Hirdetés
- Luck Dragon: Asszociációs játék. :)
- sziku69: Fűzzük össze a szavakat :)
- caprine: Snowrunner játék manuális tuning lehetőségei
- ubyegon2: Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- Gurulunk, WAZE?!
- eBay-es kütyük kis pénzért
- sziku69: Szólánc.
- Elektromos rásegítésű kerékpárok
- Luck Dragon: Alza kuponok – aktuális kedvezmények, tippek és tapasztalatok (külön igényre)
- D1Rect: Nagy "hülyétkapokazapróktól" topik
Új hozzászólás Aktív témák
-

bodnarg
csendes tag
-

KB.Pifu
tag
Sziasztok!
tanácsot szeretnék kérni, szeretnék egyszerű kis programot írni Omron plc-re, leginkább a For/next és paraméterátadás gyakorlása lenne a cél.
Kész a program, (bemásolni sajnos nem tudom) a lényeg, hogy kiválasztja a legnagyobb számot az adott memória területről (MAX, de most csak gyakorlunk!), a hurkon belül minden körben csökkentem eggyel a hurokszámot (COLL utasítás számára ez lesz az offset) és azzal a számmal a COLL utasítással veszem az adott értéket és számolok vele, elve szerint nagyon hasonló (ugyanaz?) Szirty oldalán található indirekt címzéses dologhoz. Működik.
De ha ebből szeretnék FuncionBlockot csinálni, akkor hogy adható meg a COLL utasítás számára a Source Base Adress? Bemeneti változónak nem adhatok Int-t és word-t mert ezek nem memóriaterületre címre mutatnak, próbáltam szögletes zárójelezni, de meghaladja a tudományt.
Bocs ha bután kérdezek, nem foglalkozok ezzel sajnos túl sokat és beszélgetni sincs kivel róla.
üdv
Pifu -

Szirty
őstag
válasz
 bodnarg
#5192
üzenetére
bodnarg
#5192
üzenetére
Helló bodnarg!
Itt egy "gyalogos" megoldás a problémára:
FUNCTION FC 1 : VOID
TITLE =
AUTHOR : Szirty
VERSION : 0.1
VAR_INPUT
Num : DINT ; //Bemenő érték
END_VAR
VAR_TEMP
StrTMP0 : STRING [254 ]; //String átmeneti változó
StrTMP1 : STRING [254 ]; //String eredmény
rv : INT ; //Visszatérési érték
N : CHAR ; //'0'
END_VAR
BEGIN
NETWORK
TITLE =Nulla karakter
L '0';
T #N;
NOP 0;
NETWORK
TITLE =StrTMP0 feltöltése '0' karakterekkel
CALL SFC 21 (
BVAL := #N,
RET_VAL := #rv,
BLK := #StrTMP0);
NOP 0;
NETWORK
TITLE =A dint átalakítása stringgé
CALL FC 5 (
I := #Num,
RET_VAL := #StrTMP0);
NOP 0;
NETWORK
TITLE =Az eredmény string létrehozása
L P##StrTMP0;
LAR1 ;
L P##StrTMP1;
LAR2 ;
L 12;
T B [AR2,P#1.0];
L B [AR1,P#3.0];
T B [AR2,P#2.0];
L '.';
T B [AR2,P#3.0];
L B [AR1,P#4.0];
T B [AR2,P#4.0];
L B [AR1,P#5.0];
T B [AR2,P#5.0];
L B [AR1,P#6.0];
T B [AR2,P#6.0];
L B [AR1,P#7.0];
T B [AR2,P#7.0];
L '.';
T B [AR2,P#8.0];
L B [AR1,P#8.0];
T B [AR2,P#9.0];
L B [AR1,P#9.0];
T B [AR2,P#10.0];
L B [AR1,P#10.0];
T B [AR2,P#11.0];
L '.';
T B [AR2,P#12.0];
L B [AR1,P#11.0];
T B [AR2,P#13.0];
END_FUNCTION#Num DINT paraméterben bemegy az érték és #StrTMP1 temp változóban képződik.
Esetleg indulj ki ebből (teszteld alaposan). -

byte-by
tag
válasz
 Andris246
#5194
üzenetére
Andris246
#5194
üzenetére
halo !
lehetséges problémák,
-az aten általában jó, érdemes ellenőrizni , hogy a drivere fent van-e,az aten-en van egy visszajelző led, annak elvileg villognia kell, ha valamilyen kapcsolat létrejött.
- az omron nem pontosan az ibm sztenderd rs232 pin kiosztást használja , ez még lehet probléma, bár azt írtad pc-ről megy.igazából, ha az átalakító oké, (és az usb foglalat is) a kábel rendben, a portbeállítások alaphelyzetben, akkor auto keresésben meg kellene találnia.
érdemes lecsekkolni a fentieket, de másnak talán van jobb ötlete.
byte
-
-

Andris246
tag
Sziasztok.
Olyan problémám volna hogy vettem 1 usb rs232 átalakított (aten uc232a itt ajánlottátok) és omron plc-vel (CQM1) próbáltam és nem hajlandó kommunikálni.
Pedig omron-nal tökéletes volna elvileg.
Tudnátok segíteni hogy bírtátok rá működésre?
Esetleg port beállításoknál van a probléma?
(az asztali pc port beállításait használtam de az volt az alap beállítása is)
Kábelem jó mert asztali pc-vel tudok kommunikálni a plc-vel.
Minden ötletet meghallgatok és köszönöm.Üdv: Bandi
-
bodnarg
csendes tag
Sziasztok!
Két témában kérném asegítségeteket. Adott egy 9 jegyű egész számokból álló számsor ami DINT ként van tárolva recept, pl.: 39990110 ezt kellene String típusra konvertálni és átalakítani a következő formátumra 3.9999.011.0 azaz be kell illeszteni néhány pontot. Ez azért érdekes mert aztán ezt a számsort nyomattaja ki egy nyomtató. A DINT => String konverzióra talátam standard funkcióblokkot FC 5 DI_String_ IEC illetve a pontok beszúrására talán alkalmazható lenne FC 17 Insert standard funkció blokk. Alkalmazható lenne véleményetek szerint? Gondlom 3x kellene egymás után meghívni lépésenként.
A második receptkezeléssel kapcsolatos. MP 277 illetve 377 HMIk. Az a receptkezelési mód amit én ismerek olyan, hogy a panel által generált listából, a dolgozó kiválaszthatja a kívánt receptet és rátölti a PLC-re egy gombnyomásra. van e arra valami frappáns megoldás hogy a panel automatikusan beazoniosítsa a recept azonosítóját, és egyezés után rátöltse magától a megfelelő adatokat a PLC-re vagy felékínálja hogy akarom e rátölteni. Elég sok a recpt illetve hasonló a számsor pl.399990110 ezért nem lenne szerencsés a dolgozó által kikeresős, kiválasztós módszer. Ehhez valami scriptet kellene kitalálnom? Mi a véleményetek hogy eleht ezt megoldani.
Köszönöm előre is a segítséget.

BG
-
#5190
 dokikaaa
csendes tag
TotoThomas
#5189
dokikaaa
csendes tag
TotoThomas
#5189
dokikaaa
csendes tag
válasz
 TotoThomas
#5189
üzenetére
TotoThomas
#5189
üzenetére
Nem modbus, hanem s7 tcp kommunikáción keresztül. A netproban felkell venni a ket darab connectiont. Viszont ha cp kartya nelkul probalom, kiválasztva a tcp kommunikációt, azt írja ki, hogy nem megfelelő ehhez a protokollhoz a cp kartya. Ha s7 kommunikaciot valasztok, a behuzott other station-hoz leforditasnal azt irja nem ismeri az other station az s7 kommunikáciot. Ez miatt gondoltam, hogy lehet az integralt pn interfacen keresztul nem tamogatott a dolog. Cp kartyaval tuti meglehet oldani mert ha behuztam a hw konfigba engedte leforditani, es van ahhoz mukodo projektem is.
-
#5189
TotoThomas
csendes tag
dokikaaa
#5188
-
#5188
dokikaaa
csendes tag
TotoThomas
#5186
dokikaaa
csendes tag
válasz
TotoThomas
#5186
üzenetére
Üdv!
A 300 ashoz cp kártya volt, vagy a beépítrtt pn interfészen keresztül alakitottátok ki a kommunikációt?
Köszi
-
dokikaaa
csendes tag
Üdv! Sajnos újabb feladatot kaptam
 Vision x9- el kell kommunikációt kialakitani s7 tcp-n keresztül. A PLC egy 314 PN, ugye integrált profinetes interfésszel. A kommunikációt ezen keresztül kéne kialakitani ( nem CP kartyaval). A CP kartyas kialakitassal nem lenne problema, viszont integralt pn interfeszen keresztul nem sikerul kialakitani. A vision- nek van az s7 TCP hez leirasa, de az szerintem CP kartya eseten igaz.
Vision x9- el kell kommunikációt kialakitani s7 tcp-n keresztül. A PLC egy 314 PN, ugye integrált profinetes interfésszel. A kommunikációt ezen keresztül kéne kialakitani ( nem CP kartyaval). A CP kartyas kialakitassal nem lenne problema, viszont integralt pn interfeszen keresztul nem sikerul kialakitani. A vision- nek van az s7 TCP hez leirasa, de az szerintem CP kartya eseten igaz.Esetleg ha valaki csinalt mar ilyet, es tudna segiteni akkor elore is koszonom a segitseget!
-

moseras
tag
válasz
dokikaaa
#5178
üzenetére
Üdv!
Siemens-et nem ismerem, de nézz el ide:
és ott keresd az oscat network library csomagot. Abban (ST nyelven) meg van írva a modbus tcp/udp, kliens és szerver is. Az esetleges ST nyelvbeli eltéréseket neked kell kezelni. Fontos, hogy én ezt a blokkot nem használom, mert WAGO-t használunk, és ott ingyenes a modbus tcp/udp blokk, úgyhogy a blokk működésével kapcsolatban érdemben nem tudok segíteni. Ha elakadsz, akkor az oscat oldalon van fórum, illetve van német és angol nyelvű pdf a blokkok működéséről.
Imi.
-

Dezsi82
tag
válasz
dokikaaa
#5178
üzenetére
Üdv!
A modbus TCP elég egyszerű szerkezetű, könnyen megírható a keret. Én innen vettem az infókat:http://www.simplymodbus.ca/TCP.htm
TCPn ismét nem nagyon bonyolult a kommunikáció:
-wizardban beállítod a paramétereket
-FB65 (TCON)-nal portot nyitsz
-FB63(TSEND)-del küldesz.
-FB64(TRCV)-vel fogadsz adatot
-FB66(TDISCON)-nal bontod a kapcsolatot, ha szükségesA TCP kommunikációt a kommunikációs processzor teljesen lerendezi, nem sokkal bonyolultabb egy ilyen alkalmazás, mintha soros portot kezelnél
-
dokikaaa
csendes tag
Üdv Szirty!
Segítségedet szeretném kérni. Valahogy meg kéne oldanom a Siemens PLC PN interfészén keresztül modbus TCP kommunikáció kialakítását. Foglalkoztál már esetleg ilyesféle dologgal? Azt tudom hogy a siemens árul megírt blokkokat, de azt elvileg CPU-nként kell megvenni elég borsos áron. Találtam a support oldalon mintaprogramot, ami elvileg TCP csomagokba ágyazza a kiküldött adatot. Van hozzá Open communication wizzardot is, ami a szükséges DB-t feltölti a megfelelő adatokkal. Ebben a mintaprogramban FB63-66 ig lévő kommunikációs függvényeket használja. A kérdésem az volna, hogy nem tudod véletlenül, ezek a blokkok megoldják a kiküldött adat TCP csomagolását, illetve vételnél a kicsomagolást? Mert akkor már csak a modbusz keretet kéne programban hozzátenni.
Köszönöm a segítséget!
-
Szirty
őstag
Helló skul0!
"Alapesetben valóban nem támogatott a Windows 8 és 8.1, azonban kis ügyeskedéssel minden bizonnyal S7-GRAPH esetén is megoldható a dolog"
Igen. Csak foglalkozni kell vele aztán vagy sikerül vagy nem.
Az hogy "nem támogatott" nem azt jelenti hogy garantáltan lehetetlen telepíteni és használni vele, hanem azt hogy erre a gyártó nem ad semmiféle garanciát."Nekem is Windows 8.1-en fut a STEP7, virtuális oprendszer nélkül."
Ez is rendben van, ez sem lehetetlen (főleg a fentiek miatt).
Sajnos azonban egy Step7.V5.4-et egy WinCC Flexible 2007-el és mondjuk egy ProTool 6.0-val nem annyira biztos hogy garantáltan sikerülne virtuális gép nélkül ráfaragni. Márpedig vannak rendszerek amik ezt igénylik, tehát marad a virtuális géppel való bajlódás.
Sőt! Sok esetben nem is egy virtuális gép kell, mert mondjuk a SICK safety PLC-jének szoftvere és az OMRON safety PLC-jének szoftvere egy rendszeren nem futnak kitörő örömmel. -
Szirty
őstag
válasz
Andris246
#5173
üzenetére
Helló Andris246!
A legnagyobb gond az USB-RS232 átalakítókkal, hogy nem +/-12V-os jelszintekkel dolgozik.
Azt ugyan nem tudom hogy konkrétan melyik express card-os kártya vagy USB átalakító biztosan ilyen, de ha rendelkezésre áll részletes tech.spec. amiben szerepelnek a jelszintek akkor ezt figyeld. -

PLCjob
csendes tag
Sziasztok!
Siemens S7 (esetleg S5) tapasztalattal keresünk PLC PROGRAMOZÓt autóipari beszállítóhoz, a kecskeméti régióba:
Feladatok:
• A gyárban működő PLC vezérelt gyártógépek és robotok önálló programozása
• Hibakeresés és hibaelhárítás
• A gépek megfelelő és hatékony működésének biztosítása
• Szoros együttműködés a karbantartási csapattal az állásidők minimalizálása érdekében
• Kapcsolattartás a cégcsoport más leányvállalatainak szakértőivelElvárások:
• Siemens S7 vagy S5 programozási gyakorlat
• Többéves tapasztalat hasonló feladatkörben
• Legalább középfokú angol- és/vagy német-nyelvtudás
• Releváns végzettség
• Jó problémamegoldó képesség
• Kreativitás és rugalmasság
• Kiváló kommunikációs készség és csapatjátékos hozzáállásJelentkezni a cv@fodorhr.hu e-mail címen lehet.
-

skul0
aktív tag
válasz
 Mazsika
#5010
üzenetére
Mazsika
#5010
üzenetére
Üdv!
Tudom, most egy több hónapos hozzászólásra reagálok, de kérdezném: sikerült végül megoldani a dolgot? A hetekben jött elő nálam is ez a probléma STEP7 v55 telepítésénél. Windows újratelepítés után, mint kiderült csak annyi volt a probléma, hogy a telepítési fájlokat tartalmazó elérési út tartalmazott ékezetes mappanevet.
#5011 Szirty
Alapesetben valóban nem támogatott a Windows 8 és 8.1, azonban kis ügyeskedéssel minden bizonnyal S7-GRAPH esetén is megoldható a dolog ezen leírás alapján. Természetesen 8.1 esetén más OS azonosítót kell megadni.
Nekem is Windows 8.1-en fut a STEP7, virtuális oprendszer nélkül. -

And
veterán
válasz
Andris246
#5171
üzenetére
(Mi is ilyen ócska ATEN-féle USB-soros illesztőket kaptunk annak idején 'valódi' soros portos laptopok helyett, de pont a Siemens S7 PLC-k nem szoktak problémázni vele. Telemecanique / Schneider-ek - Micro, Premium, Twido - és Allen-Bradley-ek - ebből csak 1-2 példánnyal próbáltuk - viszont nem komálják.)
-
joci9
tag
válasz
 levelko
#5169
üzenetére
levelko
#5169
üzenetére
Szia!
Én is omron cifet használok 10 éve, az működ mindig mindenhol minden körülmények között, 2 példányban is egy gépen.
Más:
SIemensből csak s7-200-at programoztam, ahhoz, és mindenféle rs-485-öt használó eszközhöz meg a Telemecanique TSXCUSB485 vált be. Így kevesebb drótot kell hordanom a táskámban. Ennek RJ45 a vége és lehet hozzá gyártani mindenféle átalakítót.ü
BJ -
dokikaaa
csendes tag
Üdv!
Érdeklődni szeretnék, hogy lehetséges valahogy, ModBus TCP-n kommunikálni (STEP 7 V5.5, 300-as PLCvel) PN-en keresztül a megvásárolt liszenszen kívül, amit a siemens ajánl, vagy van valami féle másik lehetőség? Nézegettem ezeket a "T blocks" FB-ket (TSEND, TRCV, TCON, TDISCON), amik alapból benne vannak a Step 7-ben, és TCP-n keresztüli kommunikációt kínálnak. Ezekkel meglehetne oldani, esetleg van más megoldás a fizetős változaton kívül?
Előre is köszönöm a segítséget.
-
#5166
Szirty
őstag
Achilles83
#5165
Szirty
őstag
válasz
 Achilles83
#5165
üzenetére
Achilles83
#5165
üzenetére
Nem lesz túl tartós mechanikailag és csak lopott szoftverrel fog ennyibe kerülni.
-
#5164
joci9
tag
Achilles83
#5163
joci9
tag
válasz
Achilles83
#5163
üzenetére
Én tavalyelőtt kértem árat NS-Runtime-ra de nem volt olcsó. Vagy nem egyre gondolunk?
Sztem nem igényel komoly gépet. (5-6 éves elviszi, CX-Designerrel 9 éve foglalkoztam :-))
Azóta ESA cuccosokat használtam, ott is van ilyen, annak a 10 perces verziója ingyen van.
Azt szoktam használni beüzemeléshez (bár csak ethernettel), hogy ne kelljen mindig letöltikézni a projektet. -
#5163
 Achilles83
csendes tag
Achilles83
csendes tag
Achilles83
csendes tag
Sziasztok!Tanácsot szeretnék kérni.Monitoroznom kéne pár dolgot Omron CJ1M PLC-ről, a HMI elég drága ehhez, de viszont van a CX-Designernek egy NS-Runtime funkciója, hogy ugye egy PC-ről is tudok vezérelni, monitorozni.Az lenne a kérdésem, hogy szerintetek ehhez milyen erős gép kell, azon felül, hogy a CX-One feltelepüljön?Esetleg valaki már próbálta ezt?
-
aky01
tag
Szia!
Köszi a gyors választ.
PLC rack-en van a bemeneti kártya. Próbálkoztam megszakítással is, de ekkor sem mindig hívta meg OB40-et az impulzus, pedig a bemeneti kártyán szemmel láthatóan felvillan a bemenet led-je.
Az impulzusok gyakoriságával nem lehet gond, mert kb. 20 másodpercenként halad át egy alkatrész az érzékelő előtt.
Azt hiszem az érzékelő csere lesz a legegyszerűbb megoldás. -
Szirty
őstag
Helló aky01!
A rövid impulzusokat akkor lehet PLC-vel szoftveresen teljes biztonsággal érzékelni, ha a bejövő impulzus hossza minimum kétszer hosszabb a PLC teljes és leghosszabb ciklus idejénél.
Ha az érzékelés olyan program blokkban van amelyik nem minden PLC ciklusban fut le (pl. feltételekhez van kötve, vagy timer interruptból fut) akkor a ciklus idő alatt az érzékelő program lefutásának gyakoriságát kell érteni.Ha ez nem teljesül maradéktalanul, az érzékelés bizonytalan lesz.
Amennyiben az illető bemenet terepi buszos szigeten van (nem a PLC rack-en) akkor a történetet befolyásolja a terepi busz ciklusainak hossza is (az adatsebességből és a buszon lévő eszközök számából adódik többnyire).Az ilyen rövid impulzusok észlelésére több más mód is van (amennyiben a fenti ciklus idő kritérium nem teljesíthető).
Pl. a megszakítás, amit egy szó erejéig említettél is. Ha az impulzus érkezése megszakítást okoz (megfelelően magas prioritással) és az impulzusok gyakorisága nem rövidebb a megszakításkor elvégzett műveletekhez szükséges időnél, akkor megszakítással minden impulzus biztonságosan érzékelhető ( az érzékelésre adott válasz késleltetése azonban már más kérdés).Továbbá a leírt dolog nagyban emlékeztet pl. csavar adagolóra, ahol tipikusan PA csőben levegővel átlőtt csavart kell érzékelni. Erre külön kitenyésztett érzékelők léteznek, melyek a legrövidebb érzékelési impulzus hatására is (a nagyon gyorsan áthaladó csavar esetén is) egy minimum (beállítható) hosszúságú impulzust ad ami mindenféle egyéb erőfeszítés nélkül biztonságosan érzékelhető és feldolgozható.
-
aky01
tag
Sziasztok!
Egy kis segítséget szeretnék kérni.
Adott egy s7-300 által vezérelt gép.
Van egy alkatrész adagoló rendszer, ami acél alkatrészeket lő át pneumatikus levegővel egy műanyag adagolócsövön.
A csövön van egy induktív szenzor, mely az alkatrész áthaladását detektálná.
A szenzor minden estben kapcsol az alkatrész áthaladásakor, ez a bemeneti kártya led-jén is szemmel látható.Probléma:
A PLC nem minden esetben detektálja ezt a jelet, holott az megérkezik a bemeneti kártyára.
Próbálkoztam már interrupt kártyával is, de a helyzet nem változott.Ebben kérném segítségeteket, mit csinálok rosszul.
Előre is köszi.
-
joci9
tag
válasz
 byte-by
#5155
üzenetére
byte-by
#5155
üzenetére
szia
igen, lekapcsolással együtt az engedélybemenetet is el kell venni, azaz mire a mágnes bont, már elveszi a szuflát kb.
ahol "gyakran" tud darálni nem csak darálni valót, ott meg figyelni kell arra, hogy az a gép időben megálljon minősítetten amikor meg kell neki állni.
ízlések és pofonok: én nem dolgoznék olyan géppel amin nincs biztosítva hogy nem vágja le az ujjamat vagy mást amikor a közelébe megyek. Láttam már olyan gépet, nem egyet, ami levághatná.
üdv
-
#5156
Achilles83
csendes tag
Achilles83
csendes tag
Nem tud valaki eladó HMI-t PLC-hez?
-
byte-by
tag
halo !
lehet a frekiváltó és a motor közé kapcsolót tenni, csak erősen nem ajánlott, mint jeleztem pláne feszültség alatt.
ha mégis akkor le kell venni a feszültséget kapcsoláskor.ez gondolom megoldható, nyilván a lekapcsolással együtt a feszültséget is érdemes elvenni.
pl. az l7-l1000 gépkönyve is megjegyzi, hogy "soha ne csatlakoztasson ki vagy be motort amikor a frekvenciaváló kimenetén feszültség van".
ez adott esetben a fentebb említett megoldással üzemelhet, de egyéb ipari alkalmazásokban felesleges megszakítani a főáramkör kimenetét, mi nem szoktuk.
amit leírtam az a nálunk alkalmazott technológia.nálunk is vannak darálós gépek, sőt vannak kifejezetten darálók is, keverők is, nem mágnes fékezettek, hanem közepes-nagyteljesítményű aszinkron motorok.
ha belegondolunk, adott esetben megszakítom a motorkábelt, a motor kifutva megáll.ez nálunk egy 2 köbméteres keverő esetében 3,5 sec, pláne , ha tele van és a forgó termék tehetetlenségi nyomatékot generál.
de izlések és pofonok...byte
-
joci9
tag
válasz
byte-by
#5151
üzenetére
Szia!
A lifteket csak példának hoztam, ott is szeretik a yaskawát használni, és nem csak az L7-L1000-es típusokat.
És nem szoktak tönkremenni ez okból, terhelés meg van rajtuk, akár pár százezer indulás/év.
Veszélyes gépnél a tervezőnek biztosítania kell, hogy biztonsági kör vagy vész stop esetén a motor illetve berendezés minősítetten megálljon, és ne indulhasson el. Ezt pár éve még csak a frekiváltó és a motor közti kör megszakításával lehetett elérni, 10 éve kezdtek megjelenni a minősített nyomaték leválasztós készülékek.
A szabványok keszekuszák, én azt vettem ki belőle, hogy amelyik gép tud embert darabolni ott bizony redundánsan és figyelve kell elvenni a nyomatékot. Az a régi 4-es kategória meg sil akámennyi.
Ez előrébb való, mint a frekiváltó élettartama. És sokan nem tartják be.üdv
BJ -
#5152
Achilles83
csendes tag
Achilles83
csendes tag
Frekiváltós téma.Nálunk sok helyen olyan motor van, a vészstop oldja a motor és a frekiváltó közötti mágneskapcsolót + a biztonsági bemenetet.Elektromágneses mechanikai fék biztosítja utána a gyors megállást.
-
byte-by
tag
halo
nem "magyar frekiváltós liftek" van szó.
fetételezem a liftek, pláne a személyszállítók, külön szabvány alá tartoznak, külön biztonsági szabályok vonatkoznak rájuk.
azért is vannak speckó cégek erre.
az iparban használatos általános célú frekiváltókról beszélünk , amiknek a gépkönyve egyébként leírja mit lehet tenni, mit nem, legtöbbször.pl. (azért írom ezt , mert ezt használjuk leginkább)
-az omron (yaskawa) kimondottan ellenzi a főáramkör kimeneti kábelének megszakítását, pláne feszültség alatt,
-a tranziens jelenségek elkerülése végett árnyékolt főáramköri kimeneti kábelt javasolnak, a vezérlésnél csavart érpárt,
-a főáramkör betáp oldalának megszakítását elnézi, de megjegyzi , hogy ezt sem ajánlatos tenni félóránként 1-nél többször,feszültség alatt,ezek nem betarthatatlan szabáylok, nyilván a frekiváltó élettartamának tesz jót, ha figyelünk arra amit a gépkönyv ír.
byte
-
joci9
tag
válasz
byte-by
#5147
üzenetére
üdv
Egyes helyeken követelmény, hogy a frekiváltó és a motor közt legyen bontva.
Ha a frekiváltó előtt van a mágnes, akkor valamikor majd megáll a motor valahogy.
Pl. a magyar frekiváltós liftek 99% -a így működ, sőt amikor karbantartással közlekednek vele, akkor minden gomb elengedéskor úgy áll meg, rámpa meg minden nélkül.
Normál üzemben "csak" akkor oldanak a kontaktorok, ha megállt már és nyit az ajtó.ü
BJ -
byte-by
tag
válasz
 soldi3r
#5145
üzenetére
soldi3r
#5145
üzenetére
halo.
a frekiváltóval kapcsolatban:
ha már mindenképp meg kell szakítani a főáramkört akkor a frekiváltó előtt kell és nyilván az indítójelet is elvenni, az analóg jelet nullára.
mi leginkább omron v vagy j sorozatot használunk, ott vannak biztonsági tiltóbemenetek többek között. -
#5146
byte-by
tag
TotoThomas
#5144
byte-by
tag
válasz
TotoThomas
#5144
üzenetére
halo.
tia portallal programozva ha nincs elmentve az adott blokk ahol db is vannak akkor hibát jelez.
a db blokkokat el kell menteni, ez lehet probléma. -
#5144
TotoThomas
csendes tag
TotoThomas
#5143
TotoThomas
csendes tag
válasz
TotoThomas
#5143
üzenetére
Megoldva.
A copy-paste nem megy, de...
új cpu-val program megnyit. Eredeti cpu-s program megnyit, és szépen drag & drop módszerrel át lehet húzgálni.
De: Ha az egész programra nyomok egy fordítást, van amikor egyes blokkokban hiba van, de ha a hibás blokkokra nyomok rá újra, akkor szépen lefordul, és működik. -
#5141
Szirty
őstag
TotoThomas
#5139
Szirty
őstag
válasz
TotoThomas
#5139
üzenetére
Helló TotoThomas!
Új, teljesne üres project az új CPU, val.
Mellé megnyitva másik project és blokkokat copy-paste? -
joci9
tag
válasz
 KB.Pifu
#5137
üzenetére
KB.Pifu
#5137
üzenetére
Szia!
Igen, megfelelő műszerrel mérve, pl. lágyvasas (ha jól emlékszem)
Okosabb frekiváltókból ki lehet olvasni az aktuális értékeket.
Az egyik sufnituning liftes hajtás alapból megküldi alacsony sebességnél a motort feszkóval, hogy legyen kemény nyomaték, de ettől meg fűt rendesenüdv
-
#5139
TotoThomas
csendes tag
TotoThomas
csendes tag
Sziasztok!
Mint régebben említettem, nem vagyok profi a programozásban.Kis segítséget kérnék.
Tia portal v13. Adott egy program, ami S7 1200-as plc-re lett írva, ami pontosan egy 1AG40-es cpu. De nekem ezen programot egy régebbi cpu-ra kellene feltennem. Na most ugye visszafelé nem enged cserélni.
Milyen megoláds lehet még?
Próbáltam a programot "kimeneteni" a global libraryba, de ebben van egy kis gond. A program blocks-on belül van még egy System Blocks, és azon belül egy Progra resources. Ezt nem menti ki, és így persze a program nem megy. Itt is DB-k vannak.Esetleg valakinek ötlet?
Köszönöm -

KLR
csendes tag
válasz
KB.Pifu
#5137
üzenetére
Sziasztok!
Kicsit én is hozzászólnák a témához.
Alapvetően különféle gyártók kicsit másképp értelmezik a kompenzációkat.
Az U/f vezérlés hátránya a nyomaték csökkenése alacsony frekvenciákon. Az alsó határ általában 5Hz. Ennek elkerülésére megemelik a feszültséget (nem tartják be a U/f arányt). Ez történhet automatikusan vagy paraméteren keresztül. Ezt néha alacsony fordulatú teherkompenzációnak is hívják (pl. Danfoss). Más gyártók pedig az egész tartományban használják ugyanezt az elvet (különféle TorqueBoost funkciók). Ezen kívül van még csúszáskompenzáció is (szinkronfordulat elérése), na meg különféle energiatakarékos funkciók (ezek meg csökkentik a feszültséget). Ezért a kimeneti feszültség csak hozzávetőlegesen utalhat a motorfordulatra.
Lehet egy kicsit összecsaptam a "kompenzációkat", de remélem segít valamit.A vészstoppra szerintem is a legjobb a mágneskapcsoló a frekiváltó tápjában.
Ha mágneskapcsolót iktatsz a frekiváltó és a motor közé, megszakításkor a frekiváltó kerüljön szabadonfutásba, mert ha utána még futó frekváltóra álló motort kapcsolsz, kijöhet belőle a fehér füst. -
KB.Pifu
tag
szia!
Ez nekem egy fontos téma, sajnos nem tudok vele csak elméletben foglalkozni, karbantartás közben meg tőlünk nem várják el hogy sokat gondolkodjunk.
Adott a kérdés:
U/f kompenzáció: 230V/50 hz -re van állítva, akkor a motor kapcsain f =25 hz -nél csak 115 V-t kell mérnem, igaz?amúgy a téma akkor jöt fel amikor egy 150k/min fordulatszámú motor frekiváltója lett cserélve és paraméterezgették pár műszakon keresztül, a motoron csak csiszoló-kő van, tehát nem nagy nyomaték igényű.
-
joci9
tag
válasz
soldi3r
#5128
üzenetére
Milyen gép? Milyen biztonsági szint kell? Omronkft oldalán van pár ez az.
A magyar lifteknél 2 mágneskapcsoló van a motor és a brekiváltó közt.
Ha elmegy a biztikör, motorról hajtónyomatékot leveszi a két mágnes azonnal, fék zár.
Mi egyéb gépeknél használjuk a frekiváltó minősített tiltó bemenetét és a fékfeszültséget két kontaktorral szakítjuk meg biztonsági relé által felügyelten.
Ja meg ugye gondoskodni kell az adott gép leállásáról is ha szükséges, megfelelő időn belül. -
KB.Pifu
tag
Sziasztok!
témánál maradva: U/f kompenzációt a frekvenciaváltóknál mire is használjuk?
Ha jól emlékszem névleges frekvencia alatt a nyomatékot állandó értéken tartja, igaz?
A frekiváltó paraméterezésekor pedig a beírt frekvencia alatt állandó nyomatékot tud leadni a motor, javítsatok ki ha tévedek, melóhelyen ilyenekről nincs kivel beszélgetniüdv
Pifu -
Dezsi82
tag
válasz
soldi3r
#5132
üzenetére
Üdv
Az mennyire art a frekivaltonak?
Általában nem árt neki, de valószínű, hogy ha az ember elkezdi másodpercenként 10-szer ki, bekapcsolgatni, az nem tesz jót az élettartamának. De ettől eltekintve nem szabad, hogy baja legyen tőle, hiszen kikapcsolni sem, tudod máshogy, csak ha elveszed a tápot.
Annyi gond lehet esetleg ennél a kivitelnél, hogy ilyenkor a frekiváltó nem biztos, hogy tud fékezni, lehet hogy egyszerűen csak szabad kifutással áll meg a motorod. De nyilván a lágyindító sem tett ennél többet, így elvileg nem lehet belőle gond. -
Szirty
őstag
válasz
soldi3r
#5128
üzenetére
Helló soldi3r!
Az egyszerűbb (basic) frekvenciaváltóknál nincs safety stop.
Ilyenkor általában a frekvenciaváltó betáplálását kapcsolja le a vészleállítás.
Bizonyos frekvenciaváltóknál megengedik a motor lekapcsolását kontaktorral a kimenetén.
Meg kell nézni a gépkönyvben, ahogy Dezsi82 javasolta, Sajnos sok gépkönyv erről mélyen hallgat. -

soldi3r
veterán
Jo napot mindenkinek!
Lenne egy kerdesem, nem feltetlen PLC-hez kotott. Van egy nagyon egyszeru gep. Egy 15kW-os motor van rajta, meg nehany szenzor. Eddig egy lagyindito volt beleteve, amit frekivaltora cserelnek. A veszstop releje a motor es a lagyindito kozott van. Most mit lehetne megszakitani? Elmeletileg a frekivalto es a motor kozti kabelt nem szakithatom meg. -
#5127
Achilles83
csendes tag
rsf
#5126
Achilles83
csendes tag
Kisebb programokat tudok írni, csak az utasításkészletéről egy kicsit többet megtudni jó lenne.A súgója eléggé hiányos.Mivel én Omronos vagyok úgy vettem észre hogy Fanuc, Omron eléggé hasonlítanak egymásra gondolom mert mindkettő Japán egyforma a gondolkodásuk.Nálunk inkább 16i-s től van 31i-s vezérlőig.
-
#5126
rsf
senior tag
Achilles83
#5124
rsf
senior tag
válasz
Achilles83
#5124
üzenetére
Mire gondolsz?
LM90?
Üdv. -
#5125
KB.Pifu
tag
Achilles83
#5124
KB.Pifu
tag
válasz
Achilles83
#5124
üzenetére
Üdv!
Én csak hibakeresést csinálok vele, programozni nem fogom soha, melyik vezérlőre gondolsz?
Vagy ha már kész gépet kell nézni, akkor esetleg a Keep-relék-ben lehet keresgélni dolgokat, de ez megint gép függő.
Pl:. ahhoz, hogy egy bizonyos cooler szivattyú folyamatosan menjen elég volt átírni azt a paraméter bitet, ahhoz meg egy jó vaskos könyvet végigbogarászni, de még mindig jobb volt mint még egy időreléüdv
Pifu -
#5124
Achilles83
csendes tag
Achilles83
csendes tag
Sziasztok!Foglalkozott már valaki Fanuc Ladder létra programozással?Kéne hozzá leírás, utasításokról, meg úgy mindenről.
-
byte-by
tag
halo!
egy startup OB meghívásával esetleg nem megoldható move utasítással bemásolni a kritikus regiszterekbe az adatokat?
ezeket az OB1 végén valamilyen blokkban el lehetne menteni retain memóriákba amiket máshol nem írsz , így mindíg a legutolsó másolódna be be újraindításkor.byte
-
rsf
senior tag
Sziasztok,
egy kis segítség kellene. S7300/315 CPU, TIA V13
Van pár változó amit egy DB-ben tárolok, de ezekben a változókban etalon értékeket vannak valójában.
Mivel ezek az értékek megváltozhatnak, ha cserélik az etalont ezért nem vehetem fel az értékeket a Start Value-be. Most jön a probléma, ha vmi olyat változtatok a progin amit csak a CPU megállításával tud végrehajtani a Tia (Van reinit, consistens download) Akkor szépen elvesznek ezek a beírt értékek.
Nem kell az sem, hogy abban a DB-ben változtassak amiben tárolva vannak ezek az értékek.
Szóval erre a problémára keresek vmi frappáns megoldást.
Üdv. -

attrax
aktív tag
Lehet hogy az első verziónál maradok ,mert a "finom" dolgok nem valók egy ilyen üzembe barbárok közé.Vagy cimborámmal megoldjuk egy AT megával.Bár nagyon üzembiztosnak kell lennie(150bar olvadt fém!)Még a logo is félő ebben a helyzetben.A hidro szelepeket logikai Fetekkel hajtanám meg.
Köszönöm -
Szirty
őstag
válasz
 Dezsi82
#5119
üzenetére
Dezsi82
#5119
üzenetére
Helló Dezsi82!
Most egy kicsit megsértődtél. :-)
Az élet nem könnyű!Van akinek biciklivel egyszerű kenyérért menni, van akinek autóval. Pedig az autóban sokkalta több alkatrész van, meg több mikroprocesszor is. Ez már csak ilyen. Az adott helyzet eldönti.
A jó megoldás általában valahol a végletek között van.Ki tudja melyik a jobb? 64 bitet felhasználni egy boolean változóhoz, vagy 1 bitet?
-
Dezsi82
tag
Nem tudom egyszerűbb-e adatküldéssel, hibakezeléssel, összehasonlítással foglalkozni mint egyszerűen figyelni egyetlen bit állapotát.
Nos, én viszont tudom. A soros port alapvetően kommunikációra lett kitalálva, nem arra, hogy egy, egy tüskéjén megállapítsuk, van-e feszültség. Tehát mivel a fejlesztő környezetek többsége felkészült ilyenre, így mondjuk egy "bonyolult" kommunikációs megoldás így néz ki:
var
Receivebuffer:array of char;
begin
Comport1.Open;
SetLength(ReceiveBuffer,1);
while True do
begin
ReceiveBuffer[0]:=' ';
Comport1.WriteStr('X');
Comport1.Read(ReceiveBuffer,Length(ReceiveBuffer));
if ReceiveBuffer[0]<>' '
Then 'Relé Zárva'
Else 'Relé nyitva';
end;
end;
ugyanakkor az "egyszerű" bit lekérdezés során olyan windows apikba kell belemenni, ami egy kezdő számára egyáltalán nem egyszerű. (És ezzel nem a kérdező programozási tapasztalatát saccolgatom, csak általánosságban összehasonlítok)
Akkor jön a krix-krax
Nem baj, ha az, tudjuk, hogy a relé zárt. Bár én már sajnos többször kellett ezt alkalmazzam, de még nem tapasztaltam
Megtelik a vételi puffer, vagy épp nem ürül ki, jönnek a hibák...
Nincs mitől megtelnie, hiszen beolvassuk. A küldési meg ismét nem tud megtelni, hiszen a programsor akkor fut tovább, amikor már az adat elment.
Természetesen működhet így is
Nem működhet, működik
nekem mégis olyan mint elefánt a porcelán boltban.
A hardveres konverter, WinAPI-val számomra meg ágyúval verébre esete, de ízlések és pofonok különbözőek -
Szirty
őstag
válasz
Dezsi82
#5117
üzenetére
Üdv!
Nem tudom egyszerűbb-e adatküldéssel, hibakezeléssel, összehasonlítással foglalkozni mint egyszerűen figyelni egyetlen bit állapotát.
Én azért aggódnék, hogy mi is történik ha a relé fogja magát és belekapcsol az adás közepébe (mivel teljesen aszinkron módon kapcsolgat, erre elég nagy esély van). Akkor jön a krix-krax. Ami vagy "kisimul" a következő stop bit után (már ha sikerül beállítani egyáltalán hogy legyen stop bit) vagy nem.
Megtelik a vételi puffer, vagy épp nem ürül ki, jönnek a hibák...
Aztán lehet port újraindítgatással vacakolni, meg nagyobb szüneteket hagyni a küldések között, stb.Természetesen működhet így is, szó se róla, majd eldönti hogyan csinálja, nekem mégis olyan mint elefánt a porcelán boltban.
Az a mondás jut eszembe hogy: "Unatkozik? Vásároljon mosómedvét!" -
Szirty
őstag
Helló attrax!
Logo-val is megoldható szerintem, de az időtagok állításához analóg bemenet potméterrel szerintem drága.
Alternatív megoldás lehet, hogy a vezérlést kiváltod ilyen programozható relé, az időreléket pedig meghagyod.
A PLC indítja őket, az időrelé pedig visszamegy bemenetre. A módszer előnye (ha ez számít) hogy ugyanúgy lehetne állítani mint régen.
Ha az időreléket ki akarod hagyni, akkor olyan programozható eszközt javaslok, aminek van kijelzője és billentyűzete vagy kapcsolható hozzá kisebb HMI egység.
A Logo-nak iy van kijelzős változata, a saját kijelzőjén megoldható időtagok állítgatása, de a kijelző felület nem programozható szabadon, ami esetleg körülményessé teheti a beállítást. Ha jól tudom a logo-hoz lehet illeszteni kis HMI eszközt, aminek a képességeit nem ismerem,d e lehet hogy így már túl drága lenne.
Ezeket érdemes átgondolni szerintem.Illetve amit még valamennyire ismerek, az az UNitronics Jazz, ami egy HMI-vel egybe épített, előlapba szerelhető kis PLC, Ennek a HMI felülete szabadon programozható, az időtagok beállítása megoldható vele.

-
attrax
aktív tag
Sziasztok.Segitségre volna szükségem.Van egy régi fémöntőgép aminek a relés vezérlését szeretném kiváltani modernebb dologra.PLC-re gondoltam de a gond az ,hogy kb6db_kivezetett_időrelé_van_amit_folyton_tekergetnek.Csak_az_időrelékkel_modositjak_a_beállitasokat.A_hőfokok_nem-relevánsok.Milyen_plc-t_ajanlotok_ami_lekezel_mondjuk_6-potmetert_és_meg-arban-is-jo?Egyebkent_kb_20-bemenet_lenne_és_12 kimenet.Nem-bonyolult_a_folyamat.Gondoltam siemes-logora_is-analog-kartyakkal-de-nem-tudom-hogy-az-jó-döntes-lenne-e.(Bocs-rossz-a-biil)
-

kemeny76
csendes tag
Sziasztok!
Az alábbi problémára kérnék tippeket, hogyan lehetne megvalósítani. Az elképzelés az, hogy egy S7 300-as PLC által gyűjtött jeleket szeretnék megjeleníteni egy nagy (kb.80cm képátlójú) monitoron. A monitornak más funkciója nem lenne csak a megjelenítés. Gondolom ehhez valamilyen PC - PLC kapcsolat kell. A 300-as CPU profineten van.
A tippeket előre is köszönöm. -
Szirty
őstag
Üdv mjmate!
Nem soros kommunikációra gondoltam, hanem arra, hogy a PC-ben pl. a "handshaking" jeleket közvetlenül lehet olvasni szoftverrel.
Pl. a CTS jelre küld a PLC-d egy +12V-os jelet (a nyugalmi -12V helyett), azt a PC-ben tudod érzékelni.Konkrét példával nem fogok szolgálni, ötlet indító tippnek szántam.
-

mjmate
csendes tag
Szia Szirty,
Köszi a gyors választ és örülök, ha egyszerűen meg lehet oldani, mert elegendő lenne egy bináris jel. Viszont van még egy problémám, mivel sajnos a hardweres dolgoban nagyon kezdő vagyok

Hogyan nézne ki ez a tranzisztoros illesztés?
én a következő modullal gondoltam megvalósítani a kommunikációt
http://www.ebay.com/itm/3V-5V-DC-RS232-Serial-Port-To-TTL-Converter-Module-MAX3232-w-DuPont-Line-DIY-/131166700581
viszont házilag tesztelve a PLC nem érzékeli az 5V-ot, csak a 24-et. Ezt kellene felerősítenem tranzisztorral?Köszi,
Máté
(bocsi ha hülyeségeket kérdezek) -
Szirty
őstag
Helló mjmate!
Nem ismerem a típust, egy kis guglizás alapján úgy tűnik, hogy az RS232 protokollja nem nyílt és valószínűleg nem is szabványos. Anélkül nehéz lesz megszólítani saját programmal sajnos.
De ha csak egyetlen egy bináris jel kell, azt átviheted a PC-be a soros port egyik handshake jelén keresztül is. Csak egy egyszerű tranzisztoros illesztés kell.
Nem szép megoldás, de praktikus :-) -
mjmate
csendes tag
Sziasztok,
A következőben szeretném a segítségeteket kérni.
Rendelkezem egy IMO iSmart SMT-ED-R20 plc-vel és kommunikációra szeretném bírni PC-vel:
A PLC programozása RS232 kábelen keresztül történik. A kérdésem az lenne, hogy létezik arra megoldás, hogy a PLC adjon jelet a számítógépnek ezen keresztül? vagy bármilyen más módon?
Egy olyan programot szeretnék írni ami ad egy hangüzenetet, ha észleli a jelet, csak nem tudom, hogyan lehetne ezt a PC-vel felfogni:S
Köszönöm előre is,
Máté -
Szirty
őstag
válasz
 miclucky
#5104
üzenetére
miclucky
#5104
üzenetére
Helló miclucky!
Én mélységesen együtt érzek veled a problémával kapcsolatban, még ha ez számodra nem is mindig egyértelmű.
Az biztos hogy ha egy rendszerhez nem kapja meg az ember a forrást és bele kell merülni az sokféleképpen alakulhat, és ritkán könnyű jól kijönni belőle. Főleg ha nagy és bonyolult a rendszer. -

miclucky
tag
válasz
miclucky
#5086
üzenetére
sziasztok
ismerkedtem a step7-el és a TIA-val.
Step7-ben két plc-ről online mód-ból ki tudtam másolni a progit, de a hw konfigot nem(lásd kép),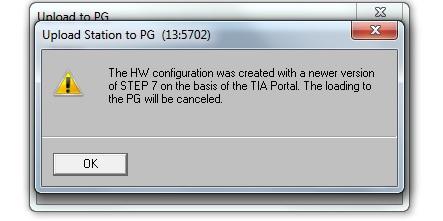
De szerencsére a fő plc-t (151-8cpu,profinetes hálóban intelligens eszközökkel kiderült, hogy Step7-el programozták, így símán upload-olta a hardverkonfigot is (első körben erről nem is próbáltam menteni Step7-el csak TIA-val ).
).
Siemens support:
TIA-ban monitorozni csak compile után lehet (és tényleg )
továbbá
http://support.automation.siemens.com/WW/view/en/97554055Bár tag-list és kommentek nincsenek, a nagyobb probléma a KTP600-panelek, amelyekről a programot nem lehet lementeni(szerkeszthető verzióban, legalábbis a backtransfer inaktív ).
üdv
lucky -
Szirty
őstag
válasz
Peddy789
#5102
üzenetére
Helló Peddy789!
Nos vagy nagy baj van, vagy nem. De az biztos!
A WinCC (és a Step7 is) az arhiválásra a ZIP programot használja.
A hiba oka az, hogy a winzipnek nem sikerült megnyitnia az arhív file-t és 34-es hibával tért vissza. Esetleg magát a winzip-et sem sikerült neki meghívnia, mert nincs a gépen vagy nem az a verzió van amit kezelni tud.Tehát a hibának szerintem két alapvető oka lehet:
1. A zip program vagy hiányzik vagy nem megfelelő azon a gépen (inkompatibilis)
2. maga az arhivált projectet tartalmazó file hibás, sérült, vagy inkompatibilis a meghívott unzippel.A következőt javaslom:
A file-t bontsd ki (winzippel, vagy total commanderrel pl.). Ez egy közönséges ZIP és két file van benne elvileg. Egy .LDF és egy .HMI. Bontsd ki őket egy tetszőleges mappába és töltsd be úgy a WinCCF-el (nem Retrieve, hanem Open Project menüpont).
Ha a ZIP hibás az már akkor ki fog derülni amikor megpróbálod "gyalog" kibontani. Ebben az esetben vagy megszerzed újra a projectfile-t hibátlanul vagy lehet kísérletezni esetleg a zip helyreállításával. -

Peddy789
őstag
Sziasztok, egy protoolból migrált wincc SP2 archivált projektet probálok step 7 v5.5 + sp2 -vel retriválni, de kapok egy hibaüzenetet:
The archive program terminated itself with exit code 34.
google nem ad semmit, csak a step 7 alap hibakódjait, iletve pár más retriválási hibakodot találok
tudja valaki mit jelent ez a 34es hibakód? ablak fejléc: Retrive (3020:10)
ha winCC SP 3-al probálom megnyitni nem történik semmi, nemműködik
-

n0rbert0
senior tag
Sziasztok!
Nemrég kaptunk egy megrendelést, ahol Allen Bradley SLC 5/03 1747-L532 PLC-vel kell majd dolgozni.
Az ügyfél szeretné vizuálisan is látni a folyamatot, tehát kellene egy kijelző is. Mivel nem kötötték ki a kijelző típusát csak azt hogy minél olcsóbb legyen, ezért én arra gondoltam, hogy siemens kijelzők közül válogatok (mivel ezt ismerem és tudomásom szerint vannak jóval olcsóbb kijelzők, mint az Allen Bradly-nél).
Konkrétan én egy KTP400 basic (6AV2123-2DB03-0AX0) panelre gondoltam.A kérdésem az lenne, hogy ez a párosítás így működőképes lehet (Allen Bradley SLC 5/03 1747-L532 PLC és a Siemens KTP400 basic)?
Sajnos még nem dolgoztam Allan Bredly-vel, de amennyire tudom a TIA portálban belehet állítani a connection típusánál Allen Bradley TCP/IP kommunikációt is, de sajnos gyakorlati tapasztalatom nincs ezzel kapcsolatban.













 Vision x9- el kell kommunikációt kialakitani s7 tcp-n keresztül. A PLC egy 314 PN, ugye integrált profinetes interfésszel. A kommunikációt ezen keresztül kéne kialakitani ( nem CP kartyaval). A CP kartyas kialakitassal nem lenne problema, viszont integralt pn interfeszen keresztul nem sikerul kialakitani. A vision- nek van az s7 TCP hez leirasa, de az szerintem CP kartya eseten igaz.
Vision x9- el kell kommunikációt kialakitani s7 tcp-n keresztül. A PLC egy 314 PN, ugye integrált profinetes interfésszel. A kommunikációt ezen keresztül kéne kialakitani ( nem CP kartyaval). A CP kartyas kialakitassal nem lenne problema, viszont integralt pn interfeszen keresztul nem sikerul kialakitani. A vision- nek van az s7 TCP hez leirasa, de az szerintem CP kartya eseten igaz.































 ).
).Új hozzászólás Aktív témák
- Gumi és felni topik
- Óra topik
- OLED monitor topic
- Samsung kuponkunyeráló
- Samsung Galaxy S25 - végre van kicsi!
- Mesterséges intelligencia topik
- Xiaomi 15T Pro - a téma nincs lezárva
- GL.iNet Flint 2 (GL-MT6000) router
- Motoros topic
- Gyorsabb processzort igen, memóriát alig kapott a Xiaomi új HD tévéokosítója
- További aktív témák...
- RGB GAMER PC! i7-13700K / RTX 4080 / Z790 Strix / 32GB 3600MHz / 2TB NVMe / 850w Gold!
- Apple iPhone Air 512GB Bontatlan Független Összes Szín / 27% áfás ár
- GAMER PC! i5-11400F / RTX 4060 TI / B560M-K / 16GB DDR4 / SSD 512GB BeszámítOK !
- BESZÁMÍTÁS! Gigabyte M32U Arm Edition 31,5 144Hz IPS 1ms monitor garanciával hibátlan működéssel
- iKing.Hu - Apple iPhone 13 Pro Max Graphite ProMotion 120 Hz, Pro kamerák 256 GB-100%-3 hó gari!
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest