- Luck Dragon: Óraátállítás
- hcl: Könnyű légierő
- eBay-es kütyük kis pénzért
- sziku69: Szólánc.
- Luck Dragon: MárkaLánc
- sziku69: Fűzzük össze a szavakat :)
- Luck Dragon: Asszociációs játék. :)
- f(x)=exp(x): A laposföld elmebaj: Vissza a jövőbe!
- Luck Dragon: Alza kuponok – aktuális kedvezmények, tippek és tapasztalatok (külön igényre)
- Doky586: Windows telepítés utáni beállítások
Új hozzászólás Aktív témák
-

joci9
tag
válasz
 soldi3r
#5693
üzenetére
soldi3r
#5693
üzenetére
SZia!
A VT525 az már kifutott régen! Vagy rosszul tudom? Meg abban sokkal macerásabb megoldani ugyan azt mint az újabbakban. (A H-t fejből nem tudom mit jelnet a típusszám végén, de ilyneket mi használtunk, 11 éve működnek.)
IT-t vagy SC-t célszerűbb használni, asszem SC-hez ingyen van a programozószoftver is.üdv
J -

tibi-d
tag
Sziasztok!
Egy ősrégi OP25 kijelzőre kell képernyőtervet készítenem. Már sok mindenre rájöttem, hogyan kell csinálni. Amit OP270-nel pofon egyszerű, ennél kínszenvedés. Most azon agyalok, hogy egy közönséges állapotkijelzést hogyan tudnék a képernyőre varázsolni. Ha egy bit "1", akkor legyen pl. egy kör sötét, ha "0", akkor világos. Előbb utóbb biztos rájönnék a mikéntjére, pedig lehet, hogy pofon egyszerű a megoldás. Ha tudnátok segíteni, több időt tudnék fordítani a főprogram megírására.
Előre is köszi. -

soldi3r
veterán
Koszonom szepen a valaszokat! Hirtelen felidulasbol tortent a kerdes. De mivel ugy nez ki nem teljesen
lehetelen kuldetes, ezert pontositanam a dolgot.
Eddig gepeket csinaltunk csak, most viszont egy gyaregyseget kellene kitalalni.
A gepekhez a vezerles valoszinuleg Panasonic FP-X lesz, valami olcsobb HMI-vel es kellene egy hordozhato eszkoz, a gepek karbantartasakor a kezi uzemeltetesre.
Eloszor talan akkor a halozatot kellene atgondolni, szeretnek pl egy eWON-t is a kepbe.
Az ESA VT525H-t nezegetem. Valami ilyesmire gondoltam, koszonom. -
joci9
tag
Szia!
Köszi.
Meg van neki profinetes és vezeték nélküli biztonsági akármije is.
Nálam adott az omron (azt ismerem) és az ESA HMI. Runtime lesz ipari PC-vel ahogy írod :-)
Tapasztalat egy régebbi munkából: Ethernet/IP átmegy közönséges wifin, WDS két TP-Link asztali rúteren 50ms RPI-vel.
Ezen meglepődtem kicsit, de örültem neki :-)
Tartalékba van mellette egy ipari MOXA 485, és a gyorsabb jelet veszem figyelembe, volt már rá szükség, az eygik TP-Link bedöglött az 5 éves garancia idő alatt.
A laptopos megoldás is runtime és levedlett otthoni wifi segítségével spórolt már meg jó sok munkaórát :-)
ESAnál ugyan az a program működ online szimulátorban élesben, eszközbe töltve és runtime-ba töltve is.
Csak ugye a szimulátorhoz nem kell letölteni az eszközbe, amivel jó sok időt lehet megtakarítani.üdv
J -

Szirty
őstag
válasz
soldi3r
#5688
üzenetére
Igen a HMI-k alapvető funkciói közönséges WiFi-n problémamentesen átmennek.
A Siemensnek pl. van kifejezetten vezeték nélküli HMI megoldása, a mobile panel.
A HMI funkciókon kívül lehetséges RFID azonosítás (azzal biztonságosan kiválasztható több gép közül melyiket akarja épp irányítani) illetve biztonsági funkciók is kezel (vészleállítás). Ez azonban már nem alapvető HMI funkció, PROFINET hálózaton valósul meg ami annak ellenére hogy ethernet a fizikai réteghez közeli OSI réteg miatt (nem TCP/IP) közönséges WiFi eszköz nem jó hozzá.De ha nem megyünk ennyire messzire, akkor egy közönséges WiFi access pointtal és egy laptopon futó HMI runtime segítségével lehetséges a munka.
-
joci9
tag
válasz
soldi3r
#5688
üzenetére
Szia!
Az ethernet átmegy wifin :-)
Meg rádiós soros vonal is van.
Meg olcsó ethernetes plc is van, a bitek meg az analóg átvitelére. (egyéb terepi busz helyett)A vészkör minősített átvitelére keresek jó megoldást, egyet már találtam:
http://www.welotec.com/catalog/en/radio-remote-control/radiosafe-radio-emergency-stop/radiosafe-rsef40.htmlüdv
J -
joci9
tag
Sziasztok!
Feladatom egy rádiós pult kialakítása.
Tud e valaki ajánlani gyártót/forgalmazót akinek van
vagy emelőgépre minősített (SIL3) rádiós stop gombja, önnálló
vagy kombináltan pár analóg, pár digitális és még ezzel minősített stop gombbal, szerelvényezhető kivitelben, azaz csak maga az elektronika.
vagy az se baj, ha megy mellette 485, ethernet stb.
de a lényeg az csak a vész stop áramkör átvitele, a többit meg tudom oldani másképpen is.
Azt a megoldást kerülném, hogy hungarocellbe besüllyesztünk egy formatervezett narancssárga darutávirányítót :-)
üdv
J -
joci9
tag
Szia!
Én 4500 +áfával számolok, de ez szerintem túl olcsó.
Lásd a fentebbiket, hogy ebből viszont bőven, és haszon abból van ha ügyesek vagyunk, valamint ha minden ember minden percét el tudom adni.
Ha már itt tartunk, az összes rezsi, eszköz költség meg mindenféle adók után, ennek a felét tudod kivenni magadnak bérként, ha nem KATA eva stb bizbazban vagy.
Jut eszembe, sztem mindenkinek egyformán kéne adózni, hogy a verseny kiegyenlített legyen.
Mindenkinek ugyanannyi % TB-t nyugdíjpénztárt, adót, stb kéne fizetni.
Az ügyeskedők, KATÁsok így tudnak olcsóbb órabért mondani, aztán majd a nyugdíjnál reklamálnak.
(lásd taxi vs uber)ü
J -

KLR
csendes tag
Szia.
Megpróbálom megbecsülni a reális munkaórák számát, meg ráteszek pl 10%. Azt már eldöntöttem, hogy a kezdetekkor ledefiniáljuk a feladatot és a kötelezettségeket. A főnököm régebben megjárta egy ügyfélel, hogy nem beszélték le, utána meg se vége se hossza a zenei kívánságoknak, ugyanazért a pénzért.
A fizetésemet elosztva a munkaórák számával és az MMK oldalán ajánlott mérnöki óradíjj (9000 HUF) köszönőviszonyba se vannak. Feltételezem, az utóbbi az "outsourcing"-ra vonatkozik, ahol benne van a munkadód haszna, adók járulékok, stb. A valóságban milyen óradíjjal lehet számolni?
Azt találtam, hogy az IT szektorban kb 5-10 Eur fizetnek a régióban, tapasztalattól és munkától függően. -
KLR
csendes tag
Szia.
Kössz a választ. Kb ugyanezt találtam tengerentúli fórumokon is. Azok akik a ki/be menetek alapján kalkulálnak, 1-2 órát számolnak I/O-ként/ Tag- ként, és 5-6 órát HMI screen-ért, 4-5 óra PID-enként, stb, vagy órák helyett dollárosítva áraznak. De ott is ugyanazt írják mint te is, hogy nem minden esetben arányos az I/O szám és a programméret. Volt aki arányossan feleszámítja a fejlesztőkörnyezetet, képzési díjjat, mert hát ez mind költség volt a számára.
Egy kanadai volt a legjobb, a (hw ára + 20%)x2,5 +10% (tartalék). Ezért elkészíti a komplett doksit (kapcs. rajz, használati utasítás, programm minden sora kommentezve,stb).
Többen két kategóriába sorolják a munkát:
- OEM gyártók, ahol az egész "variációk egy témára", variálod az egyszer megírt programod, kisebbek az óradíjjak is
- Integratorok, ahol alapvetően minden munka másA legtisztább lenne a programméret alapú számlázás, de mint ahogy írtad ez csak a végén derül ki, úgy meg nehéz megeggyezni, hogy a végén megmondom az árat. Könnyebb a helyzet, ha már túl vagy pár munkán, és tudod hogy egy hasonló kaliberű munka mennyibe van neked.
Az annyit kérni, amennyit hajlandók még fizetni, elég relatív, mert tapasztalatból tudom, hogy sok az olyan vállalkozó, akinek minden ár sok, mindenből lefaragna. Itt jön a képbe a "cigánykodás", ami sajnos nincs a véremben, de ha nem akarom hogy kihasználjanak, meg kell tanulni az embernek "jól eladni magát".
-
#5681
 Hasaggymeg
veterán
Hasaggymeg
veterán
Hasaggymeg
veterán
Szevasztok,segítségre volna szükségem.Közüzemi cégünknek keresünk olyan céget mely felügyelné,karbantartaná és szükség szerint fejlesztené nekünk a rendszerünkre szabott Vision folyamatmegjelenítő rendszerünket.Távfűtés és meleg víz ellátást szolgáltatunk és jelenlegi "rendszergazdáink" nem igazán látják el szerződésben rögzített feladatukat.Hosszútávú együttműködést tudunk ajánlani,korrekt áron.Akár privátban is írjon aki tud ilyenről.Köszönöm!
-
joci9
tag
Szia!
Én olcsóbb óradíjjal szoktam kalkulálni, de annyi időt veszek, ami alatt biztosan meg tudom oldani utómunkálatokkal, garanciával együtt. Nehéz ezt megsaccolni, általában harmada alatt megvan, de ha valami nem úgy sül el akkor ...
A feladatok nehézségével és egyediségével nő a bizonytalanság, viszont ha az adott szakember ügyes, akkor annál többet tud nyerni.
És még rengeteg mindentől függ, ide jó Szirty válaszának első fele :-)üdv
J -
Szirty
őstag
Szia KLR!
Én konkrét számot nem mondok. Annyit kell kérni amennyit még éppen hajlandóak fizetni :-) Ez is, mint minden más annyiba kerül amennyiért még megveszik. Persze nyilván arra kell törekedni, hogy az ár korrekt legyen és egyik fél se érezze magát átverve a végén.
Több "módszer" is van erre. Az egyik a program várható méretével számol és annak alapján határozza meg az árat. A másik a PLC I/O a szám és HMI TAG számot veszi alapul, Ft/TAG, Ft/DIO és Ft/AIO alapon.
És van az idő alapú, amikor a várható munkaórák száma alapján kalkulálnak.Mindegyikben van egy jókora "cigányság". Mert ugye a programsorok száma és az I/O száma sem feltétlenül áll arányban a befektetett munka mennyiségével.
Ha nagyon kisarkítjuk, akkor: máshonnan beemelt (nem általunk írt vagy általunk korábban másik projekthez készült) kódrészletek bő lére eresztett program. Sok fölösleges művelettel, stb.
Illetve vannak olyan esetek, amikor az I/O szám kicsi, de a feladat összetett és nehéz. Ez igaz fordítva is.
A befektetett időt alapul venni és egy korrekt óradíjjal számolni jó megoldás, de előre megjósolni ezt sokszor igen nehéz. Komoly tapasztalat kell hozzá és még úgy is közbejöhet valami amivel mellé lehet lőni (és főleg alá nem pedig fölé).A legpontosabb lenne a elkészült munka alapján kalkulálni. De ilyesmit nem sok megrendelő gyomra tudna bevenni.
-

Mazsika
őstag
válasz
 n0rbert0
#5676
üzenetére
n0rbert0
#5676
üzenetére
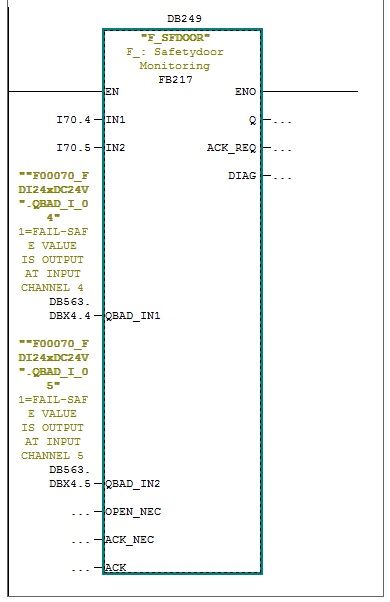
igen ezt nézegettem, de akkor két egymás utáni inputra teszem az no-nc kontaktokat? és vele "szembe" mit kötök, semmit? akkor hibára megy a kártya nem? és egyébként mit csinál az a qbad jel, mire való?
Tehát egymás után bekötöm a safety kártya egy-egy bemenetére és így teszem a blokkba: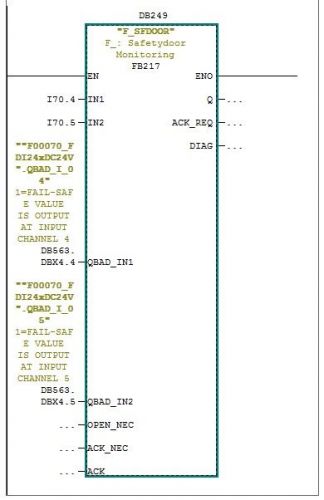
-
KLR
csendes tag
Sziasztok.
Lenne egy elég érzékeny kérdésem, az pedig maga díjszabás.
Eddig csak cégen belül programozgattam, de kilátásba került egy szép kis privát meló. Nem lenne jó vége ha a főnökömhöz állítanák oda, hogy hogy is kalkulálja a szoftverfejlesztést...
Nem szeretnék "ingyen" dolgozni, de nem is szeretném elijeszteni az ügyfelet, mert ha jól sikerül az első meló, kilátásba lenne több is.
Egy ismerősöm, aki régebben foglalkozott PLC-vel azt mondta, hogy a konfiguráció áráért fejlesztette a programot. Szerintem ez nem reális, mert a munka elméletileg ugyanaz, ha pl Siemens S7-1200 fejlesztesz, vagy kínai PLC-re, viszont a hw ára még fele se. A taivani/kínai technikához ingyenes a fejlesztőkörnyezet, a nagy márkáknál meg nem.
Reálisabb lenne az IO szám, vezérlés összetettsége és a megbecsült munkaóra alapján?Hogyan kalkuláltok ha nem titok?
Persze itt nem komplex gépvezérlésre gondoltam, komunikációs buszokkal, meg szervókkal, stb.
-
joci9
tag
válasz
 moseras
#5671
üzenetére
moseras
#5671
üzenetére
Szia!
A 4 ms alatti az a CT-net nevű egyedi protokollos 485-höz hasonló fizikai rétegen menő akármi.
Max 5 Mbit/sec, én 2,5-ön használtam, 2 gép szinkronjához bőven elég.
Lehet hibrid lesz, nem lesz időm hibázni :-) Egyszerre a két PLC kártyát használhatom :-)
EtherCAT az jónak tűnik még, csak ahogy néztem ezeknél az eszközöknél nem szabadon használható.
Meg van még az ethernetIP, ott meg nem tetszik, hogy be kell regisztrálni egy fejlesztővel a cuccost. Azt ha hiba van akkor kell a fejlesztőképességű ember hozzá, aki emlékszik 10 év múlva, hogy is volt az...
Ezt egyszer használtam nem annyira időkritikus helyen, de az egyik szálát wifin keresztül. 50ms-t bír úgy. (2 gép, 1 vezér PLC)
Ez a codesyses új PLC kártya is tud valami marhagyorsat, de azt még nem ismerem, ezért kérdezgetek.Az Omron Cx-nél az tetszik, hogy fapados grafika, de gyorsan jól működő szoftver, atombiztos, nincs meglepetés, FB-k nagyon jól kezelhetőek, monitorozhatóak. Ehhez képest a codesys?
Eddig csak S7-200 microwinnel (az elég jó, bár kis tudás), meg a twidoval találkoztam ezen kívül PLC ügyileg.köszi
üdv
Józsi -

moseras
tag
Üdv!
> 4ms alatti szinkron kommunikációra
Ez milyen protokollon megy (vagy ment eddig) ?
> programozásilag és fejlesztőkörnyezet ügyileg lehet olyan hatékonyan fejleszteni benne mint pl az Omron CX-Porgrammerrel?
A CX-Programmer-t nem ismerem. A 2-es Codesys-nek a létra szerkesztője elég béna, a többi, IL, ST, FBD, SFC, CFC elég jó. Az eCockpit-ben sokat javult a létra szerkesztő.
Imi.
-
joci9
tag
válasz
moseras
#5669
üzenetére
Szia!
Köszönöm a részletes választ!
Itt nálam egy berendezés lesz, több tengellyel amelyeknek tudni kell szinkronba menni változtatható csoportokban, meg ide már teszek egy központi PLC-t.
A tengelyekre van a hajtásba tehető PLC kártya, ide egy programot töltök, a régi fejlesztőjében úgy volt:, hogy lehetett klónozni, és utána pl. mind a 6-ra egyszerre letölteni, össze vissza monitorozni.
Mind az x hajtásnak más címe volt egy hálózaton, és sorban amelyikre akartam csoportosan lehetett töltögetni.
Volt táblázatos izé, de azt már láttam, hogy ide is megírták. Amúgy codesys 3 az alapja.
Ethernet az alap, szükségem van 4ms alatti szinkron kommunikációra is :-)
A hajtásban is alapból lesz ethernet, plc kártyán is van, és még lehet tenni másik két kártyát is. Csak ez új fejlesztés, alíg két éves és félek tőle. De van menekülőutam, mivel ugyanebbe a hajtásba be tudom tenni a régi rendszerrel kompatibilis új kártyát, azt meg ismerem.
Még egyszer köszönöm, valsz veszek vagy kérek kölcsön eszközt, kora nyárig eldöntöm mi lesz. Majd még lehet kérdezek :-)
Ja még egy: programozásilag és fejlesztőkörnyezet ügyileg lehet olyan hatékonyan fejleszteni benne mint pl az Omron CX-Porgrammerrel?
Volt szerencsém Twidohoz (tudom az más kategória) de az egy katasztrófa az említetthez képest.üdv
J -
moseras
tag
Üdv!
Bocs, lejárt a 15 perc...
2-es Codesys-t ismerem WAGO-val, és egy kicsit a 3-as eCockpit-et.
A hajtásokat nem ismerem, ilyennel soha nem foglalkoztam.> Több eszközt jól lehet kezelni?
A 2-es Codesys-ben nincs beépített "több eszközt egyszerre látom" stílusú központi program kezelés. Minden eltérő programot futtató PLC-re külön projekt file, mindegyiket külön kell megnyitni a Codesys-ben, és külön kell feltölteni.
Ha 2 vagy több PLC közötti kommunikácót is akarsz, akkor arra több lehetőség is van. Ha mindkettő Ethernet-es, akkor bizonyos mennyiségű változóig a Network Variables (NVAR) módszer működik (ez UDP-n megy). Ha nem Ethernet, akkor az ami éppen van, de ott már neked kell programozni. A 2-es Codesys-ben olyan, hogy egérrel összekötsz 2 PLC-t, és mondjuk egy táblázatban megadod, hogy melyik változó hol van, és ezt oldja meg magától a fejlesztő környezet, itt ilyen nincs. Az eCockpit-ben van ilyen, de ehhez egyenlőre nincs teszt PLC-m, nem tudtam kipróbálni.> Programot lehet klónozni egyszerűen?
Ezt nem nagyon értem, megnyitod a projekt file-t, és feltöltöd X db PLC-re, az nem jó ?
Fel lehet tölteni USB-s vagy RS232-s programozó kábellel, illetve az Ethernet-es verziókra TCP/IP-n keresztül.
Az új PFC200-as sorozatoknál SD kártyán is lehet hordozni a programot, arról is be tudja olvasni, de ezt a WEB-es management felületén be kell állítani először. Ha marad a PLC-n elegendő hely, akkor a forrást is fel lehet tölteni rá. Régebbi PLC-ken (pl. 841) 1.5 MB flash van, az újabbakon (pl. 881) azt hiszem, hogy 3 MB. A PFC200-as sorozatban talán 16 MB, de abba lehet SD-t is tenni. Fontos: ha feltöltesz rá egy programot, akkor az nem fog automatikusan a flash-be is kiíródni, ehhez a "Create boot project"-et is meg kell hívni, különben újraindítás (vagy áramszünet) után a program elveszik.> Hálózatkezelés?
Szóval a hajtásokat nem ismerem, de ha busz kell hozzájuk, a WAGO elég sokféle fejet árul. Kétféle megoldás van: vagy eleve olyan fejet kell venni, ami ismeri az adott protokollt, vagy ha van ilyen protokollt ismerő modul, akkor kiegészítő kártyát lehet venni, és azt olyan fej mellé is fel lehet tenni, ami önmagában az adott protokollt nem ismeri.
Imi
-
Szirty
őstag
Sajnos nem tudok kulcsra kész megoldással szolgálni, csak ötletet próbáltam adni.
A TIA print screen funkciója nem vágólapra teszi a képet, hanem kinyomtatja.
Ha sikerül feltenni CE-re egy olyan virtual printer drivert ami kép file-ba nyomtat, akkor már létrejön a file.Utána egy CMD file-al lehet vizsgálni az USB jelenlétét és copy-val átrakni a képet. -
joci9
tag
Sziasztok!
És codesysben jártas valaki?
Tapasztalat?
Osztott intelligenciás feladatom lesz, pár hajtás saját PLC kártyával, központi PLC, megjelenítő.
Kell tudni tengelyszinkront. Egyforma programokat tervezek a hajtásokba, ezért jó lenne ha lehetne szinkronizálni a programokat. Régebben találkoztam codesys-szel (schneider, wago), de élesben nem használtam.Erre a feladatra megvannak a jól bevált eddig használt eszközök, de ott van egy két korlát, és lehet jobb lenne a codesys-es cucc.
A hajtás Emerson (CT vagy Szirtynek LeroySomer :-))) Unidrive M700, MCi 210 kártya, codesyses, stb.
Eddigiekben
Omron CJ2-őt és Unidrive SP és M700 hajtásokat használtam a régi PLC kártyával, aminek saját fejlesztője van, ami amúgy tök jó. Itt korlátként az átjárhatóságot és a hálózatok kezelését látom.Vélemény?
Több eszközt jól lehet kezelni?
Programot lehet klónozni egyszerűen?
Hálózatkezelés?köszi
üdv
J -

Bazs87
tag
-
#5663
 zolizozo80
tag
zolizozo80
tag
zolizozo80
tag
Sziasztok! Van itt valaki aki Beckhoff plc-ben jártad? Twincat2.....
-
Bazs87
tag
Sziasztok!
Tiában lenne egy kérdésem.
Sima windowsos PC-n megoldottuk, hogy egy gomb lenyomására csináljon egy screen shot-ot, amit lement és ha lát USB-t, akkor rámásolja. (oldal nyomtatása a gomb funkciók közt, az az alapértelmezetten kiválasztott virtuális nyomtatónak adja a képet, aminek az alap elérési újta az usb)
Ez ingyenes és egyszerű megoldás volt.
A nehézség ott kezdődik, hogy ugyanerre lenne szükség Win CE-n is. Mivel elér redukált a környezet és a win babrálásához nem sok szoftver áll rendelkezésre nem sikerült összehozni(TP900-as panelek amúgy).
Tudnátok tanácsot adni hogyan?
Köszi előre is!Szirty:
az oldaladról sokat tanultam, köszönhetően a gyakorlati leírásoknak és feladatoknak.Üdv!
Bazs87 -

coco2
őstag
Szia And!
Én azt gyanítom, valami jogi vonatkozata is van annak, hogy helyi szakit nem engednek olyan céllal io vonalakat használni, vagy terepi buszt lehallgatni. Olyan adatgyűjtési eszközöket mindenütt vagy gyártótól vesznek meg, vagy nem csinálnak olyat. Vagy nálatok máshogy volt?
-
Szirty
őstag
"Azoknál a vezérlőknél jól sejtem-e, hogy elég jó arányban van rajtuk egy usb port, felismerik az arra csatlakoztatott pen drive-ot, és képesek fat16 / fat32 filesystem-re log fileokat kiírni a folyamatos működésükről?"
Nem. Ezeken nem USB HOST van. Nem képesek file rendszert kezelni. Legalábbis amiről tudok.
-

And
veterán
(Nálunk /vegyipar/ a dolog úgy néz ki, hogy azokban az üzemrészekben, amelyekben nagy számú I/O-t kezelnek, ott eleve létezik felsőbb szintű DCS-rendszer, amely megoldja többek közt a megjelenítést a hozzá kapcsolódó terminálokon, plusz az adatgyűjtést és archiválást. Ahogy Szirty is vázolta, ez alatt van egy csomó egyedi PLC-vel rendelkező berendezés, amely önállóan is működőképes és általában saját HMI tartozik hozzájuk. Mivel ezen berendezések PLC-i nem egységesek, az adott géppel együtt jöttek, a közös felület, amellyel a fölöttes rendszer felé csatlakoznak általában modbus - többféle fizikai adatvonalon -, Profibus DP, esetleg szimpla analóg jelek csoportja. Az egyedi berendezések telepítése előtt megadták a DCS felé kommunikálandó adatok mennyiségét és típusát, a PLC-kben pedig a gyártó szépen létrehozta az ehhez szükséges adatblokkokat. Vannak olyan régebben épült egységek is, ahol nincs felsőbb folyamatirányító rendszer, ott a meglévő sziget PLC-k vagy egyszerű mérőkörök jeleinek központi adatgyűjtését utólag telepített remote I/O-k oldják meg, de természetesen lényegesen kevesebb számú jelet fogadva.)
-
coco2
őstag
Hali Szirty!
Köszönöm a részletes választ.
Igazából egy gondolat életképességét szeretném ellenőrizni, és sokat tudna nekem segíteni az első meglátásod a kérdésben. Azok a vezérlők érdekelnének, amik már a digitális forradalom utáni időkben épültek, és épp csak annyi a bűnük, hogy túlságosan tiri-tarka a mezőny, és mint írtad, szimplán rémálom rájuk adatgyűjtést csinálni. Azoknál a vezérlőknél jól sejtem-e, hogy elég jó arányban van rajtuk egy usb port, felismerik az arra csatlakoztatott pen drive-ot, és képesek fat16 / fat32 filesystem-re log fileokat kiírni a folyamatos működésükről? Felvetném a kérdést azért, mert ha képesek rá, akkor létezik egységes felületük, amit nem is túl bonyolult kihasználni. Egyszerűen csak logfileokat kell kitükrözni távoli szerverre, és még ha mindegyiknek más is a formátuma, azok már akkor is csak karakteres adatsorok, amit már csak mérsékelt rémálom feldolgozni, még ha ezernyi félék is.
Mennyire vagyok eltévedve?
@byte-by: neked pedig ismét privi megy

-
coco2
őstag
válasz
 Psanyi42
#5653
üzenetére
Psanyi42
#5653
üzenetére
Ha a programozási lehetőségei már feledésbe merültek, nem sok mindenre lesz jó. Mint mindegyik plc-nek, ennek is van (volt) egy saját környezete, és anélkül többé nem lehet üzemeltetni, karbantartani, semmit se csinálni vele.
Kapcsolati lehetőségekre van 16 input és 16 output vonala (8-5 oldalon az ábra), azt általános célokra is felhasználhatod, akár pc felé is kommunikálhatsz vele (vannak ethernetes gpio modulok, azok normálisan leválasztják az eszközt, hogy lehessen az információt eltérő földelési rendszerek között hurcolni földhurok probléma nélkül), de hogy a plc azt bárhogyan meg tudja tenni, magát a plc-t is programozni kell hozzá.
-
Szirty
őstag
Helló coco2!
Én azt tudom mondani, hogy elég változó.
Attól függ hogy mennyire új (modern) a rendszer és mennyire homogén, továbbá hogy mennyire összetett.Vannak üzemek (akár nagyobbak is) ahol önálló gépsorok vannak, amolyan sziget üzemben, ahol az egyes gépek nincsenek közvetlen technológiai kapcsolatban egymással.
Pl. műanyag üzemben, ahol van pohár préselő, meg extruder ami műanyag lemezt állít elő, meg nyomdagép ami a poharakat festi, címkéző stb.Vagy egy megmunkáló gépekkel (szerszámgépekkel) telerakott üzem ahol sok CNC van a legkülönbözőbb fajtákból összerakva. Ilyen pld a Linamar PPM.
Ezek jellemzően nem homogének. Tehát a legkülönbözőbb gyártók leghibiszkuszabb gépei vannak vegyesen az egyikben ilyen, a máikban olyan PLC-vel. Az egyikben profibus, a másikban modbus, a harmadikban ethernet, a negyedikben DeciceNet, az ötödikben CANBus, interbus, stb. Francia, német, spanyol, esetleg amerikai gyártású gépek véletlenszerű sokasága.
Az ilyen úgy alakul ki, hogy a gépeket egyenként vásárolják, mindig valamilyen gazdasági szempont alapján.
Az ilyeneknél szinte soha nincs központi adatgyűjtés, felügyeleti rendszer, SCADA stb. Ilyen rendszerre nem lehetetlen, de rémálom utólag megcsinálni.Aztán vannak "zöld mezős" beruházások, ami egy olyan gyár, ami átfogó tervek alapján épül és az eszközök tekintetében sokkal homogénebb. Pl. csak egy fajta PLC-t használnak egyforma terepi busszal, és előre kidolgozott rendszer terv van a berendezések központi összefogására.
Ilyen pl. egy autó gyár, vegyi üzem vagy erőmű.Kis hazánkban gyakori, hogy használt 10-20 éves német, francia, olasz gépeket vesznek és üzemelnek be.
Ezeknél jó ha kapcsolási rajz van nem hogy központi adatgyűjtés. Örülnek ha sikerül működésre bírni. Némelyikben olyan vezérlővel jön amit 10 éve nem gyártanak és a cég sem létezik amelyik alkotta, nem hogy a programja meglenne.
Szóval szélsőségesnek mondható a helyzet. -
byte-by
tag
halo!
ez változó, de én pl. majdnem mindenhol ahol dolgoztam volt adatgyűjtés.
jelenleg siemens Scada energiafelügyeleti rendszer és egyéb folyamatadatok.
" jellemzően " ott van ahol igény van rá.de a problémám is ezzel kapcsolatos nagyjából , cx-supervisor adatgyűjtés szerelő sorokról.
ami csak belefér.tehát ahol lehet és érdemes eddig majdnem minden helyen ahol dolgoztunk mértek és gyűjtöttek adatokat.
nem én csináltam az adatgyűjtő rendszert és programozást, de a plc-s támogatást igen.byte
-

Psanyi42
tag
Sziasztok!
FESTO-s PLC-vel kapcsolatban szeretnék segítséget kérni, sikerült szereznem egy FPC-202 őskori leletet, de nem tudom hogyan lehetne programozni. Van valakinek ilyennel, vagy ehhez hasonlóval tapasztalata? Itt van a működési leíárs: https://petergodwin.files.wordpress.com/2010/03/festo-fpc-202-c-programmable-logic-controller-operating-manual.pdf
Igazából az érdekelne, hogy lehet-e esetleg a rajta lévő gombokkal programozni, vagy amiigazából érdekel, az az, hogy hogyan lehetne ezt a PC-re rákötni, ilyen 5 tűs FESTO szabványos csatlakozója van, amivel nem nagyon tudok mit kezdeni, eddig még csak soros portosakkal és ethernetesekkel foglalkoztam. Válaszotokat előre is köszönöm. -
byte-by
tag
halo!
erről a berthel csodáról nem sok minden van neten.
irják úgy is, mint "compact PLC / S5-PLC "
a kábelére hivatkoznak rá, mint " Berthel/COMCON TTY - K1002 "
de , hogy milyen szoftver kellhet hozzá .....?
gondolom végignyálaztad Te is a netet, de alig van valami, sajnos én nem találkoztam vele, de lehet, hogy más igen.más:
nekem is van egy kérdésem: Uni Pulse F381A (erőmérő) tipussal van valakinek tapasztalata?
leginkább omron plc-vel való kommunikációra lenne szükségem, adatátadásra.
az digit I/O nem gond (judgment, ok,ng, H, L, stb.) de mérési eredményt szeretnék átadni.
a műszer több section-ben mér , és a végén ad egy végleges eredményt és a judgment-et (gyári alap :5, nem kell mind kihasználni) , jelenleg minden lemért section erdményére szükség van.
a jelek szerint soros porton és még vagy egy tucat lehetőséggel tud kommunikálni, persze jónéhány opciós.
de van olyan plc konfig ahol nincs soros kártya, csak esetleg LAN switch.byte
-
Szirty
őstag
Üdv mindenkinek!
Tudja valaki milyen szoftverrel és kábellel lehet megtámadni egy Berthel ComCon 200 típusú eszközt?
Ez egy operátor panellel egybeépített PLC.Olyasmi mint ami a képen van, csak 200-as.
Annyi köze szemmel láthatóan van a Siemens S5-höz, hogy képes S5-100 perifériák kezelésére. -
KLR
csendes tag
Szia.
Erre muszály reagálnom. Szeretném megköszönni a megoldást.

Ha jól értelmezem, megrajzolok 5-10 állapotot, lementem .png -ként, a graf. symbol field-nél pedig a szög változó értéket zónákra osztom a Range-el. Ahány zóna, annyi kép.
Pl. ha 15 fok a beosztás, 8 képpel meg tudok jeleníteni 0-105 fok elfordulástÍgy visszaolvasva, elég negatív volt az előző hozzászólásom, amiért bocs. A 100 kép rajzolását eltúloztam. Szorít a határidő, én meg nem úgy haladok ahogy szeretnék, ez kicsit frusztrált. Én se szeretnék meddő vitákba bocsátkozni, melyik gyártó a "jobb". Minden gyártónak más a filozófiája, lehet másként oldják meg ugyanazt, de amig az ember nem rágja bele magát, nem is látja át a helyzetet. Az utolsó szó pedig a megrendelőé.
-
Szirty
őstag
Ha látvány elem (mert mi más lehetne) akkor nem biztos hogy a 100% értékhez 100 fázis kell. Elég lehet öt is.
Ez grafikus symbol field-del még nem teljesen reménytelen megoldani ha annyira fontos.De mint az elhangzott, a BASIC panel attól BASIC, hogy igen ostoba és ettől "olcsó". Ezen hogy "olcsó" lehet vitatkozni de nem fogok.
Arra hogy más gyártó legegyszerűbb panelje ezer fázist animál ful HD-ben meg annyit tudok mondani, hogy más gyártóknak is vannak text only kijelzői amiken nem hogy animációt nem lehet elkövetni de nem is grafikus.
Szóval minden relatív...Amikor az ember az egyik gyártó termékeivel dolgozik sokat, megtanulja részleteiben. Ha másikkal kell foglalkoznia kényelmetlennek érzi, mert ezt se tudja, azt se tudja. Azzal ilyenkor nem szembeül (érthető okokból) hogy az amit nem ismer mennyivel tud valamit máshogy vagy jobban mint az amit ismer.
Ez már csak ilyen.(erre az üzenetre nem kell feltétlenül válaszolni, mert "hit vitákban" kevés hajlandóságom van részt venni)
-
KLR
csendes tag
válasz
 byte-by
#5645
üzenetére
byte-by
#5645
üzenetére
Kössz az infót.
Nem hiszem, hogy lerajzolok 100 poziciót a 100 foknak, marad a sima numerikus kijelzés. Úgyis csak "látvány-elem". Szerettem volna, hogy ugyanolyan legyen a kezelőfelület.
Azért számomra furcsa, az STU is alap panel, meg a taiwani/kinai gyártóknál se probléma az objektum elforgatása, legalább is amivel találkoztam. Szerintem, ez valójában a fejlesztőkörnyezeten múlik.
Na mindegy, hozzá kell szoknom a Siemens-hez. -
byte-by
tag
halo!
a ktp basic sorozat nemigazán használható animációk megjelenítésére.
a panelcsalád a legegyszerűbb(butácska) változat, nem jó választás ha animációt is akarunk.programozással megoldható,a karok helyzetének külön-külön megjelenítése.
de sok állapotot kellene leprogramozni, illetve megjeleníteni az adott helynek és/vagy foknak megfelelően, kissé értelmetlen.byte
-
KLR
csendes tag
Sziasztok!
Hogyan lehet a KTP600-as panelen (TIA V13, Basic) "Rotating Animation"-t létrehozni?
Eddig Schneider HMISTU-val (Vijeo Designer) szállítottuk le a vezérlőszekrényeket, de most Siemens-t kérnek, úgy hogy portolnom kell a projektet S7-1200/KTP600-ra. Van 4 objektumom (vonalakból rajzolt kar), amelyek 0-100 fokot fordulnak el a megadott pont/tengely körül.
Átolvastam a Help-et, meg a net-et is böngészem, de eddig semmi okosat nem találtam. A beépített animációk csak horizontális, vertikális és direkt elmozdulásra adnak lehetőségét.Előre is kössz a tippeket
-
#5643
Szirty
őstag
01101010111
#5642
Szirty
őstag
válasz
 01101010111
#5642
üzenetére
01101010111
#5642
üzenetére
"Egy ilyen megszakítás után a Temp területen lefoglalt változó megőrzi a megszakítás előtti értékét"
Megőrzi az értékét. Bármilyen megszakítás is jöjjön közbe (pl. diagnosztikai).
Sőt a blokkon belül a TEMP terület akkor is megőrzi a tartalmát, ha abból a blokkból egy vagy több másik blokkot hívsz meg amik szintén használnak TEMP váltokat.A TEMP változók akkor vesznek el ha a blokk lefut (a végrehajtás elhagyja a blokkot a végén vagy egy BE vagy -(RET)- utasítás hatására).
-
#5642
01101010111
csendes tag
01101010111
csendes tag
Sziasztok!
Siemens programozással kapcsolatban lenne kérdésem. Használhatunk FC-ket és FB-ket, FB-ben van Static terület. Úgy tudom, hogy a Static területen lefoglalt változó megőrzi értékét, a Temp területen lefoglalt változó pedig csak addig őrzi meg az értékét, amíg az adott FC vagy FB fel van hívva.
Azonban mi van abban az esetben, ha jön egy megszakítás az FC vagy FB futása közben. (Például van egy OB35, ami ciklikusan minden 100 ms-ban megszakítja a program futását, és ez pont egy FC kellős közepén történik meg éppen.) Egy ilyen megszakítás után a Temp területen lefoglalt változó megőrzi a megszakítás előtti értékét, vagy belekerülhet valamilyen fals adat?
-

ghoul_
csendes tag
Sziasztok,
Bocsi egyből az off-ért. Az előző munkahelyemen közel 4 évig Siemens PLC-ben programoztam és mellette még sok fajta frekvenciaváltóval és HMI-vel dolgoztam. Nemrég azonban munkát váltottam, ami több szempontból jobb, viszont megnőtt a szabad óráim száma.
Mivel szeretem a PLC programozást (és még most is ezt csinálom részben), szívesen csinálnám szabadidőmben, ezért gondoltam írok ide, hátha szüksége van valakinek egy "részmunkaidős, programozó" kollégára.
További infó privátban.
-
byte-by
tag
válasz
 Krisz0627
#5636
üzenetére
Krisz0627
#5636
üzenetére
halo!
a FI relé nem problémázik direktbe. akkor igazából szivárgás nagyon nincs, vagy küszöb alatti, bár a frekiváltó meg érzékeny rá...?
esetleg valamely paraméter nem befolyásolja ennek a hibának a detektálását?
vagy a kábel esetleg? árnyékolás?érdemes lenne bekötni egy másik hasonló , már működő motor elé már ha van rá lehetőség.(nem1,5 kw, hanem 5,5 kw-ra)
az elég jól szeparálná a problémát, talán. -
joci9
tag
válasz
Krisz0627
#5636
üzenetére
Tök más típusú félig sufni (liftes céleszköz) hajtásoknál hallottam erről a problémáról, ott a korai szoftver okozta. Félig ide tartózó téma: augusztusi beázásnál 3 motor víz alá került, az egyiket utána egy darabig csak 18 Hz-ig engedtük fel, mert afölött már nagyon bugyogott a víz a kapocsdekniből :-)
Nem tiltott le a szabályzó....
Azóta is működ, a biztosító még nem fizetett, így ezek a motorok dolgoznak :-) -
KLR
csendes tag
válasz
Krisz0627
#5636
üzenetére
Szia.
Ha a frekiváltó motor nélkül is földzárlatot jelez, az árammérés körül van a gond. Valamelyik áram szenzor járja a végét, vagy kontakthiba a mérőkörben, vagy a szenzorok tápja a ludas. Az áramszenzorok amikkel találkozok (LEM, Honeywell) 3 pinesek, +/-14VDC táp, a kimenet régebben feszültség, az utóbbi kb 10 évben pedig zárt hurkos áram kimenet. Régen daraboltam már Omron/Yaskawa-t, nem emlékszem mit használnak. Ha jól emlékszem, kisebb teljesítménynél a japánoknál magában az IGBT modulban mérik/mérték az áramot.
-
Szirty
őstag
válasz
Krisz0627
#5636
üzenetére
Szevasz!
Anélkül hogy bármiféle ítéletet hirdetnék annyit mondhatok, hogy magam is számtalanszor találkoztam olyan problémával amit a frekvenciaváltók árammérésének hibája okozott.
Ez a földzárlat, a motor túlterhelés és az álló motornál jelzett motor túláram jelzésekben nyilvánult meg. -

Krisz0627
csendes tag
Sziasztok. Először is kellemes ünnepeket kívánok mindenkinek itt a fórumon.
Másodszor egy hajtással van problémám.Ami áll egy Omron CIMR-V7Z45P5 frekiváltóból és egy 5,5 kW-os motorból.
A probléma az hogy kiáll GroundFault (GF) hibára ami földzárlat.
Amit eddig próbáltam földelés lekötése és teljesen szigetelve elindítva is kiáll hibára.
A Földelés és a motor test között induláskor ledes feszmérővel mérve pillanatnyi 230 volt van.
Akkor hát lehet a motor a hibás.
A motor meg lett mérve ohmikusan a testhez nem volt zárlat.
A motort bekötöttem direkt 400 VAC és úgy működött minden probléma nélkül.Az áramkörben volt egy 30mA FI relé és az nem oldott le.
A frekiváltó kipróbáltam egy 1.5 kW-os motorral és azzal működött minden probléma nélkül és nem volt a földelés és a motortest között mérhető feszültség.
Ebből arra következtettem hogy a motor a hibás.
Az 5,5 kW -os motort elküldtem tekercseltetni, miután vissza jött a probléma ugyan úgy fenn áll.
A kérdésem az lenne hogy találkoztatok már ilyen problémával.Mi lehet a gond szerintem a frekiváltó de akkor miért jó egy kisebb motorral.
Segítséget előre is köszönöm. -
byte-by
tag
halo
az a gyanúm, hogy ez bármelyik KTP Basic (PN) panellel előfordulhat.
"máshol" jeleztem egy 400-assal magam is így jártam, de a megoldás szintén nem akart összejönni.
köszönet a tippekért.
legközelebb én is kipróbálom a módszert, de nem leszek bánatos , ha ez az idő soha nem jön el !byte
-
Szirty
őstag
válasz
 miclucky
#5633
üzenetére
miclucky
#5633
üzenetére
Helló!
"hát az igazság az , hogy én erről olvastam,mikor felvetetted a problémát, de úgy gondoltam te is nézted a Siemens support oldalt."
Néztem én mindent és olvastam a PDF-eket.
De maga a ProSave is kiírja az OS update utáni figyelmeztetés igen válasza után, hogy most indítsam újra az eszközt.
Ezt meg is tettem el sem hiszed mennyiszer!Ami nem szerepel a leírásokban az az, hogy el kell találni azt a mágikus pillanatot (ami úgy tűnik csak a KTP600 PN sajátossága) amikor a boot loader és a prosave egyszerre "nézelődik". Ennek az esélye pedig mint kiderült rendkívül csekély.
Mivel a leírások nem említik ám, hogy tegyek NC érintkezőt a panel tápjára és nyomkodjam bátran a kapcsolódási kísérlet alatt, mert 200 restartból talán összejön egy connect.Lényegében mindent jól csináltam csak nem voltam elég kitartó (a három nap szenvedés alatt nem jött össze a fentebb említett "szerencse"). A panelt meg nem akartam teljesen tönkretenni a sok ki/be kapcsolgatással.
Szóval azt hiszem így teljes a kép.Az vesse rám az első követ aki szerint nem tettem meg az adott helyzetben mindent a siker érdekében. De azt semmiképp nem vitatom hogy vannak nálam okosabb emberek is. (ők segítettek)
-
Szirty
őstag
Üdv mindenkinek!
A történet happy end-del zárult.
Segítséget kértem a Siemens-től. Másnap fel is hívtak és adtak egy tippet.
A tipp bejött.Szinte centikre voltam a megoldástól, ami annyi, hogy amikor a ProSae csatlakozni próbál akkor kell a panelt újraindítani. A panel mielőtt megpróbálja elindítani az OS-t (amibe nekem belefagyott) lefagy (gondolom) ránéz az ethernetre nem akar-e tőle valamit egy ProSave.
Többször kell próbálkozni, mert el kell kapni azt a pillanatot amikor a ProSave éppen próbálkozik.A panel ismét működik. Köszönet érte!
-
Szirty
őstag
válasz
miclucky
#5629
üzenetére
Helló miclucky!
Én négy KTP Basic-en. Abból kettő halt meg tőle.
"esetleg wccf SP3"
Csak WccF 2008 SP2 lehet. A megrendelő ezt kérte, ezzel a szoftverrel rendelkezik a többi gépe is ezzel lett fejlesztve.
Persze a hozzá tartozó prosavevel és KTP OS image-el játszhatok éppen, de ha azzal sikerül is frissíteni, az SP2 úgy is megint frissíteni akar majd OS verzió eltérés miatt.Tegnap kaptam egy tippet, jelenleg az az utolsó reményem. :-)
Vasárnap kipróbálom. Ha van eredmény, le fogom írni! -
#5628
Szirty
őstag
Achilles83
#5627
Szirty
őstag
válasz
 Achilles83
#5627
üzenetére
Achilles83
#5627
üzenetére
Sajnos ez egy Basic panel, tehát buta panel. Kettő darab csatlakozó van rajta:
1. Tápfeszültség (24V DC)
2. Ethernet/Profinet (RJ45) -
#5627
 Achilles83
csendes tag
Szirty
#5626
Achilles83
csendes tag
Szirty
#5626
-
Szirty
őstag
Üdv Mindenkinek!
Akadt egy kis problémám egy Siemens KTP600 Basic color PN panellel OS update kapcsán.
A történet részleteit itt leírtam.Elnézést a link miatt, de nem akartam crosspostolni,
A válasz természetesen ide is jöhet ha van valakinek ötlete a megoldásra. -

plutokas
csendes tag
Nagyon nehéz ezt megválaszolni. Fűgg hogy milyen anyagból van a szerszám és attól is hogy milyen anyagot nyomnak bele. Fűgg hogy milyen tűréssel kell dolgozni és milyen minőségben. Sőt sokszor nem is a szerszámot cserélik csak a betétet benne. Sokszor nem is szerszámot cserélnek csak javitanak.
Van olyan szerszám ami 10 éve megy és van ami heteket bir csak ki.
Pontos választ nem lehet erre adni. Legtöbbször a szerszámkönyvbe bekerül a várható élettartam.
Tehát sokmilliós ciklus élettartam is lehet. -
coco2
őstag
Sziasztok!
Általános technikai információt szeretnék kérni bárkitől, aki műanyag fröccsöntő gépek közelében dolgozik. Amire kíváncsi lennék, hogy hány fröccsöntést bírhatnak ki a keményebb műanyag fröccsöntő szerszámok, mire "elhasználódnak". Gyanítom az érték nagyon sok10ezres, de kicsit közelebbről mennyi? Egy elméleti szélső érték érdekelne, egy nagyon maximum, aminél nagyobb tuti nincsen a gyakorlatban. (Konkrétabban azt próbálom meg becsülgetni, hány gépi ciklus tudhat végigfutni, mire kényszerűségből biztosan leszerelnek egy szerszámot, hogy újat szereljenek fel, és ez a legjobb tippem worst case gyanánt.)
-
moseras
tag
válasz
 istvannet
#5621
üzenetére
istvannet
#5621
üzenetére
Üdv!
Véleményem szerint nem feltétlenül szükséges a helyiségenkénti 0-10V-os szelep az osztó-gyűjtőn. De ha van rá pénz, akkor persze nem baj, 0-10V-os szeleppel jobb eredmény érhető el, mint egy on/off-os szeleppel. Továbbá kérdés, hogy ha nincs termosztát, akkor a helyiségben éppen bent tartózkodó emberke miként fog alapjelet állítani ?
"programban beállított alapérték"
Igen, de ezt a szobában lévő ember hogy fogja látni, hogyan fogja tudni állítani ? Lesz valami vizualizáció minden szobában, hogy egymást ne zavarják ?
Én meghagynám a termosztátokat helyiségenként (komolyabb termosztátokban van service mód, le tudod korlátozni, hogy a user ne tudjon irreális értéket kérni tőle). Ha van keret 0-10V-os szelepre, akkor olyan termosztátot keresnék, ami tud 0-10V-os szelepet szabályozni. Ha ez drága, akkor sima on/off-os szelepet választanék, ekkor a termosztát is olcsóbb. Persze ebben az esetben ne a termosztát vigye közvetlenül a szelepeket, hanem a termosztátok jeleit te fogadd, majd te add ki a szelepeknek a jelet, így tudni fogod, hogy mikor kell indítani a szivattyút, illetve a keverőszelep PID-jét. Ha 0-10V-os lesz, akkor is valahogy tudnod kell, hogy mikor indulnak a termosztátok (a PLC-ben "VAGY" kapcsolat-ban lesznek). A puffer-t valamilyen hiszterézissel tartsd hőn. Fontos, hogy a puffer akkor is valamennyire fel legyen fűtve, ha nincs igény (valamilyen készenléti hőmérséklet-re). Ellenkező esetben, ha hosszabb ideig nincs igény, akkor esetleg a puffer kihűlhet, ha megjön az igény, akkor pedig várni kell, mire a kazán felfűti. Amíg a puffer-ben nincs legalább néhány fokkal (2-3 fok) több, mint az éppen aktuálisan kért előremenő, akkor addig ne indítsd el a keverőt, sem a szivattyút. Ha fűtesz, akkor hideg vizet semmiképp ne vigyél be a szobába.
-

istvannet
csendes tag
Köszönöm a válaszokat.
Néhány módosítás:
A keverő szelep nyitó/záró lenne, ez keverné a fűtési görbe szerint az előremenőt (külső- és előremenő hőérzékelő).
Az osztón lévő szelepek pedig 0-10V, és PID szabályozás. A helyiségekben a hőérzékelő (termosztát helyett) által mért hőmérséklet és a programban beállított alapérték szerint szabályoz a PID.
És ehhez jönne még akkor a puffer tartály.
[link] -

unashekk
csendes tag
válasz
moseras
#5619
üzenetére
Sziasztok!
Amit moseras mondott,azzal egyetértek,de véleményem szerint a puffer tartály ebben a rendszerben kihagyhatatlan..,és ebben az esetben a köröket osztógyűjtős rendszerben tudom elképzelni,ahol az időjárásfüggő szabályzás az előremenő hőmérsékletet szabályozza.A "szobákban "az osztón levő" távadós termófejek "állítják be a hőmérsékletet...Sajnos számolni kell a rendszer viszonylagos tehetetlenségével...A fenti rendszer nem új,
a vendéglátásban régóta használják...ahol a kiadó szobákban,a recepcióról vezérlik a fűtést/start-stop/
vendég függvényében...! -
moseras
tag
válasz
istvannet
#5617
üzenetére
Üdv!
A németek ilyent szoktak időjárásfüggőre:

A radiátorokra Magyarországon nem nagyon szoktak (legalábbis egyenlőre) keverőszelepet tenni.
A másik megoldás az időjárásfüggőre a negatív meredekségű lineáris egyenes (pl. -15 külső esetén 70 fok, +15 külső esetén 40 fok, közte lineárisan csökken). Ennél jobb a németek által használt görbe.
Keverőszelepeket PID-el tudod szabályozni. Tapasztalat szerint házfűtésnél elég a PI. A szakasz arányos, egy időállandós és holtidős lesz.
A keverőszelepen lehetőleg 0-10V-os motor legyen. Ha nyitó/záró relével működik, akkor inkább nagyobb legyen a mozgási ideje, mint kisebb (inkább 120-150 sec, mint 60 sec).
A helyiség termoszát legalább 10-12 percig adjon minimálisan igényt, mert ennél rövidebb idő alatt lehet, hogy a PID nem áll be.
Ha csak 1 (esetleg 2) kör megy, előfordulhat, hogy a kazán (mivel nem tudja magát tetszőlegesen alacsony teljesítményre leszabályozni) le fog állni, majd később újból elindul, majd megint megáll, stb. Ez a szabályozást zavarja. Ilyenkor vagy magasabb előremenőt kérsz, vagy be kell tenni puffert, ha nagyon gyakori a ki/be kapcsolgatás.
-

KB.Pifu
tag
Sziasztok!
Csak szeretnék "dicskedni" annyi év tanulás és egyéb munka után végre sikerült kapni egy valóban PLC -s munkát , üröm az örömben, hogy teljesen hardcore, ugyanis a comment japán rajz pedig nincs
 .
.Ki ismerős a panasonic plc-k programozásában?
Szeretnék egy sima számításos feladatot hurokkal megoldani, de a szokásos (omron, siemens) módon nem akaródzik menni.
A loop-t definiálom, de mintha nem akarna kilépni a hurokból és számol tovább amíg aktív a hurok engedélyező jele. Ezen e programrészlet jelenleg még csak papíron szimulátorban fut.
....
----------(loop lbl "n" )....
---||----( loop "n", "hurokszám")
csak nekem tűnik úgy mintha mindenképp lefutna a számolás a hurok engedélyező jeltől függetlenül egyszer?
-
istvannet
csendes tag
Sziasztok!
Fűtés szabályozásához szeretnék segítséget kérni, hogy mennyire lenne így működőképes.
Az elképzelésem nagyjából:
Három fűtési kör (radiátor). Időjárás követő szabályozás, minden külső hőmérséklethez hozzá van rendelve egy előremenő hőmérésklet.
Ez kiegészítve helyiségtermosztátokkal és ha szükséges ezek szerint lehet változtatni az adott körhöz az előremenő hőmérsékletét.Analóg bementek:
- külső hőmérséklet érezékelő
- előremenő hőmérséklet érzékelőDigitális bemenetek:
- termosztátok jeleiDigitális kimenetek:
- kazán indítás
- keringető szivattyú indítás
- szelepek nyitása/zárása -
And
veterán
válasz
DasBoot
#5614
üzenetére
Ennek az adatlapnak a 26. oldalán konkrét példákat találsz a passzív OC-kimenetre. A legfelső ábra az oldalon például megfelelhet: a 24V-os tápot a kimeneti NPN-tranzisztor kollektorára kapcsolod, az emitterét pedig a PLC (gyors számláló) inputra viszed. Az emitterkörbe rajzolt ellenállást magának a csatornának bemeneti ellenállása adja, tehát ugyanazt a fix 24V-ot lehet a kollektorra kötni, amelyet a DI-csatornákra is vinnél (vagyis a fix tápnak ugyanaz legyen a GND-je / 0V-ja, mint a digitális bemenetek referenciapontja).
Mod: a fázishelyzet / nyugalmi polaritás impulzusszámlálás vagy frekvenciamérés esetén ugye nem lényeges, de a vázolt bekötéssel csak akkor működik, ha az inputod nyelő / sink elrendezésű: [link]. -
DasBoot
aktív tag
Sziasztok! A kérdésem az lenne, hogy egy Endress + Hauser, Promag 10-es áramlásmérő nyitott kollektoros kimenetét, hogyan kellene egy Allen-Bradley plc digitális bemenetére kapcsolni, ami + 24V-ot fogad. Konkrét válaszokat várok, az elméleten túl vagyok. Köszönöm. Üdv.: Joe
-
#5613
 TotoThomas
csendes tag
TotoThomas
csendes tag
TotoThomas
csendes tag
Úgy látom And kolléga nagyon ért a dologhoz.
Lehet fel kellene vennünk a kapcoslatot, mert nekünk még sok-sok PIC fut, és időnként hozzá kellene nyúlni.
Ez a program ami ebben a PIC-ben fut, tényleg egyszerű. 4 db kétállapot, 1 analóg csatorna, és kommunikáció.
Az egész egy pici PLC-be pakolva.
Nem tudom mond e a név valakinek valamit. Nyugodjon békében: Kalocsa Péter. -
And
veterán
Nem annyira szerencse kérdése, bár úgy is fel lehet fogni. Ha nincs meg a forrás, csak az égethető bináris, akkor a program egyszerűsége szabja meg, hogy az ajánlott 'új' típus viszi-e a régi programot. Az említett 16C71 -> 16F716 esetén például eleve nincs olyan sok speciális regiszter, és a leglényegesebbek mindkettőnél ugyanazon a címen / lapon vannak. De például az ADC-hez tartozókra ez már abszolút nem igaz. A szabadon felhasználható RAM-címeknek is van közös átfedésük, de nem sok. Még a konfigurációs szó legfontosabb bitjei is megegyeznek, ide értve az oszcillátor típusát és a watchdog-ot. Bár ezek külön kezelése még hex-fájlok esetén is megoldott az MPLAB-ban, nem kötelező a binárisban lévő konfig-beállítások használata, azoktól el lehet térni. Tehát egy csak digitális I/O-t használó program akár mehet is az újabb típuson, de jó eséllyel problémás lesz, ráadásul nem biztos, hogy a gond azonnal előjön, mikor a kontroller elindul.
Ha adott a forrás (úgy tűnik, a kollégánál ez megvolt(?) ), akkor az SFR / RAM címek eltérésével nincs gond, mert a céltípus beállításával a fordító módosítja ezeket, hiszen ismeri az általa támogatott MCU-k memóriatérképét. Egy felülről nagyjából kompatibilis típusban pedig minden olyan FSR adott, ami az eredetiben is megvolt, legfeljebb akadnak újabbak is (a 16F716 például tartalmaz két újabb timert, egy CCP - capture/compare/pwm - modult, meg nagyobb RAM- és program tárterületet, ami a 16C71-ben nem volt). Tehát így egész kis vagy akár nulla lényegi (forrás-)programmódosítás árán migrálható a kód.
Nemrég kellett egy sok éve 16F876-ra írt kódot az ajánlott utód 16F886-ra költöztetnem, az nem ment módosítás nélkül, mivel ADC-t használt, azok konfigurációja meg némileg eltér a két típus között: az újnál szabadabb portkiosztás vehető igénybe, ezért az ADCON0/1 regiszterek felépítése nem azonos. De a gyártó itt elég konkrét dokumentációt adott a migrációhoz, összeszedte az apró eltéréseket, hogy mire kell figyelni a váltásnál. -
#5611
coco2
őstag
TotoThomas
#5610
coco2
őstag
válasz
 TotoThomas
#5610
üzenetére
TotoThomas
#5610
üzenetére
Csodálkozom rajta, hogy működik a program egy másik pic családba égetve. Szimplán mákod van.
-
#5610
TotoThomas
csendes tag
TotoThomas
csendes tag
Köszönöm!
Sikerült megoldani.
mivel nagyon sok (kb 100-150 db) PIC-et használunk (bár lassan fogynak ezen PLC-k) ezért gondoltam, hogy a 16c71-nek is van helyettesítője, amit meg is találtam a Microchip oldalán.
16C57-re írt programot simán teszem a 16F57-be pl
És ma a 16C71 ről lett 16F716.
A programon semmit nem kellett változtatni. Éppen úgy mint az 57-esek esetében sem, ahol nagyon sok forrás áll rendelkezésemre (bár programozni nem igazán tudom őket, csak kb értelmezem)
Másképp kell égetni, ennyi volt a trükk
Az égető egy Microchip Picstart plus, és egy MpLab 7.21 -
#5609
coco2
őstag
TotoThomas
#5605
coco2
őstag
válasz
TotoThomas
#5605
üzenetére
A 16c71 család tagjai 16c710, 16c711, 16c715. Még ha ezekbe próbálnád meg beleküldeni, talán nem is lenne teljesen esélytelen (bár még akkor sem garantált a siker). Viszont ami "kéznél volt", az másik pic család.
-
#5608
joci9
tag
TotoThomas
#5605
joci9
tag
válasz
TotoThomas
#5605
üzenetére
Na közben kaptál egy szakszerű választ is :-)
-
#5607
joci9
tag
TotoThomas
#5605
joci9
tag
válasz
TotoThomas
#5605
üzenetére
Szasza!
Csak c nyelven és PIC24F-et programoztam, de ha professzort váltasz a header fájlokban is kell matatni vagy cserélni, ha van, meg hasonlókat. Ja nem valami 18-ast is :-) jut eszembe. Ja azt meg MBLABX-el. Elfelejtettem. Mivel égeted? Szakácsfáklyával?
A PIC az nem PLC, át kell migrálni a programot.üdv
J -
#5606
And
veterán
TotoThomas
#5605
And
veterán
válasz
TotoThomas
#5605
üzenetére
(Az száz százalékos bizonyossággal gond, ha egy adott típushoz való programot egy egészen más fajtába próbálsz beégetni. Ez még azonos családon belül sem nyerő, nemhogy egy totál másik sorozatnál: a 16C egy meglehetősen régi, EPROM-alapú - kvarcablakos vagy egyszer programozható / OTP - jószág, a 16F-sorozat pedig flash-tárral rendelkező család. Ha a program csak a beégetésre való .hex-fájlban van meg, forrásban pedig nincs, akkor kénytelen vagy az eredeti típust használni. Ha megvan forrásban is, akkor esetleg átfordítható egy újabb flash-alapú típusra, de ez több-kevesebb módosítást igényel, - nagyon egyszerű program kivételével - nem csak annyit, hogy a fordítóban másik célkontrollert választasz ki: más méretű és kiosztású memóriaterület, eltérő című és funkciójú SFR-ek, más portok és egyéb perifériák, stb. Egyszerűen nem megy úgy, hogy más van kéznél, biztos az is jó lesz.)
-
#5605
TotoThomas
csendes tag
TotoThomas
csendes tag
Sziasztok!
Valaki PIC programozásban jártas?
Van egy kis program. A gáyri doksi szerint PIC 16C71 be kell égetni.
Én próbáltam PIC 16F716-ba beletenni. (Ez volt kéznél)
Bele is megy, nem ír hibát az MpLab, de a program mintha nem futna. Még annyit megteszek, hogy másféle képpen égetem, de tartok tőle, hogy csak a C71-be lesz jó a program.Lehet e ez gond, illetve valaki nem e foglalkozik program írással PIC-be.?
-

kushido2
csendes tag
Tisztelt Forumtárs
Mitsubishi AL2-24 MRD tipusu PLC vel kapcsolatban szeretnék segitséget kérni. Egy házilag megirt és jól müködő vezérlés fejlesztésében kellene segitség, Aki irta sajnos már nem érhető el ,és én sajnos teljesen zöldfülű vagyok a témában. Szeretném segitségedet, tanácsodat kérni, te tudnál e segiteni, vagy esetleg ajánlanál valakit aki a témában járatos?Mészáros Jenő 06209758051
-
plutokas
csendes tag
válasz
acer999
#5602
üzenetére
Nehéz eset a Beckhoff. Sajnos nem egy elterjedt PLC és viszonylag korlátos a felhasználhatósági köre. Éppen ezért nem túl magas az ára.
Van egy teljesen azonos kinézetű gyártó a Wago ami ugyan ilyen PLC-ket is gyárt nagy előnyével hogy az ingyenes Codesys-al programozható és van egy rettentő jó tulajdonsága a CPU-ban lávú vizualizáció ami web szerveren keresztűl elérhető.
De maradjunk a Beckhoffnál. Magyarországon azért van népszerűsége, sokszor PLC-mellé teszik mint önálló alvezérlő vagy kimondottan jó otthon automatizáláshoz is.
Ahhoz hogy ennél többet lehessen tudni mondani róla kellene tudni a pontos modellt, addig meg érdemes letölteni a TwinCAT programot amivel hozzá lehet férni és programozni. -
acer999
csendes tag
Sziasztok! Kis segítséget szeretnék kérni.. Nem vagyok a témaban járatos , hardveres részben kéne a segítség. Vettem 2 db beckhoff c2001 -es plc-t miután megnéztem az ebay-en , hogy mennyibe kerűl , olyan áron amennyiért még így tudatlanul is ( :-) ) senki nem hagyta volna ott. Keresgélem a neten hogy mihez lehet használni , esetleg kinek lehetne eladni , de sajnos nem találok rá semmit. Ez ügyben kérném a segitséget , hátha találkozott már valamelyikőtök ilyen berendezéssel. Válaszokat előre is köszönöm. Imre
-
plutokas
csendes tag
S7-Graph-ban szerettem volna késziteni egy folyamatot amelyben 2 helyen van párhuzamos futás. Arra gondoltam lesz ezzel szivás, de úgy nagyjából egyszámjegyű finomitás után megy. Amire viszont nem gondoltam hogy a folyamat egymásutániságában lesznek a gondok. Hogy fordulhat elő, hogy egymást követő pár lépés egyszerre aktiv? Komolyan vagy nagyon fáradt vagyok igy hajnali egykor vagy valami nagyon nem jól működik vagy tudáshiányba szenvedek. Egy hótra egyszerű feladatot szerettem volna megoldani kevesebb gonddal de nem sikerült. Ha van valakinek ötlete szivesen veszem.
Vagy ha valakinek van kapacitása S7-300 tök egyszerű feladatra (1 vagy 2 órás) és akar kisebb vagyont keresni, keressen meg privátba. Az ajánlat reggel 8-ig él.
Jó éjt!










 , most már van kiindulási alapom. Matematikázok egy kicsit, majd kiderül mi lesz az egészből.
, most már van kiindulási alapom. Matematikázok egy kicsit, majd kiderül mi lesz az egészből.





























 .
.


Új hozzászólás Aktív témák
- LG OLED 42C2 hibátlan, beégésmentes, 120Hz, PS5/Xbox gaming TV
- AMD Ryzen R9 5900X 12Mag / 24Szál / 3,7 / 4,8 GHz / 22 Hónap Alza.hu garancia / Beszámítás OK!
- Gainward 4060Ti Ghost 8GB / 10 Hónap Alza.hu Garancia / Beszámítás OK! Akciós ár!
- Xiaomi Redmi Note 8 Pro 64GB, Kártyafüggetlen, 1 Év Garanciával
- Apple iPhone 12 64GB, Kártyafüggetlen, 1 Év Garanciával
- Azonnali készpénzes nVidia RTX 3000 sorozat videokártya felvásárlás személyesen / csomagküldéssel
- AMD GAMER PC! Ryzen 5800X / RX 6900 XT / 32GB 3600MHz/ 1TB NVMe / 850w Gold! BeszámítOK
- ÁRGARANCIA!Épített KomPhone i9 14900KF 32/64GB DDR5 RAM RX 9070 XT 16GB GAMER PC termékbeszámítással
- 27% ASUS VY249HF IPS Monitor! 1920x1080 / 100Hz / 1ms / FreeSync
- AKCIÓ! Lenovo Thinkpad P15 Gen 1 FHD notebook - i7 10850H 32GB DDR4 1TB SSD T2000 4GB W11
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest