Hirdetés
- sziku69: Fűzzük össze a szavakat :)
- gerner1
- Luck Dragon: Asszociációs játék. :)
- Elektromos rásegítésű kerékpárok
- gban: Ingyen kellene, de tegnapra
- Klaus Duran: RCS
- GoodSpeed: Daikin FTXF35E / RXF35F Sensira 3,3 kW Inverteres klíma - a Sztori
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- mefistofeles: Az elhízás nem akaratgyengeség!
- MasterDeeJay: Comet lake (10gen) és DDR3 - mert ilyet is lehet!
Új hozzászólás Aktív témák
-

Bazs87
tag
szia
van 1 inted másodpercben, ameddig a folyamat tart->taktmerkerből pluse-t csinálsz flaggel (igy masodpercenkent van 1 egy ciklus hosszu szignálod) ->es pl így:
u p_1Hz
spbn aa
l szamlalo
l 1
-I
t szamlaloa szamlalot irathatod is ki.
Vagy fogod es az idozitod akt erteket "megforditod". teljes idő = 100, letelt 70(ami épp fut)->30 van hátra
ergo teljes ido-letelt = ami neked kell
-

bozig
tag
Sziasztok!
Az adott feladatot kellene megvalósítanom Tia Portal-ban:
Van egy hajlítógép, aminek mindkét oldalán (A/B) van HMI ugyanarra a PLC-re kötve. Az operátor az A oldalon elindítja a hajlítást, majd átmegy B oldalra. A probléma ott van, hogy B oldalon nem lesz információja róla, hogy az A oldali folyamatból még mennyi idő van hátra, mennyire kell igyekeznie. Erre azt a megoldást találták ki, hogy az A oldali START gomb megnyomására én indítsak el a B oldali HMI-n egy visszafelé számlálót, amin látszik, hogy mennyi idő van még hátra, mire az A oldal végez.
Először egy TON ET-jét gondoltam kiiratni, de az felfelé számol. Szerintetek milyen blokkal lehetne ilyen visszafelé számlálást kiiratni Idő formátumban?
-

molntomi
csendes tag
Sziasztok!
Egy olyan kérdésem lenne, hogy a SIEMENS-nél ügye a Hardware configban megtalálható, hogy melyik modul milyen címet kap.
Ugyanez az OMRON-nál megnézhető?? És ha igen hol, vagy esetleg egy szabály van rá?
Digitális input-output még rendben, de az analóg csatornáknak a címét vagy vannak a TC modulok hol tudom megadni, változtatni, megnézni?A kérdésem nem csak a gyártó által megkapott programokra érvényesek, de a PLC-ről leszedettre is vonatkozik.
CX-Programmert használok.
Ez eltér PLC-nként, nem mindegy,hogy mondjuk CQM1 vagy CJ1M?
Előre is köszönöm a válaszokat!
-
Bazs87
tag
a ciklikus olvasás beállítás megválaszolta a 0 kiement kérdésem.
A program, igaz statikus 200 soros meghívással, de működik.A nagyobb gond úgy néz ki olvasásnál van.
Perpill ez a kód:Sub SpuelPrg_Import(ByRef StNr, ByRef PNr)
'Declarations
Dim Fn
Dim fso
Dim arc
Dim tmp
Dim var
Dim valu
Dim list
If SmartTags("M 595.7") Then
Fn = "D:\testscript\" + CStr(StNr) + "_" + CStr(PNr) + ".csv"
Set fso = CreateObject( "Scripting.FileSystemObject" )
Set list = CreateObject( "System.Collections.ArrayList" )
If Not fso.FileExists(Fn) Then
ShowSystemAlarm Fn + " not exists"
Exit Sub
End If
Set arc = fso.OpenTextFile( Fn , 1 )
Do
tmp = arc.ReadLine
'var = Left ( tmp, InStr( tmp , ";" ) - 1 )
'valu = Right ( tmp, Len( tmp ) - InStr( tmp , ";" ) - 1 )
list.add Right ( tmp, Len( tmp ) - InStr( tmp , ";" ) - 1 )
On Error Resume Next
' SmartTags(""&var&"")= valu
SmartTags("DB 150 DBD 0")=list(0) --> a din megoldás kommentezve, ezt próbálom
If Err.Number <> 0 Then
ShowSystemAlarm "Error in write process"
Exit Sub
End If
On Error GoTo 0
Loop Until arc.AtEndOfStream
arc.Close
Set arc = Nothing
Set fso = Nothing
SmartTags("M 595.7") = False
End If
End Suba bemeneti adat 1 sora:
DB 150 DBD 0;555A stringvágás vbs-ben működött, előbb ott teszteltem. Csak utána ültettem át tiába.
2 komolyabb gondom van perpill:
- a "kisebb", hogy a notin amint rányitok az import scriptre a tia összeomlik és bezár
- a nagyobbik az, h "error write process" hibával elszáll a script és nem ír semmit vissza a DB-bevalszeg a konvertálással van a gond, mert ugye a beolvasott változó string, az vagdosva is lett ráadásul, majd nekem DWord-be kellene konvertálnom.
Itt jön be, hogy siemensék integere <> vbs integer, ezáltal hibáa akarok én cInt-et v cDbl-t használni a végeredmény ugyanez. Igaz, konvertálgatási próbálkozásaim alatt konvertálási hibát is kiírt. Ha nem konvertálok akkor azt nem sérelmezi, csak írni nem tudom...
A dinamikus problémát még meg tudom oldani a léhűtő kívül generál és bemásol témával, de az írási problémámra az sem jelent megoldást.
a változó is már folyamatosan meghívódik. Mi lehet még?
(visszatérve az exportra vagyok olyan perverz, hogy az általad javasolt megoldással is futok egy kört, mert sokkal igényebess az általad leírt)
továbbá újratelepítek egy tiát, de sztem előtte csinálok egy videót és elküldöm egy cirkusznak, mert ez már kritikán aluli....a kódra úgy tekintsetek, hogy egy megírt de változtatott logika, még nincs tisztázva, a teszt közepén áll.
-

Szirty
őstag
Alapvetően az itt a gond, hogy lehet funkció ami kiolvas változót, de a változók tényleges kiolvasása és a script futása aszinkron módon működik egymáshoz képest.
Tehát írok egy 1-1000-ig futó ciklust, ami ki akar olvasni 1000 változót.
A ciklus lefut a HMI-ben 5-6ms alatt.
Ám 1000 változó kiolvasásához szükséges idő másodpercekben mérhető.Persze elvileg lehetne késleltetni (várakoztatni) a kiolvasáskor hogy addig nem megy tovább amíg nincs meg az adat.
Az viszont okozna sok más problémát. Pl. nagyon könnyű lenne befagyasztani a HMI-t. -
Szirty
őstag
Szia!
Szerintem közel jársz a megoldáshoz.
Valószínűleg konzisztencia probléma van.
Tehát kiírja ő a HMI tag-ek tartalmát a file-ba, csak épp azokat még nem olvasta be a PLC-ből.Csináltam egy kisebb próba projectet ami változókat olvas scriptben és kiírja file-ba, ahogy nálad is.
Nekem is nullákat rak a file-ba. De ha az adatgyűjtést cyclic continuous-ra állítom, akkor a valós PLC-beli érték kerül a file-ba.Sajnos ez nagyon sok változónál megint csak nem elegáns (ciklikusan olvastatni mindet).
De megoldást jelenthet az acquistion mode On demand-ra állítása és az UpdateTag funkció.
Ez utóbbit nem próbáltam. -
Bazs87
tag
800/4=200*, igen
A symbolok is automatán lettek létrehozva, amire hivatkozom, nincsen elütési hiba sem ebből kifolyólag.
A vicc, hogy nem dob hibát, hanem 0-val jön vissza a smarttags.
(statikusan 200 sorban működik csak, dinamizálni nem tudom, pedig szeretném, mert ez így igen ótvar) -
Bazs87
tag
Sziasztok!
TIA V13 SP1 UPD9 Visu script-es témám van, amiben ismét a hozzáértők tanácsát szeretném kérni.
33x800 byte-ot kell importálnom/exportálnom.
A megoldás egy lépéslánc blockmove-val, ami a mintadb-ből a db150be pakolja a plc meghívására az adott területet. Eztán startol egy scriptet:Sub SpuelPrg_Export(ByRef StNr, ByRef PNr)
'Declarations
Dim Fn
Dim fso
Dim arc
Dim varname
Dim offs
Dim strt
Dim i
If SmartTags("M 597.7") = True Then
Fn = CStr(StNr) + "_" + CStr(PNr) + ".csv"
Set fso = CreateObject( "Scripting.FileSystemObject" )
Set arc = fso.CreateTextFile( Fn , True )
varname= "DB 150 DBD "
For i = 0 To 799 Step 4
arc.WriteLine varname + CStr(i) + ";" + cStr(SmartTags(varname))
Next
arc.Close
Set arc = Nothing
Set fso = Nothing
SmartTags("M 597.7") = False
End If
End SubA gondom, hogy a SmartTags úgy néz ki nem kezel dinamikus nevet. (hiba nincs, minden értéknek nullát ad meg)
Valaki futott már bele hasonló történetbe? Hogyan tudom esetlegesen kikerülni?
Persze be tudom írni a 200 dbd statikus meghívását, de az nem túl elegáns. Sajnos lassan már tényleg csak ezt a lehetőséget látom. -

Watchdog
aktív tag
Ehhez jön, hogy a különböző tervező programok különbözőképpen értelmezik és használják.
Az EPLAN jár legelöl, ott már a tervlapokat is ebben a rendszerben jelölik.
Az alkatrészlistában meg jönnek a 10-20-30 karakteres jelölések egy-egy betű vagy szám eltéréssel a 22. pozícióban... fel lehet adni a Füles magazinban, hogy ki találja meg az eltérést
A szerelő pedig címkézze csak fel a szekrényben a 6 mm vastag túlfeszültség levezetőre - ha lelóg róla, akkor is... -
Szirty
őstag
válasz
 Watchdog
#6785
üzenetére
Watchdog
#6785
üzenetére
"állítólag a szabványnak kidolgozták a 2017-es verzióját, ami már 3 betűvel jelöl, és mindent egyértelműen lefed..."
Sajnos ezzel szemben a gyakorlat inkább azt igazolja, hogy most lett csak igazán zavaros és érthetetlen, követhetetlen az egész.
EU-s módra szénné maszturbálták ezt a témát is. Sajnos felnőtt az a bizonyos "mérnök" nemzedék és már keményen "dolgoznak"...
(Persze ez csak a privát véleményem és mint olyan nemigen befolyásolja az univerzum működését...) -
Watchdog
aktív tag
Szia!
Hivatalosan az IEC 81386 szabvány van érvényben MSZ EN 81346-2:2010 néven (angol nyelvű).
Eszerint a "K" jelfeldolgozást, a "Q" energia áramlás módosítást jelent, az "F" pedig közvetlen védelem nem kívánt hatások ellen.
Elvileg a jelölésnél a készülék fő funkcióját kell figyelembe venni az adott alkalmazásban.*
Eszerint:
–FA túlfeszültség elleni védelem; túlfeszültség levezető
–FB hibaáram elleni védelem; hibaáram védőkapcsoló
–FC túláram elleni védelem: biztosító, kismegszakító, túláram kioldó
–QA villamos energia kapcsolás; megszakító, mágneskapcsoló, motorindító, teljesítmény-félvezető
–QB villamos energia leválasztás; szakaszoló, biztosítós szakaszolókapcsoló, teljesítményszakaszoló-kapcsoló
–QC áramkör földelés; földelő kapcsoló
–K jelfeldolgozás (kapcsolás, vezérlés, időzítés, szinkronizálás)
–KF elektromos jelfeldolgozás; relé, időrelé, analóg- és digitális elektronikus eszközök, PLC, számítógép, adó-vevő
–S kézi művelet jellé alakítása
–SF villamos jel előállítása; vezérlő kapcsoló, nyomógomb, alapjeladó, billentyűzet
Az =, +, – előjelek külön téma, az MSZ EN 81346-1:2010 tárgyalja
Nem csak a villamos tervjelek vannak benne, hanem "objektum orientált" alapon elvileg minden...*A motorvédő kapcsoló egy érdekes állat:
- ha közvetlenül a motor kézi indítására-megállítására szolgál, akkor a jele QA
- ha a motor leágazás túláramvédelmére szolgál, és a motort üzemszerűen mágneskapcsoló (vagy más) kapcsolja, akkor a jele FC
(Gyakorlati szempontból nem túl szerencsés, pl. a "KF" alá elég sok mindent begyűrtek, de állítólag a szabványnak kidolgozták a 2017-es verzióját, ami már 3 betűvel jelöl, és mindent egyértelműen lefed...) -
Szirty
őstag
Német rajzokban nálunk:
Motorvédők: -Q
Teljesítmény mágneskapcsolók: -KM
Segédkapcsolók: -K
Relék: -KA
Készülékek (műszer, PLC, tápegység stb): -G vagy -A
Induktív, kapacitív szenzorok, végállások: -B
Optikai érzékelők: -BF
Nyomógombok, kezelőszervek: -S
Motorok: M
Jelzőkészülékek, lámpák: -H
Szelepek: -YIlyeneket lehet látni.
-
-
bozig
tag
Sziasztok!
Azt szeretném kérdezni, hogy áramúttervekben Ti milyen betűjelet szoktatok használni a vezérlő eszközökhöz (PLC, I/O modulok, komm. modulok)? WSCAD-ben terveztem sokáig, ami alapból K-t rendel ezekhez az eszközökhöz, a jelenlegi munkahelyemen viszont A-val jelölik (itt mondjuk csak AutoCad van).
Egy másik kérdés, hogy a mágneskapcsolókat ugye Ti is Q-val szoktátok jelölni, mert most erőltetik a kollégáim a K-t, de azt még a 10 évvel ezelőtti szakirodalom is elavult jelölésnek minősíti.
A válaszokat előre is köszönöm.
-
Bazs87
tag
végül mérgemben visszamentem s7-es felületre és megnéztem mi a baj a logikámmal (pa pedig már ott voltam Szirty régi any-s mintájából visszafelé generáltam dinamikusan 2 pointert, ami sfc20-szal működik, de az viszonylag helyigényes, ezért nem kopizom be):
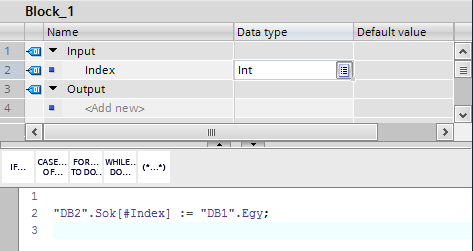
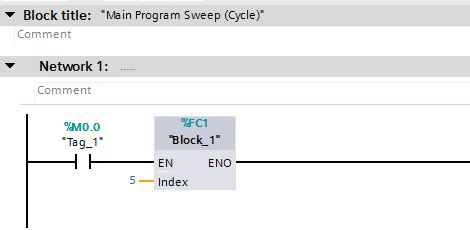
FOR i:=0 TO 10 DO
j:= i*4;
WORD_TO_BLOCK_DB(DB_No2).DD[j] := WORD_TO_BLOCK_DB(DB_No1).DD[j];
END_FOR;A tiás megoldás pedig így néz ki (tesztelve):
#tmp_Offs := #i_PrgNr * 800 + 800;
for #i:=0 to 199 do
#j := 4 * #i;
#state := PEEK_DWORD (area:=16#84, dbNumber:=#i_DBNr, byteOffset:=#j+#tmp_Offs);
POKE (area:=16#84, dbNumber:=150, byteOffset:=#j, value:=#state);
end_for;(a szintax érdekes, nem a konkrét címzés, az előbbi 1 teszt, az utóbbi a feladat 1 részfeladatára lett írva)
-
Bazs87
tag
a feltevés tökéletes. Ez volt az első irány. A gond, a 32 prog az nekem ugyanúgy struct. (s7 standard migrálása után valami túlfutott a tiá-s kereteket, ezért vissza kellett állnunk struct típusokra)
Így array-ekkel nem tudok dolgozni.Vagy favágok 2*32 move tologatást amit semmiképp sem szeretnék, vagy dinamikus pointert építek, amiben további változó a kezdeti offset és a db szám + valami tiás sfc20(blk move), vagy scl-ben dinamikus megoldással áttologatom egy for ciklussal a paramétereket, a "szép" a dologban, hogy a siemens megint remekelt V13-ban és az egyszerű megoldást sikerült bonyolítania. [link]
A paraméter beolvasása stringből valszeg már nem az a kategória, amit a tia tudhat.
Persze a dbd-k ciklikus írogatása stl-ben is mehetne, de akkor már inkább scl...már ha megy egyáltalán.
Példám szerint így lehet egy egyszerű feladatból nagy szívást kanyarintani

-
Bazs87
tag
Sziasztok!
TIA SCL programozásbeli kérdésem lenne.
Adott 2 DB, aminek saját UDT változói vannak több szinten egymás alatt.
A db150-ben szerepel 1 program udt, a forrás db101-ben pedig ugyanez az udt 0...32-ig.
Dinamikus funkciót szeretnék ahhoz építeni, hogy tudjam mindkét irányban másolgatni azt a durván prog udt-nként 800 byte-ot. (Adatbank van felépítve a db-ben, amiknek a csv exportját és importját kell megoldanom, sajnos csak scriptből nem tudom, mert ha DW-ben szeretném ciklikusan kopizni akkor 6600 változó kell, és nekem nem csak db101-em van, hanem 102,103,104)Első körben a blockmove irányába mentem el, de ahhoz pedig dinamikusan kellene pointert építenem, ami tud onnan ki-be pakolni. Ezt Szirty írásaiból láttam, hogy nem egyszerű, noha ennek ő nagymestere. Én nem:/
Második körben arra gondoltam, hogy a vbs-ből ismert eval() (vagy delphi getparameter) funkcióval szeretnék dolgozni. Ergo stringként karakterekből felépítem a változó nevét, és utána set-get párossal írok bele, vagy veszem ki az értékeit.
Ez már eléggé felsőbb nyelves megoldás, továbbá nem tudom, hogy tud-e ilyet a tia scl-je.
Maradék megoldásnak még STL vagy scl megoldásként egy ciklust, ami abszolút adresszálással lemásolgatja a 800 byte-ot, de az meg gondolom nem lesz jó hatással a ciklusidőre.
Ha érthető volt a kérdésem várom tanácsaitokat a megoldást illetően!Köszönöm előre is!
Szép napot (még ha hétfő is)!
Bazs87 -

crucified
tag
válasz
 aboutterms
#6775
üzenetére
aboutterms
#6775
üzenetére
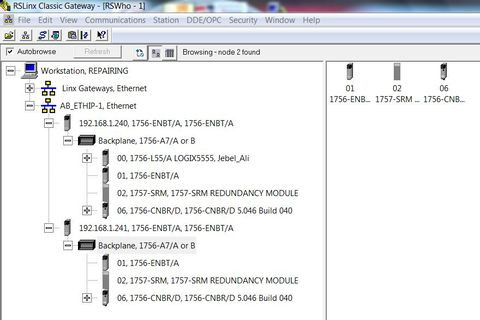
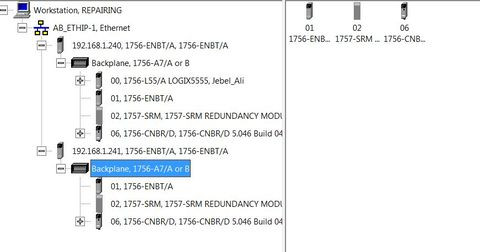
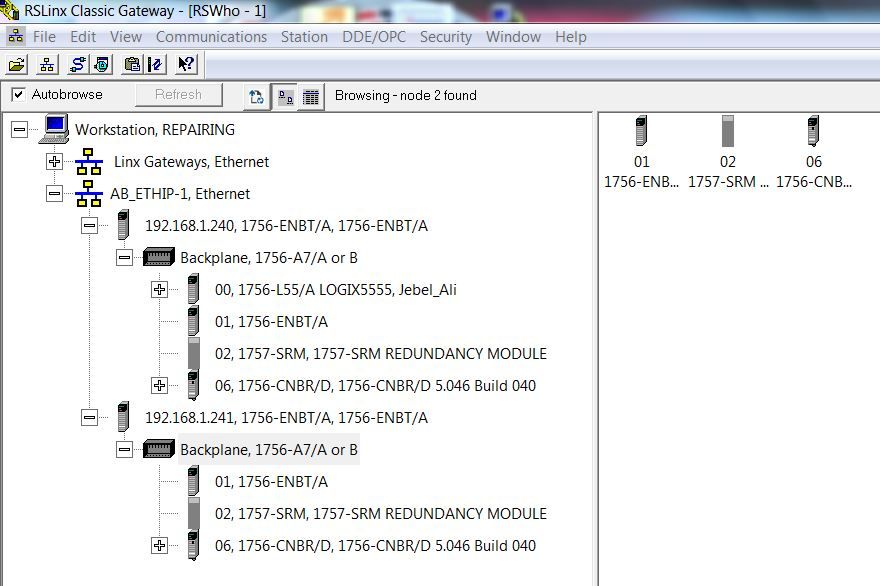
Szia, sajnos azzal sem. Érdekes, hogy a firmware update előtt elértem RSLinx-el sorosan és IP-n is, az RS232 LED az update után pirosan világít az OK LED-el egyetemben, a RUN LED zöld. Előtte csak az OK LED villogott, minden más LED sötét volt. Feltöltés előtt a 00-ás rackben látta a redundáns PLC-t, most nem. A 1756-L55-ös firmware-val updateltem, rendben lefutott, a boot után lett ilyen. A furcsa, hogy nem írta ki a firmware verzióját az update előtt, ahogy mondtad olyan mintha nem lett volna rajta firmware. A main PLC szépen kiírja a firmware változatát, szépen tudok hozzá csatlakozni RSLinx-el sorosan és IP-n is.
Találkoztál már hasonlóval?
Köszi
Üdv,
-
crucified
tag
válasz
aboutterms
#6773
üzenetére
Szia, köszönöm.
Szépen lefutott, újraindítás után teljes halál.
Előtte csak az OK LED villogott, most a RUN zöld, az RS232 és az OK LED piros és nem villog. Nem látja a CPU-t újraindítás után sem COM-on, sem Etherneten. Előtte látta.
Mi lehet a baja? Tudok adni teljes resetet?
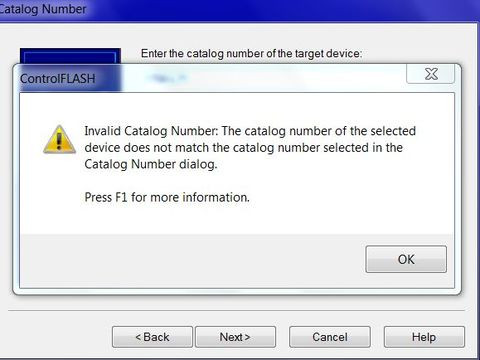
Megpróbáltam megint elérni a ControlFlash-el, sikertelenül.
Köszi és üdv.
-
#6773
 aboutterms
csendes tag
crucified
#6772
aboutterms
csendes tag
crucified
#6772
aboutterms
csendes tag
válasz
 crucified
#6772
üzenetére
crucified
#6772
üzenetére
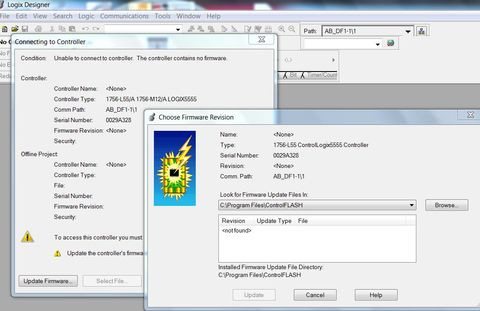
Az a fura, hogy azt írja, hogy a controllernek nincs firmware-e. De ha az nincs akkor program sem lehet benne.
Ha lenne, de régi, akkor azt is írnia kellene. Olyan mintha elfelejtette volna a firmware-t is. Csak az OK led piros? Ha program fault lenne, akkor a RUN led is pirosan villogna úgy rémlik.
Firmware updatehez a Controlflash progi kell, ezt keresi is nalad. Lehet hogy fel is van rakva valamilyen verzió, de mivel ez régi plc, lehet hogy ezt már nem tartalmazza. A rockwell honlapon elvileg letölthető Controlflash progi, szedd le aztán próba...
Ha sikerül, nem kell kivalasztanod uj projectet, hanem mehet a egyből online a connecting to controller kepernyőn a Select file, ott adsz nevet, aztán abba leuploadolja neked majd.
Mégegy: a Studio 5000 a legujabb szoftver (aka TIA), a regebbi az RSLogix 5000. Lehet az is, hogy ehhez a régi PLC-hez csak azzal lehet csatlakozni. Nem tudom, hol tartanak most rockwellék a szoftverkompatibilitással... -
crucified
tag
válasz
aboutterms
#6770
üzenetére
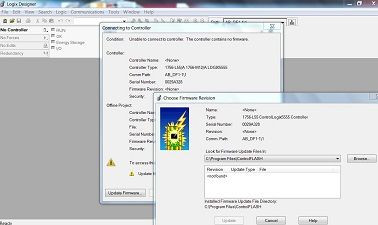
Szia, nagyobb képen.
Üdv
-
crucified
tag
válasz
aboutterms
#6770
üzenetére
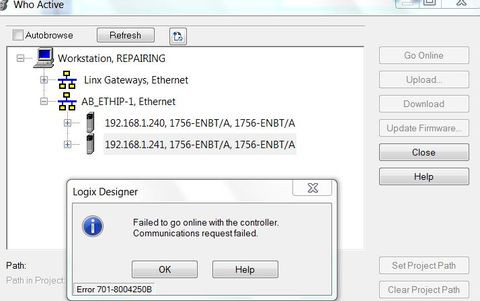
Szia, köszönöm, sikerült csatlakozni.
Amikor online-ba akarok menni, firmware update-et akar. Ezt hogyan kell? Az eszköz nem található meg a standard eszközök között új project definiálásakor. Ez ugyan olyan, mint a GSD file a Siemens-nél? Hogyan tudom update-elni, hogy online mehessek és megnézhessem a hibakódot, amiért a piros LED villog? Gondolom ezzel semmit nem lehet elfuserálni a PLC-ben.

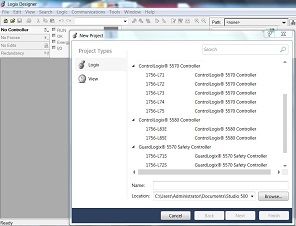


Köszi és üdv.
-
#6770
aboutterms
csendes tag
crucified
#6769
aboutterms
csendes tag
válasz
crucified
#6769
üzenetére
Konkrétan ezt a soros kábelt nem használtam, de egy sima (lehet hogy fordítós) soros kábel kell csak. Mi saját magunk által forrasztottat használunk.
RSLinx kell, ott kell felvenni egy új kommunikációs kapcsolatot (RS232 DF1) és beállítani. Ha jó a kábel az Auto-configure megtalálja a PLC-t, ha a soros port nem lett átállítva programban user-portnak (ha nincs ráakasztva valami spéci soros cucc). Ha itt látja a PLC-t, akkor a Studio 5000 is fogja, mivel az is a Linx-en keresztül kommunikál. -
crucified
tag
válasz
aboutterms
#6768
üzenetére
Szia, köszi. Nekem csak 1747-CP3-as soros kábelem van. Azzal hozzáférek? Amennyiben igen, kell az Rslinx is? Az ok LED villog pirosan, a hibát akarom megkeresni. Stúdió 5000-em is van, de nem használtam soha.
Köszi előre is.
Üdv.
-
#6766
Szirty
őstag
zolizozo80
#6765
Szirty
őstag
válasz
 zolizozo80
#6765
üzenetére
zolizozo80
#6765
üzenetére
Ennyi információ nem elég szerintem ahhoz hogy kecsegtető legyen az ajánlat.
-
#6765
 zolizozo80
tag
zolizozo80
tag
zolizozo80
tag
Senki?
-

moseras
tag
-
#6762
zolizozo80
tag
zolizozo80
tag
Sziasztok!
Siemens szakértőt keresnék...Lenne 2db S5 program, amit át kellene konvertálni STEP7-be...
Tudna valaki segíteni? -
Bazs87
tag
jogos, gondolatindítónak szántam...
a másik opció a program start funkció tia vizuban, onnan pedig bat fájllal ftp műveleteket végezni.
A wince bat is elég korlátolt, talán tudja még ezt is.Onnan már csak a textmanipulálás/beolvasás-szétvágás marad, de azt tiában lehet már blokkban is.
-
Szirty
őstag
"ha jól emlékszem az 1200as 2 megáig támogat tia sd-t"
Nem giga az a mega?
"Nekem az nem teljesen tiszta, hogy adott az 1200-nál vmennyi programmemória és "ram", aztán adott valamennyi "tárhely", ami kártyával bővíthető valameddig."
Az S7-1200 easy book segíthet részleteket megtudni.
-
Bazs87
tag
én anno a fw update-tel szívtam (24 megás tia sd kellett hozzá, szerencsémre a cégnél véletlenül pont 1 ilyet rendeltek egy 1500-ashoz tesztnek)
ha jól emlékszem az 1200as 2 megáig támogat tia sd-t, nem kell siemenst venned minden áron, Helmholz is van pl, meg gondolom még 1 rakás "utángyártó" valamivel kedvezőbb áron. Már ezen is elfér párezer sor a csv-n, főleg ha ciklikusan "körbe" íratod. Pl 5000 adatot mentesz és a legutolsót mindig kidobod, a többit pedig eltolod és az újat pedig legelőre illeszted(mint az Audit Trail).Esetleg a Tia vizu Archive funkciója nem lenne használható?
Onnan már csak azt kéne megszülni, hogy script nélkül lehet-e továbbcopyzni szerverre fájlt. (scriptbebn megoldható, de fontos korlátozás, hogy WinCe-be nem latsz bele, csak te tudsz onnan kiírni, így megosztott mappás lehetőség sajnos nem játszik, ezzel már én is szívtam)Nekem az nem teljesen tiszta, hogy adott az 1200-nál vmennyi programmemória és "ram", aztán adott valamennyi "tárhely", ami kártyával bővíthető valameddig.
Oda tudsz menteni csv-t, amit a webserver oldalán is le tudsz tölteni.
PLC-n az ilyen irányú korlátozott tudásomből fakadóan nem biztos, hogy belkezdenék saját szakállra. Inkább pc-vel vagy pc-plc kombóval oldanám meg, persze ha van erre lehetőség.Ha van mellette egy folyamatosan vagy ciklikusan PC-n futó program le lehetne tölteni csv-ben a fájlt automatizáltan, majd a program felrakja ftp-re (vbs v bármi jo lenne ra).
Korrekciót, véleményt szívesen veszek
-

BG*
csendes tag
Üdv!
Sajnos még nem sikerült megoldani az FTP problémát, és közben újabb akadályokba ütköztem.
Ha valahogy össze tudom hozni az FTP kapcsolatot, hova tudom menteni a file-t?
Azt hiszem a PLC-ben nincs annyi saját memória, SD foglalat van ugyan, de úgy tudom csak Siemens-es SD- vel működik, ami horrorisztikus árban van. A HMI kezel USB pendrive-ot, aod tudok menteni a PLC-n keresztül?Sajnos a forrás CSV is más formátumú mint amit a HMI exportál. Ami az egyikben oszlopokban következik, a másikban sorban. Ezt is át kéne valahogy formázni.
-
Szirty
őstag
"Ezért van az 1200asban már csak scl awl nélkül, megyünk a rendes programozás irányába."
TIA Professional-ban már oda is értünk.
Ugyanis kivezették belőle a multiplex tag-et, az index tag-et és az array tag-et.
Remek, kiváló. Így ha egy struktúra 1400 eleme közül kell választani, akkor faragni kell hozzá 1400 tag-et, 4 helyett.
Had' fogyjon az a power tag, vegyék a 65535-ös licencet kétmilláért.... -

n0rbert0
senior tag
Igen sejtettem, hogy nem teljesen úgy működik, mint a 300-as.
De az állításomat továbbra is fenntartom, hogy a ciklusidőt nem befolyásolja nagyban, hogy miben írod a kódot. Én úgy tudom elképzelni, hogy egy közös nyelvre/kódra/stb. fordítja le a compiler a felírt kódot (LAD/FBD/SCL) és az töltődik le (az most lényegtelen, hogy milyen módszerrel fordít).
Sajnos nem találtam semmilyen hivatalos forrást ennek bizonyítására, nyugodtan javítsatok ki, ha tévedek. -
Bazs87
tag
mi számít komplexnek?
Első olvasásra már a te kódodra is azt mondanám, mert valahol a határokat súrolgatod ftp-vel és rfid loginnal.
Nekem csak kis cellákkal van tapasztalatom (forgóasztal + 1-2 robot), de mi min 315 pn/dp-t vagy 15xxasokat használunk(a tia most indul be, enyém az egyik első full tiás projekt, ezért nem tudom még a kiváltó típust).Kis plc-khez eddig nem kerültem közel, de tervezem, mert érdekelne, ezért is kérdeztem a basic tia-ban rejlő lehetőségeket.
-
Bazs87
tag
válasz
 n0rbert0
#6750
üzenetére
n0rbert0
#6750
üzenetére
sajnos nem.
Ugye step7-ben tudtál tetszőlegesen váltogatni kop-fup-awl (bocsi, a német megfelelő megy fejből) nézetet.
A siemens viszont az awl-t ki akarja hajítani az abszolút címzéssel együtt.Ezért van az 1200asban már csak scl awl nélkül, megyünk a rendes programozás irányába.
Jelen pillanatban a kop és fup kompatibilis, lehet is váltogatni, továbbá 1500asnál befúzhetsz a kop/fup blokkokhoz awl "netzwerk"-et, de egymással nem kompatibilisek, külön fordítójuk van már.Ez azért tűnt fel, mert awl-ben dolgoztunk, amit úgy írtunk meg h FUP-ba forgatható legyen s7 alatt. (gyors írás, könnyű tesztelés a vizuális kód miatt) Ez a lehetőség elveszett, de legalább tudunk drag/droppal változókat behúzogatni...:p
-
n0rbert0
senior tag
Szia,
Szerintem az 1200-as CPU-k is hasonlóan működhetnek, mint a 300-ok vagyis minden lefordul STL-re (vagy valami hasonlóra) és az töltődik le.
Tehát, hogy miben írod a programot az a ciklusidőt nagyban nem befolyásolja (a műveletek száma és komplexitása már annál inkább). -

joci9
tag
Szasza!
Hát a HMI saját file olvasójával (ha PC akkor működ a filesys obj)
be kell olvasni az egész fájlt egy stringbe, és azt kell feldarabolni megfelelően, majd beletolni a tömbbe.Do While InStr(FileIndex, File, Chr(13)) 'addig megyünk, míg kocsi vissza karaktert találunk
FileIndex = InStr(FileIndex, File, Chr(13))
FileRowData = Mid ( File, FileIndexZero, (FileIndex-FileIndexZero))
fields = Split(FileRowData,";") 'store line in temp array
For column = 0 To 9 '6iterate through the fields of the temp array
myArray(FileRow, column) = fields(column) 'store each field in the 2D array with the given coordinates
Next
FileRow=FileRow+1
FileIndex = FileIndex + 2
FileIndexZero = FileIndex
Loopebben elvileg csak a VB saját stingkezelő függvényei vannak, muszáj neki működni minden platformon.
üdv
J -
Bazs87
tag
ez a költség azért kigazdálkodható még talán privát használatra is. Igaz, egyszer megveszi az ember, utána még a verziófrissítés is fizetős gondolom a basicnél is.
Van tapasztalatod arról hol lehet a vége egy 1200-asnak? Milyen komplex cella kell ahhoz, hogy azt mondja az ember ez már kevés?
a scriptes linken megtaláltad amit kerestél?
általános kérdés:
PLC-nél "kifizetődő" egyáltalán scl-ben programozni? Le tudja futtatni, de ha jól láttam a mérete azonos funkciónál kicsit nagyobb, mint 1 funkcióblokkos megoldásnak. A futtatási időnél esetleg lehetnek még eltérések?
Egy nálam jóval tapasztaltabb programozó javasolta anno, hogy a plc nem erre való.Ti mit gondoltok?
-
BG*
csendes tag
Igen, Tia Portal V14 Basic, S7-1200 (1214C DC/DC/DC)
KTP700 Basic HMIA licensz külön kb 70-90K, mi Starter Kittel vettük 260K körül, ebből a HMI-t (KTP700) fel is használjuk, van hozzá Basic licensz és egy alap PLC ami jó teszteléshez.
Amúgy a tapasztalataim jók, ami gépet most csinálok, ennél is a működéssel nem lesz gond, csak a felhasználókezelést bonyolították kicsit túl. Eddig általában elég volt 1-2 biztonsági szint, felhasználónévvel és jelszóval, de itt RFID olvasó van, a leolvasott azonosítót a szerverről letöltött csv-ben levő adatokkal kell összehasonlítani, és ez alapján beállítani a jogosultsági szintet.
LAD, FBD, SCL használható a PLC-ben.
-
moseras
tag
Üdv!
Ez egy jó kérdés, mivel S7-1200-at basic-el is lehet programozni, gondoltam, hogy külön projectbe tették.
Ha nem nyitható meg, akkor próbáld letölteni a prof. TRIAL korlátos verziót, nyisd meg a projectet, és próbáld kiexportálni a blokkokat. Talán ez így járható út.Imi.
-
BG*
csendes tag
Üdv!
Tia Portal Basic-el meg lehet oldani hogy FTP serveren levő .csv-ből olvasson adatot, és ezzel töltsön fel egy tömböt?
(A szerveren található csv alapján kellene eldönteni az RFID-ben levő Tag hozzáférési szintjét, és ez alapján beállítani a jogosultságokat a HMI-n)
-
moseras
tag
válasz
 molntomi
#6732
üzenetére
molntomi
#6732
üzenetére
Üdv!
Siemens S7-300-hoz nem értek, juss el oda, hogy az analóg kimeneten jöjjön ki a 10V.
A frekiváltóban ezt annak idején így oldottam meg:
Ha mondjuk 55 Hz-et akarsz:
P1082 (max. frekvencia) = 55 Hz (>= P2000)
P2000 (referencia) = 55 Hz
P0757 (X1) = 0 V
P0758 (Y1) = 0 %
P0759 (X2) = 10 V
P0760 (Y2) = 100 %Ekkor 10V bemenet esetén 55 Hz-et kaptam.
Imi.
-
molntomi
csendes tag
Sziasztok!
Siemens S7-300 kérdésem lenne.
Adott egy gép, nincs meg az eredeti programkódja, csak a kiolvasott kód és a kapcsolási rajz.
A probléma a PLC-ről vezérelt frekvencia váltóval van. Freki váltó: Siemens Micromaster 420.Kijelzőről állítható a frekiváltó sebessége százalékosan ez a programkódban így néz ki:
A DB103.DBW10 - a százalék értéke ez kijelzőről állítható
DB103.DBW 42 - DB104.DBW 64 - DB104.DBW 70 - PLC-s beállítási érték a kijelző felé, gondolom alapbeállítások._1inverter_sebesseg - PQW752 analóg kimeneten van (0-10V)
O "M7_motor_vezerlo"
O "M8_motor_vezerlo"
JC M004
L 0
T "_1inverter_sebesseg"
T DB103.DBW 10
JU M001
M004: A M 28.1
JC M002
L DB103.DBW 42
T DB103.DBW 10
JU M003
M002: AN "M7_motor_vezerlo"
JC M009
L DB104.DBW 64
T DB103.DBW 10
JU M003
M009: AN "M8_motor_vezerlo"
JC M003
L DB104.DBW 70
T DB103.DBW 10
M003: L DB103.DBW 10
L 276
*I
T "_1inverter_sebesseg"
M001: NOP 0Gondolom itt a 276 szorzás azért kell, hogy meglegyen a 0-27648 tartomány.
A probléma, az hogy ha 100% állítom akkor a maximum 50HZ, ami jelenleg kevésnek bizonyul.
Sehol nem látom, hogy a PLC-n le lenne e korlátozva, de a Micromasteren se találok ilyen beállítást.Hardware config:
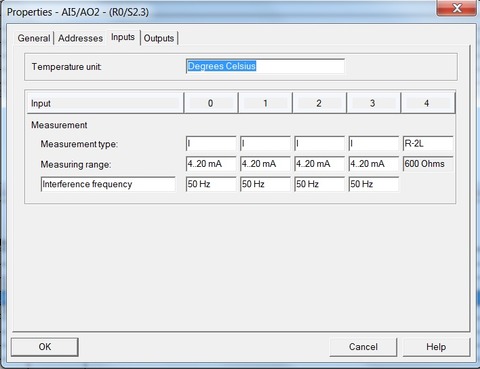
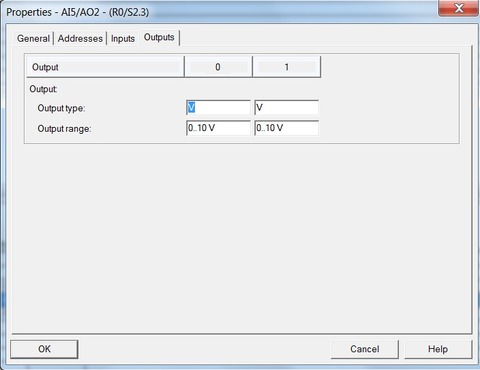
Gondolom az analóg bemenetnek ehhez nincs köze.
Valami ötlet? PLC-be keressem vagy a freki váltóba szerintetek?Előre is köszönöm!
-
Szirty
őstag
"de nekem csak úgy sikerült hogy a HMI tag "Logon" esetén "Value change"-re"
Egyértelműen ez az egyik megoldás, hiszen a funkciónak le kell futnia valamikor
Nyilván ezt a tag-et "cyclic on use" helyett "continous"-ra kell állítani.Én most nem tudok nagyon belemerülni, de alternatív (és ehhez a feladathoz lényegesen optimálisabb) megoldás lehetne ha létezne erre egy job a HMI-ben. De ennek utána kell nézni. Nem kezeltem még HMI job-okat TIA-ban (Step7/WCCF/ProTool-ban igen). Ritkán kellenek, de akkor nagyon hatékonyak.
Ezt szánom még gondolat indítónak.
-
BG*
csendes tag
Üdv!
Kipróbáltam, meg lehet oldani, de nekem csak úgy sikerült hogy a HMI tag "Logon" esetén "Value change"-re
lehet "Events"-t beállítani, és ha a User és a Password megegyezik a HMI-be beállítottal, akkor belép az adott felhasználó.Először arra gondoltam lehet kapcsolni közvetlenül a jogosultsági szinteket, de erre nem találtam megoldást.
Esetleg még azt tudom tenni, hogy a PLC változóihoz kötöm a HMI-n a funkciók megjelenését, és az a funkció eltűnik amihez nem akarok hozzáférést engedni.
-
Bazs87
tag
válasz
 Psanyi42
#6728
üzenetére
Psanyi42
#6728
üzenetére
adott 1 standard, ami le van tesztelve és elemek szintjén működik, viszont rengeteg a "favágó" munka. Be kell csépelni 1 rakás "felesleges" dolgot, ami rengeteg időt vesz el és mire elérsz a lényeghez már a teleszalad a hócipőd az egész bohóckodással. Mivel a standard adott és módosítási javaslataim folyamatosan a kukában landolnak szeretném megelőzni a dolgot és scripttel automatizálni az egyértelmű műveleteket. (pl UN in_
biztositek = out_hibaBiztositek)Ugye erre 2 lehetőség van (step7-ben), az 1ik, hogy scl-ben dolgozol, ahova csak az automatikusan generált kódokat belapátolod(crtl+c crtl+v), a másik pedig hogy az adott FC-kből soure gen-en keresztül txt-ben értelmezhető kódot generálsz, amit aztán tudsz manipulálni a szintax szabályok betartásával. A generálás után a szükséges modulokat importálod, és megkapod a kész "favágott" modult.
Értelemszerűen ez az egész munkát nem váltja ki, de az egyszerűbb logikai műveletek is megoldhatók lennének a segítségével, továbbá átnézni - főleg az elején - mindenképp érdemes.
A nehézségem, hogy hamarosan vált mindenki TIÁ-ra, amiben csak az scl-es lehetőség marad nyitva. No meg persze drag&droppal húzogathatjuk be egyenként a változókat

A kérdésem az lett volna, hogy foglalkozik-e valaki hasonlókkal, vagy ismer-e netán más kerülőutat amivel a hasonló "gyakornok" melók megoldhatóak.
-
BG*
csendes tag
Üdv!
Azt meg lehet valahogy oldani ( TIA Portal, S7-1200, KTP700Basic) hogy a HMI jogosultsági szintjeit a PLC-ről változóval állítom nem a HMI felületén beütött felhasználó/jelszó-val? (RFID-val azonosított felhasználóhoz kellene rendelni jogosultsági szinteket)
-
plutokas
csendes tag
Sziasztok,
A www.plcforum.hu oldalra ha van valakinek vállalkozása vagy szeretné szolgáltatását reklámozni szívesen kitesszük díjmentesen a linket a főoldalra. Egyetlen egy dolgot kell tenni, hogy a www.plcforum.hu-ra bejelentkezve el kell küldeni a megjelenítendő linket és hozzá tartozó szöveget az adminnak a kapcsolatfelvételi űrlapon. -
Bazs87
tag
Sziasztok!
TIA-val kapcsolatban érdeklődnék. Próbált már valaki itt kódot "kívülről" automatizáltan előállítani (source/quelle s7-ben) és importálni? SCL-hez találtam ilyen import lehetőséget, azt könnyedén lehet mozgatni, de sok feladatra ugye nem optimális, meg ha a vevő is rá akar látni a kódra, akkor....ez általában már a fekete mágia kategória.
Ismertek más utat, mint s7-ben source-ot importálni és felmigrálni?
A migrálás is ugye olyan, hogy működik, csak 1000 kritériumnak kell teljesülnie, amit kezzel kell összekalapálni.
Köszi!
Balázs -
crucified
tag
Sziasztok, két kérdésem lenne.
Az egyik egy S5 PG-USB 9359-es kábel driverét honnan tudom letölteni? Kábelem van, driverem nincs. A másik letöltöttem az IBH Softec S5/S7 programot, kulcsom nincs hozzá. A demoval tudok csatlakozni a PLC-hez és tudom olvasni a blokkokat? A leírásban az szerepel, hogy a 100kbytenál nagyon blokkokat nem tudom írni, de az írás nem érdekel, csak olvasni tudjam a blokkokat.
Köszi és üdv
-
byte-by
tag
válasz
molntomi
#6716
üzenetére
halo
már írtam, hogy error esetén előfordul.
de leginkább akkor , ha módosították a programot, de az FB forráskódot / szimbólumokat nem töltötték le.
ez megtehető tiszta letöltés esetén is, ha a Symbols nincs kiválasztva a letöltés listában.
FB használat esetén ez okoz problémákat.
akkor is előfordul, ha módosítják az FB-t de "normal" helyett "quick" módban töltik rá.
ekkor az FB source kód nem kerül rá.sajnos a probléma megoldásához tudtommal a forráskód szükséges, mivel az FB source-t így
lehet rátölteni és javítani.más: a szerkesztőben az Input Mode-ot SMA (smart)-ról kapcsold át CI (classic)-ra.
csak erős javaslat, de ha Neked bejön ez a SMA akkor hagyd. -
-
byte-by
tag
válasz
molntomi
#6714
üzenetére
halo
az egy rs223 - rs422 konverter.
próbáld meg az 1-es DIP kapcsolót off-ba tenni, az gyári beállítás.
ezzel az 1:1 NT és az 1 NT link módot kapcsolod.
NT link módot kapcsolod.
sajnos sok tapasztalatom ezzel nincs , régen használtam csak nt-21-et, hálóba még sohasem.letöltés:
nem okozol gondot, ha csak letöltesz.
hasonlóképp a program letöltéshez.
információt ad a hálózathoz adott eszközökről.
nod számokról, paraméterekről, stb. , illetve el is lehet menteni. -
-
byte-by
tag
válasz
molntomi
#6710
üzenetére
halo
ilyesmi akkor szokott előfordulni pl. ha error van a programban.
esetleg területi beállítások.
de hogy akarsz csatlakozni?
auto online, és egyből letöltés?a devicenet-tel kapcsolatban,annyira nem vagyok járatos, de milyen devicenet terminal van az NT21-en?
mivel az NT-21 elvileg NT-Link valamilyen formájában kommunikál, és a pl. NT-DRT21 csatoló
az NT-31/631-et supportálja, az NT-21-et nem.esetleg próbáltad a hálózatot letölteni a konfigurátorral?
ott meg kellene lennie az eszközöknek, nod számokkal, stb. -
molntomi
csendes tag
Sziasztok!
Két kérdésem lenne, mind a kettő OMRON PLC-s
Az első, csatlakozni szeretnék egy OMRON CJ2M-CPU 15 PLC-hez USB-n keresztül. Az eszközök látják egymást, viszont amikor tölteném le a programot, akkor FB -s symbol table hivatkozva nem csatlakozik.
Nincs meg az eredeti program, így kellene csatlakoznom. Mi lehet a gond?A másik hiba kicsit komplexebb.
Erre a PLC-re 3 kijelző is (DeviceNet-en) csatlakoztatva. Egy NS5-TQ10-V2, NS8-TV00-V2, NT21-ST121-EV3.
A probléma, hogy a NT21 kijelző ha bekapcsol, akkor eldobja a másik kettőről is a kapcsolatot és nem kommunikál a PLC-vel. Ha ezt a kijelzőt nem működtetjük, a kapcsolat jó.Valakinek van erre valamiféle tapasztalata? Hardveres vagy a szoftverbe lehet a hiba?
Elektronikus szekrénybe esetleg valami zajt összeszed és bontja a kommunikációt?
Előre is köszönöm a válaszokat!
-
Bazs87
tag
válasz
 moseras
#6708
üzenetére
moseras
#6708
üzenetére
csak a kérdésed 1 részére válaszoltam az upgrade licensszel.
Jól írtam. A win10hez nem tudok hozzászólni. Igyekszem úgy kezelni a témát, hogy az ipari szoftverek túlnyomó többsége az aktuális win verzióhoz képest kb 5 év elcsúszásban van. Kb. 2 éve még xp-t használtunk, igaz virtuális gépként.Kérdés:
TIA - a vizuban szeretnék egy lehetőleg DataTime változót megjeleníteni a kezdőképen, amin látom a fordítási/feltöltési időt. Ez érdekelne engem nagyon. (de tőlem lehet bármilyen megoldás bármilyen változótípussal és objekttel, lényeg h működjön)
Persze valahogy a rendszerből kivezetni, kézzel töltögetni nem szeretném -
Bazs87
tag
válasz
moseras
#6698
üzenetére
Szia!
Megerősíteném az előttem szólókat. Én pár hete frissítettem V14-re és plusz licensz kellett hozzá.
Az installkor nem volt dll problémám (win7 64 bit).
A további nehézség, hogy a V13-ról v14-es migráció sem ment hibamentesen. Aktuálisan futó, teljes fordításkor hibát nem jelző projektet nem tudtam migrálni. A téma megjárta a Siemenset is, azt írták titokzatosan, hogy valamilyen ütközés/hiba volt a projektben (?! ) ezért nem ment, de pár nap után átküldték a sikeresen migrált verziót (de felelősséget nem vállalnak arra, hogy maga a projekt működni is fog !!! ). A hiba okáról szakszerű leírást nem kaptunk.
Én úgy sejtem, hogy ez nem egyedi eset volt... -
BG*
csendes tag
válasz
moseras
#6703
üzenetére
Ezen a cikkszámon érkezett:
6AV6651-7DA01-3AA4
S7-1200+KTP700 BASIC STARTERKIT CONSISTING OF: CPU 1212C AC/DC/RLY, HMI KTP700 BASIC, INPUT SIMULATOR, STEP7 BASIC CD, MANUAL CD, INFO MATERIAL, SYSTAINER
A leírás alapján nem egyértelmű, de előtte megkérdeztem, és kimondottan V14-el kértem, hogy ne kelljen később frissíteni újabb összegért. Adják hozzá a V13 telepítőjét is, biztos ami biztos.
-
byte-by
tag
halo!
kérdés , hogy a többi esetleg szükséges siemens alkalmazás megy -e win10/64 alatt.
pl. logo! , wincc flex, esetleg a simatic manager, ne adj Isten microwin, vagy ezeknél már esélytelen?
ezek érdekelnének, nekem nincs infóm. már egy jó ideje ismét nem használok siemens-t.
a tapasztalat és a specifikáció nem mindig fedi egymást. -
BG*
csendes tag
válasz
moseras
#6698
üzenetére
Üdv!
Én felraktam Win10/64 re a V14-est, egyelőre úgy tűnik működik.
Mondjuk még sok mindent nem csináltam vele, Starter Kit-el együtt vettük, az ahhoz kapott PLC-re kapcsolódtam és töltöttem rá programot, ez működött.
V13-ról ingyen nem lehet frissíteni, Upgradelni lehet, ez kevesebbe kerül mint egy újat venni. (azt hiszem olyan 30.000 körül van Basic license esetén)












































 NT link módot kapcsolod.
NT link módot kapcsolod.
Új hozzászólás Aktív témák
- Kerékpárosok, bringások ide!
- Melyik tápegységet vegyem?
- Vezeték nélküli fülhallgatók
- ASZTALI GÉP / ALKATRÉSZ beárazás
- Sony Xperia 1 V - kizárólag igényeseknek
- Audi, Cupra, Seat, Skoda, Volkswagen topik
- Racoon City árnyékában: Teszteltük a Resident Evil Requiemet
- pfSense - Avagy az okosított házirouter
- Videó stream letöltése
- sziku69: Fűzzük össze a szavakat :)
- További aktív témák...
- I7 9700k + msi Rtx 2080 komplett gép eladó
- L13 Yoga Gen3 13.3" FHD+ IPS érintői5-1245U 16GB 256GB NVMe ujjlolv IR kam aktív toll gar
- Playstation 5 pro és PSVR 2 szett, kontoller töltő állmos minden kontollerhez
- MINDENFÉLE Laptop jó áron nézz körül! 60+ hirdetés Üzleti,Gamer, Multimédiás,Tervező
- Apple iPhone 15 Pro / 128GB / Kártyafüggetlen / 12Hó Garancia / Akku: 86%
- Apple iPhone 14 Pro Max 128GB Space Black használt, szép állapot 100% akku 6 hónap garancia
- Xiaomi 14 12/512GB - Kártyafüggetlen, Fekete, ÚJSZERŰ - 1 Év Garanciával
- BESZÁMÍTÁS! ASRock H110M i5 6600K 8GB DDR4 120GB SSD 500GB HDD GTX 1050 Ti 4GB Zalman T3 Plus 400W
- ÓRIÁSI BOMBA AKCIÓK! PSN, STEAM, UBISOFT CONNECT, EA APP, XBOX EREDETI KULCSOK 100% GARANCIA
- Dobozos ÚJ MSI Cyborg 15 A13VF i7-13620H, RTX 4060, 144Hz,
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest