szünet azért nem jó szerintem, mert taknyosodik, szivárog a fúvóka amíg várakozik. Lehetne persze a ventilátorral is játszani (ez PETG 50%-on megy) de tovább tart kikisérletezni, h. mi az ideális sebesség mint ez a verzió. Kicsivel több filament és persze idő de mozgásban van folyamatosan, ami szükségszerű. Ugyanis a FDM nyomtatók működési elvében benne van a folyamatos nyomáson tartás. A visszahúzás nem a legideálisabb mozzanat. Ezért van az, pl. h. egy kocka olyan szép, de egy fát sűrű ágakkal már messze nem olyan egyszerű, vagy nem is lehet szépre nyomtatni FDM-el.[ Szerkesztve ]
-
#36358
JulianSinulf
senior tag
#19103744
#36357
JulianSinulf
senior tag
válasz
#19103744
#36357
üzenetére
A Prusa-nál kicsit másképp megy a szintezés. Persze úgy is lehet, ahogy te írod, de a beépített módszer teljesen jó.
A tárgy mellé még egyet biztos, hogy nem akarok. Így is eléggé szálaz a fekete filament.
Majd lecsipkedem csípőfogóval.
Illetve még kísérletezgetem az End-Code-dal az itt leírtak alapján.
Köszönöm az ötleteket! -

coco2
őstag
Sziasztok!
Ismerkedem az OpenScad-el objektumot építeni. Még kezdő vagyok a témában, így nem tudom biztosan, mennyi mindent kell részleteiben nekem lescriptelni, illetve milyen objektumok vannak előre elkészítve.
Műszer doboz feleket szeretnék valamilyen alakkal záró kapcsolattal egymáshoz rögzíteni. A rögzítésnek bírnia kellene folyamatos ipari munkagép rezonanciáját, így az egészen pici perem körmök elégtelenek. Gondolkodom a doboz két végén egy nagyobb köröm létrehozásán, de akkor csavarhúzó vagy hasonló fog kelleni a "kinyitáshoz" (oldalra feszíteni a körmöt, hogy szét engedje a doboz feleket). Gondolkodom még olyasmin, mint valami gyerekzáras kupakot rakni rá, ami egymáshoz rögzítve tartja a doboz feleket (és az hiába tekeredik, a helyén marad), de a 3D fantáziám még gyenge a részletek kidolgozásához.
Ha véletlenül vannak megtekinthető megoldások valahol a problémára, linkeknek örülnék. Esetleg ha másik topic-ban kapok ebben jellemzőbben segítséget, akkor azt a linket kérném el.
A tippeket előre is köszönöm.
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
#36360
JulianSinulf
senior tag
coco2
#36359
JulianSinulf
senior tag
Szia!
Csavaros megoldás szárnyas anyával?
Így szerszám nélkül levehető lesz, mégis stabilan fog tartani.
Rugós alátét az anya alá vagy csavarrögzítő, hogy jobban bírja a rezonanciát.
Amúgy meg illetéktelen ne nyúlkáljon a dobozban, az illetékes meg vigyen magával csavarhúzót
-
#36361
coco2
őstag
JulianSinulf
#36360
coco2
őstag
válasz
JulianSinulf
#36360
üzenetére
Azon gondolkodtam, hogy áramvonalas dobozolás lenne jó - mert kinéz valahogyan, és hát 2022-t írunk, na

A szárnyas anya, az ellentétesen felcsavart csavar anyák, a csavar rögzítő lakk gyakorlatilag nem játszanak. Tudom, legyen nálam csavarhúzó, de legyen az egy legutolsó lehetőség, ami előtt az elegánsabb dolgokat szeretném számításba venni. A doboz rugalmas műanyagból készülne, fém alkatrészek kizárásával, és ellen kellene álljon legalább kondenz nedvességnek plusz erős és tartós környezeti rezonanciának. Sikeresen gyártani egy olyat lenne az elegáns megoldás. Soha senki az itteniek közül nem gyártott még olyat?
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
#36362
JulianSinulf
senior tag
coco2
#36361
JulianSinulf
senior tag
Részemről akkor már csak sok sikert kívánhatok neked!
Az, hogy kinek mi az ízlése ...
2022-t írunk és egy csövet tesznek a vodás router alá. Nagyon gáz és csóró kivitelt eredményez. De az új ügyfelek ezt kapják. Szerencsére az enyém még nem ilyen.
De van aki a kábel végén lógó izzót szereti. Búra nélkül ...
Szóval ezt a "és hát 2022-t írunk, na" dolgot inkább el kell engedni -

Reggie0
félisten
Az a baj, hogy FDM/MJF 3D nyomtatassal nem lehet ilyen finom reszleteket kinyomtatni, ami meg a razkodasnak is ellenallna hosszutavon. Talan sikerul talan nem, de sok utomunkat igenyel es sok selejt lesz. Szerintem maradj a csavaros vagy magneses rogzitesnel.
Thingiversen van par pattintos doboz, peldaul ez a jetson nano haz: [link]
-
-
coco2
őstag
válasz
#19103744
#36364
üzenetére
@JulianSinulf
Jó, valahol talán nem kellene túllihegni, visszalépek párat a tökéletességtől. Nem kerget a tatár, van időm rá elég. Kezdőként nyilván nem fogok tutit alkotni. Ami jó lenne, az egészen ocsmány eredményt egy kicsit kevésbé ocsmány eredmény szintjéig csiszolni. Annyival már beérem. De sajnos küzdelem nélkül az sem jön össze
@Reggie0
Csavar valahol utolsó körben játszik. A rezonancia a körmös alátétet leeszi. Csavar rögzítő festék kell a rezonanciát bírni, de akkor meg minden alkalommal erőltetni kell a csavar fejet, és pár szétszedés után a csavart cserélni.
Ha jól értettem, a felbontás maximum egy pattintható körmöt bír el. Akkor legalább ennyivel előrébb vagyok. Azt még jó lenne tudnom, hogy hajlékonyságra mit bírnak az anyagok. Gondolom nem nyomtathatok konkrétan gumit meg olyasmit. A téma összefoglalóban ahogy a listát néztem, a "Polypropilene" tűnt kellemesnek. Ha az esetleg törékeny, vagy valami, egy rámszólás jól jönne.
A thingiverse linket köszönöm, kotorászok ott.
@Mindenhova
Konkrétan itt a prohardver topicon volt feltöltve? (1 hónap után törli a rendszer)
[ Szerkesztve ]
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
#36366
JulianSinulf
senior tag
coco2
#36365
JulianSinulf
senior tag
A dologról már korábban is kérdeztél, akkor sem tudtunk segíteni.
Ha jól emlékszem nyomtatód sincs.
Lehet, hogy te megálmodsz valamit, nagy nehezen megtervezed, majd akivel ki akarnád nyomtattatni, az azt mondja, hogy nem lehetséges. Legalábbis abban a formában.
Jobban járnál, ha keresnél valakit, aki vállal tervezést és nyomtatást. Annak elmondhatod, hogy mit szeretnél, mire kell és felvázolja a lehetőségeket.Én eleve nem értem, hogy miért akarod szétszedegetni.
Ha azt szeretnéd, hogy jól záródó legyen, akkor oda gumi kell. Az meg általában feszültséget gerjeszt. Ilyen szempontból tényleg rugalmas anyag kell.
Ebben itt tudnak segíteni, akik jól ismerik az anyagokat. Nekem egyelőre PLA-val és PETG-vel volt dolgom.
Az megint más kérdés, hogy aki kinyomtatja, ki tudja-e nyomtatni és mibe fog kerülni már csak az anyag is.
Lehet, hogy érdemesebb kész, fröccsöntött dobozt venni. Persze, ha valami nagyon egyedi dizájn kell ...
Ha mindenképp a szétszedegetés a cél, akkor a csavar az egyik legjobb megoldás.
A köröm sem fogja sokáig bírni. Eltörik, elkopik és nem fog tartani. Hacsak nem valami olyat csinálsz. Ilyen szempontból ajánlom a légmentesen záródó élelmiszeres dobozok tanulmányozását. Hátha ad egy-két ötletet. Ezek nem csak légmentesen záródnak, de a folyadékot sem szokták kiengedni, ha fejre állna a doboz. Pattintós tetejük van, kézzel egyszerűen nyithatók. De vannak egyszerűen rányomható fedővel rendelkezők is.
Otthoni célra valami hasonló is teljesen jó lehet. -
osvatha
tag
Sziasztok!
Aki Creality edzett üveglap felületre nyomtatott már PETG-vel:
Le lehet szedni normálisan?
Csak azért kérdezem, mert neten van, ahol azt írják, üvegre nem szabad PETG-vel nyomtatni, csak ha valami tape-et teszel alá, van ahol azt, hogy lehet. Tape-em nincs, viszont üveg van a nyomtatón...
-

daninet
veterán
válasz
 osvatha
#36367
üzenetére
osvatha
#36367
üzenetére
PETG alapvetően túlzottan tapad üvegre és nem lehet leszedni. Nem tudom milyen az üvegfelületed, ha bevonat van rajta mint az ultrabase akkor arról le lehet szedni. Ha natúr üveg arról nem. A megoldás hajlakk vagy a legegyszerűbb rudas ragasztóstift papírboltból. Nekem a hajlakk nagyon jól működik, a legolcsóbb legerősebb a legjobb. A ragasztó stiftet használják sokan az is jó
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
-
#36370
coco2
őstag
JulianSinulf
#36366
coco2
őstag
válasz
JulianSinulf
#36366
üzenetére
Néztem olyan dobozokat, de mind egy kaptafa. Rugalmas anyagból egy kiálló pöcök beszorul perem alá. Gyakorlatilag alakkal záró kötés. Összerakni / szétszedni pedig azért lehet, mert az anyag elég rugalmas ahhoz, hogy deformálódni tudjon annyit, amíg a körben mindenütt kiálló egyik pici perem beszorul a másik perem alá. Szétszedéshez utólag kézi erő szétfeszíti. Rugalmas anyag lévén túléli törés nélkül.
Namost fentebb kaptam egy jelzést, hogy túl finom részleteket nem lehet nyomtatni. Meg arról sem vagyok teljesen képben, mennyire rugalmas anyagokat lehet felhasználni. Szóval kissé tanácstalan vagyok azt illetően, hogy például légmentesen záró élelmiszeres dobozokat 3d nyomtatóval meg lehetne-e csinálni? És konkrétan a záró perem az a részlet, ami kérdéses.
A vége természetesen az lesz, hogy miután elkészül az elektronika (van bajom azzal is elég, hajaj), utána kezébe adom valakinek, hogy tessék, ezt kellene bedobozolni (és méretek meg minden egyéb adva lesznek hozzá). Ezzel az egésszel azért foglalkozom, hogy legalább arról képben legyek, mi mindent akarhatok költséghatékonyan, és hol van az a limit, amikor elkezd elszaladni a paci az álmaimmal.
[ Szerkesztve ]
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
daninet
veterán
Ez a légmentes/vízzáró kérdés mindig problémás 3d nyomtatott cuccoknál. Szerintem biztosra csak valami utólagosan hőkezelhető cuccal tudsz menni, vagy ha valami UV epoxy anyaggal kezeled utólag. A legkisebb részleges dugulás is elég egy rétegben valahol ami nem is látszik elég, hogy ne legyen megbízhatóan vízzáró egy doboz.
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
daninet
veterán
válasz
osvatha
#36371
üzenetére
igen ez bevonatos. olyan mint az ultrabase, nem fog rátapadni túlzottan. Sőt. Ezeknek valami mikrotextúrájuk van ami eleinte baromi jó mikor még új, aztán fokozatosan romlik ahogyan használod. Ha kicsit használt már gondod lesz a PETG tapadásával. Szappanos vízzel megtisztítod, alkoholos áttörlés és 80 fokra melegíted. Ott tapadnia kell a PETG-nek. Ha nem tapad akkor kell valamit használnod rá.
Én nem költenék arra a 3d nyomtatós spray-re, mert az egy hajlakk 6x áron
Persze ha nem szereted a hajlakk szagát akkor oké. De az az ultraerős legolcsóbb hajlakk amit az öregasszonyok használnak baromira tapad. Amíg meleg lesz nem is tudod leszedni róla. Aztán vízzel ugyanúgy oldódik.Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

smithsys
aktív tag
válasz
osvatha
#36374
üzenetére
Csatlakozom Scallion "polgártárshoz", nekem a Chiron-on van ilyen, és soha nem kenegettem semmivel, pedig lassan két éve megvan.
A bed, és az extruder hőjét kell megfelelően az anyaghoz igazítani, illetve a szintezést megcsinálni és tapadnia kellene.
Nálam egy gagyi (vmi Acccreate PETG ) olvadozott rajta épp tegnap 235 / 75 -ös hővel, tökéletes tapadással. Kb. 10 órás volt a nyomtatás, kihűlés után pedig könnyedén lejött róla.[ Szerkesztve ]
-

fabula
őstag
válasz
osvatha
#36371
üzenetére
Kenj rá egy vékony réteg lila Nebuló ragasztóstiftet, ha nem akarod, hogy kitörjön az üvegből. Felesleges kísérletezni, ne kockáztasd, hogy kitörsz az üvegből, ez PETG-hez üvegre már sokaknak bevált. A lila Nebuló csak azért jó, mert amikor le akarod mosni, nedvesen jól látszik, hol maradt még belőle, amúgy meg bármely ragasztóstift jó. Amúgy Prusa is javasolja a ragasztóstiftet PETG alá még PEI lapra is. A hajlakk is jó, csak én nem szeretem, mert megy máshová is a spray-ből, mint ahová kellene, a ragasztót meg csak oda kened, ahol kell az asztalon.
Persze mindenki mást javasol, kinek mi vált be, de nekem ultrabase üveglapra jó a ragsztóstift PETG-hez és nem okoz semmi kárt, vizesen meg könnyebben lemosható, mit a hajlakk vagy más lakk.
Szóval ha rám hallgatsz, azt használod ami neked szimpi, vagy nem használsz semmit .[ Szerkesztve ]
-
coco2
őstag
válasz
 Reggie0
#36377
üzenetére
Reggie0
#36377
üzenetére
Az a problémám a gumi tömítéssel, hogy szorító erő kell mellé, amit normál esetben csavaros rögzítés ad - ami most nem lesz.
Egyenlőre amin gondolkodom, hogy ha két doboz fél elég magas pereme elég szorosan és elég hosszan csúszik egybe, akkor a folyadéknak relatíve sok energia kell fedezni a felületi feszültséget, hogy szétterülhessen a belső peremek felszínén, és behatolhasson a dobozba. Elég sok mozgási energia nélkül olyat nem tud megtenni. Erős vízsugárnak lenne annyi energiája, de lerakódó nedvességnek jellemzően nincs. Ha van egy kicsi szerencsém, és elég aprólékos doboz készíthető szorosan záró peremekkel, talán elég is lesz a környezeti nedvesség ellen védekezni. (Ujjak csuriban.)
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
#36382
JulianSinulf
senior tag
coco2
#36380
JulianSinulf
senior tag
De ahogy korábban írták neked, egyáltalán nem biztos, hogy a doboz fala tökéletes lesz.
De ezt te nem fogod tudni.
Emellett a víz tud érdekes dolgokat művelni. Egyik este betettem egy nyakbavalót egy pohár vízbe, de a nyaklánc része, ami valamilyen szövet volt, kilógott a pultra. Reggelre tócsa állt a pulton, meg a földön. A pohárból meg csak annyi víz maradt, ami nem érte el a nyaklánc részét. Egyből leesett, hogy mit rontottam el.
Emellett fizika órán is tanítottak valamit, de arra már nem emlékszem. A lényeg a kakaóba merített kifli esete volt, hogy a kifliben magasabbra "folyt" a kakaó, mint ameddig a bögre volt.A párakicsapódáshoz meg bizonyos feltételeknek kell teljesülniük. Nem mindegy a felület hőmérséklete, a levegő hőmérséklete és páratartalma. De erről lehet nagyon jó táblázatot is találni.
[ Szerkesztve ]
-
#36384
Reggie0
félisten
JulianSinulf
#36382
Reggie0
félisten
válasz
JulianSinulf
#36382
üzenetére
Ha belul van hoforras, akkor nem valoszinu a parakicsapodas.
-
osvatha
tag
válasz
 fabula
#36379
üzenetére
fabula
#36379
üzenetére
Köszönöm a kimerítő választ!
Valamit fogok kenni/fújni az üvegre, mert félek, hogy nagyon belekapaszkodik, vagy egyszerűen csak megvárom, míg ideér a selyemúton a PEI bevonatos lapom, és addig maradok a PLA-nál.... PETG-re, ASA-ra most a kis Ender 3-at használom PEI-vel (LACK-ba építve), működik minden, csak kicsit lassú, kicsit törődni kell vele.... -
coco2
őstag
A külső környezet jellemzően nedves lesz és meleg. Az eszköz elektronika lesz, a dobozon belül lesz "hőforrás" (saját akkuról fog üzemelni, egy akku merülése folyamatosan termel hőt), ergo magára a dobozra nem rakódik amiatt kondenz nedvesség, de a környezet nedvessége áztatni fog mindent, szóval a belső hőforrás nem lesz védelem. IP64-et használnak minimálisan ilyen környezetben.
A szilikon zsír tippet köszönöm, kapóra fog majd jönni teljesen zárt doboznál, de azt most mégsem tudom megoldani - sajnos. A készülék akkuról fog üzemelni, amit cserélni kell. Időnként szét kell szedni az eszközt.
A nedvességet illetően éppen gondolkodom rajta, hogy a hőforrás nem lesz folyamatos üzemben, ami légnyomás különbséget gyárthat egy zárt dobozban. A légnyomás különbség sajnos tud folyadékot szivattyúzni a külső térből
 Enné meg a fene..
Enné meg a fene..A kajás dobozok erővel + alakkal záró fedele egyébként megoldás lenne a kínjaimra, csak továbbra sem kaptam arra választ, hogy olyat lehet-e nyomtatni, vagy a nyomtatott darabokat utólagosan valami hőkezelésnek vagy fúrás-faragásnak, vagy akárminek kell-e alávetni?
Ami a műanyag fröccsöntést illeti, az a technológia szerszám készítést igényel, simán egy milliós költség. A 3D nyomtatással azért kezdtem el eredetileg szemezni, mert a prototípus költség sokkal alacsonyabban maradhat. Köszönöm a fröccsöntő szerszám készítésére vonatkozó tippeket, de a költségek miatt az első körben nem opció
[ Szerkesztve ]
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-

petyus_
senior tag
sziasztok!
Van ötletetek, mitől lehet ilyen ronda a Z Seam? SW X2, Filanora PLA Bio, Prusaslicer 2.5 alpha-t használok, 0,6-os nozzle, 210 fokon nyomtatom, klippert használok, PA-t most kalibráltam ehhez a filamenthez (lines method).

Régóta használom ezt a fajta filamentet, és eddig nem tapasztaltam ezt, csináltam egy retract tesztet, az teljesen jónak tűnik (szálazás sincs, és a Z seam is alig észrevehető)
-

Saccco
nagyúr
válasz
 petyus_
#36391
üzenetére
petyus_
#36391
üzenetére
Sok a PA.
A retract teszten is látszik, hogy sok, csak a kisebb tempó miatt nem annyira látványos.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
petyus_
senior tag
-
petyus_
senior tag
válasz
 Saccco
#36395
üzenetére
Saccco
#36395
üzenetére
Csináltam egy kalibrációt kockával, kicsit magasabb érték jött ki
 . Mindenesetre nyomtattam így is egy tárgyat, és ugyanolyan rossz lett. Ezután csináltam egy üres kockát, ugyanolyan falvastagsággal, és ezt teljesen jól nyomtatja. (0,6-os nozzle-t használok, a tárgyat úgy terveztem, hogy 1,32mm legyen a falvastagság, az 2x0,66).
. Mindenesetre nyomtattam így is egy tárgyat, és ugyanolyan rossz lett. Ezután csináltam egy üres kockát, ugyanolyan falvastagsággal, és ezt teljesen jól nyomtatja. (0,6-os nozzle-t használok, a tárgyat úgy terveztem, hogy 1,32mm legyen a falvastagság, az 2x0,66).
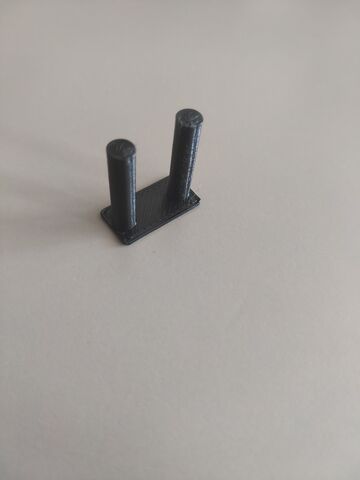
Felül a tárgy amit rosszul nyomtat, alatta a kocka amit jól, és alatta a PA kocka.
Néztem slicerben (prusa 2.5 alpha), annyi közöttük a különbség, hogy a sima kockát úgy szeleteli, hogy a külső és a belső falat ugyanott kezdi nyomtatni, míg a tárgyat máshol kezdi belül, mint kívül.

Viszont akkor sem értem, miért lesz ennyire csúnya.
-
petyus_
senior tag
válasz
petyus_
#36398
üzenetére
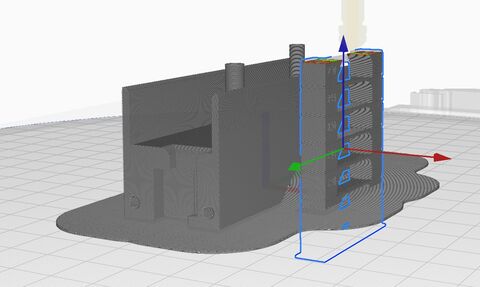
kicsit még nézegettem a slicert, és talán megvan mi okozza a problémát:
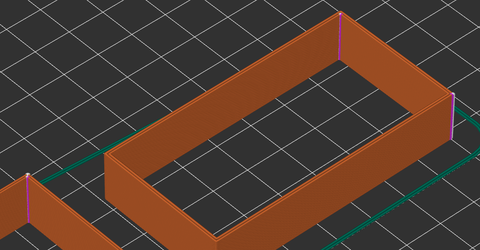
A bal alsó tárgy egy sima kocka, ugyanott kezdi a külső és belső perimetert, a lila szín a retract-et jelöli. Itt látszik, hogy rétegenként csak egy retract van. A másik tárgynál viszont nem ugyanott kezdi a külső/belső részt, és mindkettőnél csinál retractiont is, ebből adódik a probléma, de nem tudom hogy lehetne megoldani.























 Enné meg a fene..
Enné meg a fene..







 . Mindenesetre nyomtattam így is egy tárgyat, és ugyanolyan rossz lett. Ezután csináltam egy üres kockát, ugyanolyan falvastagsággal, és ezt teljesen jól nyomtatja. (0,6-os nozzle-t használok, a tárgyat úgy terveztem, hogy 1,32mm legyen a falvastagság, az 2x0,66).
. Mindenesetre nyomtattam így is egy tárgyat, és ugyanolyan rossz lett. Ezután csináltam egy üres kockát, ugyanolyan falvastagsággal, és ezt teljesen jól nyomtatja. (0,6-os nozzle-t használok, a tárgyat úgy terveztem, hogy 1,32mm legyen a falvastagság, az 2x0,66).



Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest