Hirdetés
- 💣 BLACK FRIDAY a lapcsaládon: ma akár 20%-ot is jóváírunk a vásárlásaidból! 💰
- Digitális Állampolgárság Program
- Asszociációs játék. :)
- Lenovo X13 Yoga gen2 billentyűzetcsere
- Négymagos Xeon(!) CPU LGA775-ös deszkában
- Win 10 LTSC: hülye vagyok?
- eBay-es kütyük kis pénzért
- PLEX: multimédia az egész lakásban
- Az első három kedvencem az óraszámlapok között Galaxy Watch6-on
- Csalók a Facebookon. De ennyi???
-

LOGOUT.hu



Új hozzászólás Aktív témák
-

Tomika75
tag
Üdv!
Még mindig küzdök az asszony gépével. Sehol nem találok egy értelmes használati utasítást. A jó az egészben, hogy ami videók fent vannak azok 1 évesek és nem túl részletesek. Közben volt pár frissítés és van pár olyan opció ami új és nem tudom hogyan használható? -

mumtaz
senior tag
Mi ez? Összeszedték az összes szutykot, amit találtak Ali-n és összeraktak belőle valamit, majd 179 USD-t (~65000HUF) kérnek ezért. És ez a starter kit.
Nem a tudásával van baj, hogy mit nyújt. De belőtték, hogy más filament cserélő cuccokat mennyiért adnak mások, vagy mennyiből lehet összerakni és ehhez igazították az árát egy olyan cuccnak, amit kb 15 ezer Forintból össze lehet rakni.
Adják sokkal olcsóbban és "best buy" lesz. De én inkább összeraknék magamnak egy ERCF-et kb. 70 ezerből, mint hogy ezt megvegyem. -
Sziasztok. Creality honlapján szerintem pár cucc el van árazva. Néztem ezt a Halot play resin 3d printert meg az UW-01 mosót hozzá, kuponnal 150-160 euró körül lenne a kettő együtt. Annyiért már lehet, hogy kipróbálom. Nem használtam még ilyet. Ár/érték arányban jó lehet, vagy inkább felejtős?
[ Szerkesztve ]
Are you Baby Shark? No, i'm a motherf*cking hardstyle fish!
-

Guba4
tag
válasz
 mumtaz
#47907
üzenetére
mumtaz
#47907
üzenetére
A videókat nézve a ERCF építése egy közepesen erős szopórollernek tűnik, még gyakorlott, Voronokon edzett felhasználónak is. A 3D Chameleon egy jóval egyszerűbb felépítésű és működésű szerkezetnek tűnik. Mivel számomra a 4 filament teljesen elegendő, így az utóbbi a rokonszenvesebb. Az ár más kérdés, de én ezt sem érzem irreálisnak.
A "szutyok alkatrészekről" tudnál alis linkeket adni? -
Tomika75
tag
válasz
 poli27
#47905
üzenetére
poli27
#47905
üzenetére
Ha úgy nézem akkor nem,de a feleségem nyereménye nem az enyém és jó kérdés mennyiért lehetne eladni? Viszont megérkezett hozzá a K1 max texturált lap a Fysetc-től mivel csak a Crealitynél találtam hozzá való plate-et 14 ezerért inkább megvettem 4600-ért a K1 max-ét. Kicsit mókolni kell vele mert az ütköző csavarok helye máshol van de lehet hagyom a francba mert kb. 7 millimétert van előrébb a lap ami a nyomtatási méretet nem befolyásolja. Az asztalt kiegyengettem, papírlappal belőttem jól. Kicsit még mindig furcsa, hogy ott az automata szintezés ami századra megmondja az egyenetleségeket és el is menti és mégis papírlappal kell belőni a szintet. Állítgatni is tudom az egyenetlenségeket de nem tudom miért? Erről sehol nincs egy videó sem, mert ez a legújebb firmware-el jött be az értékek pontos kijelzésével együtt.Van még 1-2 dolog amivel nem találkoztam a régebbi videókban. Aztán ott van, hogy támogatja a 160mm/s-os nyomtatást de a Creality Print alapból 50-el akarja nyomtattatni, jelenleg 100-ra állítottam és úgy nyomtat, majd kipróbálom a 160-at is. Ez a Creality Print is egy lebutított Bambu koppintás kicsit megbonyolítva. Viszont összevetettem a Prusa Slicerrel ( a Bambunál nincsen a listában ez a modell) és nagyjából 20-25%-al rövidebb időket hoz nyomtatási időnek. De amúgy teljesen szépen és jól nyomtat.
-
#47911
 szabieable
aktív tag
Guba4
#47909
szabieable
aktív tag
Guba4
#47909
szabieable
aktív tag
Azt azert vedd figyelembe, hogy az ercf mar egy ideje futo projekt rengeteg kiegeszitovel es mukodo szoftverrel. Az, hogy elore meg hatra tologatsz spoolt meg nem lesz filament cserelod. Kell egy extruder ele szerelt filament szenzor meg egy spool buffer/rewinder sem hatrany kulonben buktad az egeszet. Ha az ercf bambu akkor a chameleon egy beta creality.
nehany heten belul debutal az openAMS, az sem tokeletes de egyszerubb mint az ercf, cserebe dragabb moka is -
mumtaz
senior tag
"A "szutyok alkatrészekről" tudnál alis linkeket adni?"
Nem, mert ennyire nem ástam bele magam és elég volt a videót és képeket megnézni, hogy miből és milyen alkatrészekből tevődik össze a cucc. Pélául a hozzá adott léptetőmotorokon semmiféle jelzés nincs. Nincsenek rajta a motor adatai. Még a Creality is ráír legalább egy cikkszámot, vagy valamit.
Nem azt mondom, hogy nem működik, hanem azt, hogy irreálisan drága.
Ha az "ERCF építése közepesen erős szopóroller" is, de fényévekkel jobb ennél és árban, ha az ember szettben veszi meg az alkatrészeket és a kinyomtatott részeit, akkor 75-ből kihozható. Bár igaz, hogy össze kell szerelni.[ Szerkesztve ]
-

ParadoxH
tag
Egy kis támogatói segítséget kérnék minden markeronline-ostól. Nektek is levonták a pontjaitokat?
Törölték 30 feltöltésemet a markeronline-on. Ezeknek nem volt a nyomtatott képről feltéve csak virtuális kép. Viszont volt olyan is ami valódi fotót tartalmazott a print profilban. A mo. on minden 3-5 felhasználó így tölt fel. Az összes ismerősömnél töröltek dolgokat és levontak 10 pontot modellenként.Írtam a mo. nak privátban. Azt a választ kaptam, hogy vizsgálatot folytatnak mert túl sok volt a feltöltés és gyanús lettem. Elnézést kértek és a vizsgálat lezárulta után azt mondták, hogy visszaadják a pontjaimat. Ezeket nem kaptam vissza. Ezek szerint a feltöltés mennyiségével volt bajuk (napi 2-5 feltöltésem volt kb - és így lett egy hónap alatt 70 feltöltésem a korábbiakra). Ebből csak 30 at töröltek...Ti ezt értitek? Nincsenek bot farmjaim, nem a print profillal volt a bajuk, akkor mivel? Azzal hogy fizetni kell gondolom :)) 3-4 ismerősöm is így járt az oldalon. Nem kellene hagyjuk. Szerintem írjuk a fórumon, fb on és minden felületen, hogy ez így nem korrekt. Adjanak világos szabályokat és ne önkényesen hozzanak ilyen döntéseket.
Akit érint itt tud kommentben hozzászólni vagy lájkolni
[ Szerkesztve ]
|| Letölthető, nyomtatható 3D modelljeim: http://shorturl.at/XhGxw
-

Emunem
senior tag
válasz
 ParadoxH
#47918
üzenetére
ParadoxH
#47918
üzenetére
uff....
 Makerword-ben is voltak hasonlók, de ott volt 30 napod korrigálni, ha valami nem felelt meg a szabályzatnak (csak print profil falvastagság variálással nem ok, minden profilhoz valódi kinyomtatott kép is legyen, stb...) Én is kellett javítsak 2 dolgot.
Makerword-ben is voltak hasonlók, de ott volt 30 napod korrigálni, ha valami nem felelt meg a szabályzatnak (csak print profil falvastagság variálással nem ok, minden profilhoz valódi kinyomtatott kép is legyen, stb...) Én is kellett javítsak 2 dolgot."... hát persze ..."
-
ParadoxH
tag
válasz
 Emunem
#47919
üzenetére
Emunem
#47919
üzenetére
Az érdekes viszont az, hogy mindent 4-5 ismerősöm aki érintve van az valahogy kikerült a letöltési és főoldalon való láthatási rotációból. Gyanítom, hogy erre van valami algoritmusuk ami besorol a látott képeknél. Nagyon durván visszaestek mindenkinél a letöltések. Úgy néz ki tisztogatás van. Csak jó lenne ha olyan aki nem csal ennek nem esne áldozatául. Én rááltam valami 2d-s képekre. Nem nagy mérnöki munka
 viszont van olyan mint azé aki AI által generált 3D-s figurával versenyeket nyert korábban
viszont van olyan mint azé aki AI által generált 3D-s figurával versenyeket nyert korábban 
Legalább valami visszajelzést adtak volna, hogy tudjuk mit hol javítsunk.|| Letölthető, nyomtatható 3D modelljeim: http://shorturl.at/XhGxw
-
-
ParadoxH
tag
válasz
Emunem
#47921
üzenetére
Az ismerőseim nem azért vannak érintve mert az ismerőseim hanem attól függetlenül.
Külön érdekesség, hogy olyan csúnyán belenyúltak a rendszerbe, hogy mindenkinek drasztikusan visszaesett a letöltés / a print profil feltöltési jutalmat leredukálták 10-ről 5-re, stb.
Úgy látszik elszámolhatták magukat. Olvastam az ottani fórumon, hogy sokan jelennek meg olyanok akik leklónozzák a feltöltéseidet és a profilodat. Sokat elárul a moderációról, hogy 3-4 hétig is kint voltak a klón profilok mire törölték őket.
Tudnék még mesélni. Azzal sincs feltétlenül probléma, hogy széttárják a kezüket és azt mondják, hogy nem számítottak ennyi ingyenélőre de azzal már nagyonis hogy nem tudják megkülönböztetni a csalókat a szabálysértőktől (ha beszélhetünk egyáltalán erről, mert ez sem világos).
Van még mit csiszolni az algoritmuson
De azért nem akarok sírni sem. Egy nyomtató és 20kg filament kijött 2 hónap alatt nekem a pontokból.
|| Letölthető, nyomtatható 3D modelljeim: http://shorturl.at/XhGxw
-
mumtaz
senior tag
Szerintem pedig nagyon is ide tartozik, mert a Maker Online szervesen kötődik a 3D nyomtatáshoz. Az pedig, hogy ParadoxH fórumtársnak gondjai vannak az MO-n, az másokat is érinthet, mert akárhogy vesszük, a 3D nyomtatás nem pusztán a gépekről szól, hanem a modellekről is. És itt a topicban vannak jó páran, akik a kifejezetten 3D nyomtatható modelleket nem csak letöltik, hanem fel is töltenek Thingiverse-re, Maker Online-ra, Printables-re. Néhányan pénzt is keresnek a modellekkel, vagy 3D nyomtatással.
Számukra pedig nem elhanyagolható információ, amit ParadoxH közzétett.

-
#47925
 peugeotmate
őstag
peugeotmate
őstag
peugeotmate
őstag
Sziasztok,
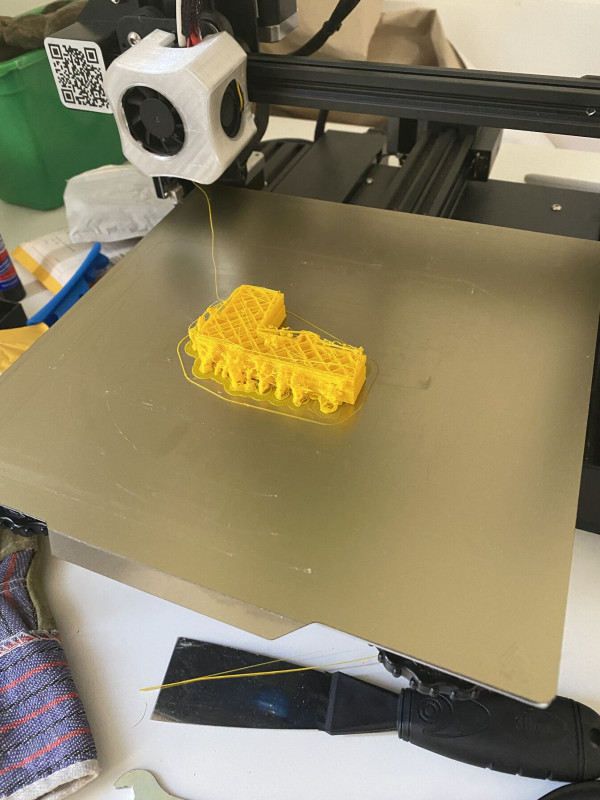
még mindig szívok az Ender 3 v2-vel. Hosszú ideje nem nyomtattam vele, és mióta újra használnám, egyszerűen kaka az egész.
 Ami általánosan a probléma minden esetben: sosem sikerült végigérnem a nyomtatással, mindig valamelyik szintnél abbahagyja a nyomtatást és a pályát ugyan bejárja a fej, de anyag nem jön többet. Mintha eldugulna a nozzle. Utána az extruderre kézzel rásegítve újra jön az anyag. PETG és PLA-val vegyesen ugyanez a helyzet. Van olyan tekercsem amivel jobb az eredmény, van amivel rosszabb. 0.6mm-es nózival próbálkozom.
Ami általánosan a probléma minden esetben: sosem sikerült végigérnem a nyomtatással, mindig valamelyik szintnél abbahagyja a nyomtatást és a pályát ugyan bejárja a fej, de anyag nem jön többet. Mintha eldugulna a nozzle. Utána az extruderre kézzel rásegítve újra jön az anyag. PETG és PLA-val vegyesen ugyanez a helyzet. Van olyan tekercsem amivel jobb az eredmény, van amivel rosszabb. 0.6mm-es nózival próbálkozom.
Amit még hozzá szeretnék tenni, hogy a filamentjeim is már másfél-két évesek átlagosan. És egész nyáron egy tetőtéri szobában voltak tárolva, ahol némelyiket közvetlen nap is érhette. Plusz baromi meleg lehetett ott (volt bnőmék házában...), szóval lehet tönkre ment mind.Mi a következő lépés a debuggingban?
Próbáljam meg egy telejesen új filament tekerccsel a nyomtatást? Esetleg az extruder szart be? Hőprobléma?
[ Szerkesztve ]
meg
-
#47926
 Joshi
titán
peugeotmate
#47925
Joshi
titán
peugeotmate
#47925
Joshi
titán
válasz
 peugeotmate
#47925
üzenetére
peugeotmate
#47925
üzenetére
Milyen volumetrikus sebesség van beállítva? Csak mert a 0.6-os nozzlehoz azért már kell az anyag rendesen. Vagy esetleg csökkentsd a nyomtatási sebességet, sokszor az is segít ilyen eseteknél. Az lenne a legjobb, ha beírnád a nyomtatási beállításaidat. Az alábbiakat mindenképpen. Mondjuk PLA esetében.
volumetrikus sebesség
nyomtatási sebesség
nozzle hőfok
bed hőfok.ui.: még letesztelhetnéd, hogy az extruder mennyi anyagot tol ki mondjuk 100mm-nél. Jelöld be a filamentet, majd az extrudálás után mérd le vonalzóval/tolómérővel hogy mennyi az annyi. Ezt elvileg felfűtött nozzleval nozzlen keresztül kellene, de jó csak úgy is.
[ Szerkesztve ]
-
Joshi
titán
"Ezt elvileg felfűtött nozzleval nozzlen keresztül kellene, de jó csak úgy is."
Úgy értem, hogy nyilván az extruder után méred meg közvetlenül, nem pedig az olvasztott filamentet. Azért jobb ez a mérés, mert a nozzlen keresztül nagyobb az ellenállás. Az extruder fogaskerekei nem foroghatnak el semmilyen körülmény között. -
#47928
Gondwana
addikt
peugeotmate
#47925
Gondwana
addikt
válasz
peugeotmate
#47925
üzenetére
Nem függőleges, hanem oldalra áll a csorgás = szennyeződés a nozzle-ben. Valami, ami pici, 250°C-ig se olvad de forgolódik az olvadékban, pl. filamentre tapadt kosz. Én lustaságból nozzle-t cserélnék, de a cold-pull is kitakaríthatja.
... megy a csiga hazafelé ... (One World One Dream One More Thinkpad, Please [ o] )
-
#47929
Emunem
senior tag
peugeotmate
#47925
Emunem
senior tag
válasz
peugeotmate
#47925
üzenetére
A filament próbája a hajlitás, ha egy 90• hajlitást nem bír el, mert törik mint a ropi, akkor kuka a filament egy (!!) része. Addig tekerd le, amíg olyan törékeny. Utána nozzle csere, extruder fogak állapotának felmérése, stb amit a többiek javasoltak. Másik, nyomtatási profilban is 0,6-os nozzle van kijelölve??
Mert nem mind1, csinálj egy print screent a szeletelési beállitásokról, lehet többet tudunk meg."... hát persze ..."
-
ParadoxH
tag
válasz
Emunem
#47930
üzenetére
Jelentem mindenkinek akit érint (és külön elnézést kérek azoktól akiknek ez spam
 ), hogy a tegnapi népmozgalmi akciónk hatására a mo moderátorai felültek a harci lovaikra és mindenkinek visszaadták a pontjaikat is akiket érintett.
), hogy a tegnapi népmozgalmi akciónk hatására a mo moderátorai felültek a harci lovaikra és mindenkinek visszaadták a pontjaikat is akiket érintett.
Továbbá volt egy szinte mindenki által tapasztalt nagyon durva letöltéscsökkenés a napokban: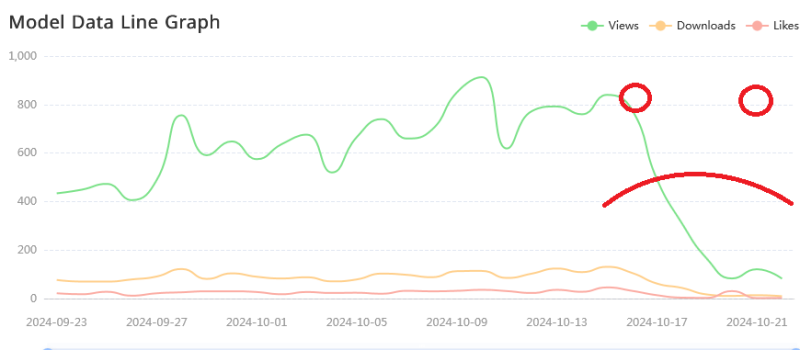
Ezért is volt értelme cigánykodni és picsogni. Az egyik moderátor mesélte, hogy belenyúltak komolyabban az algoritmusba. Mivel emiatt is sokan panaszkodtunk ezt is visszaállították a korábbi rendszerre.
Szóval ismét lehet gürizni az ingyen filamentekért és nyomtatókért. Jó feltöltést mindenkinek és köszi az aktív támogatást az itteni mo. on kollégáktól is
Mégegyszer elnézést a spamért.|| Letölthető, nyomtatható 3D modelljeim: http://shorturl.at/XhGxw
-

5leteseN
senior tag
válasz
ParadoxH
#47931
üzenetére
Szép eredménye, a (szerintem is)jogos tiltakozásotoknak!

Jól csináltátok
..."amúgy+": Ha ez a (szerintem is részben) ide illő terület várhatóan több helyet és hozzászólást fog igényelni, akkor itt (lesz) az ideje erre létrehozni erre egy fórum-témát.
Ez a dolgok menete egy változó világban!
Nincs ezzel semmi gond! ...szerintem.[ Szerkesztve ]
-
#47933
peugeotmate
őstag
Joshi
#47926
peugeotmate
őstag
Köszi a gyors választ!
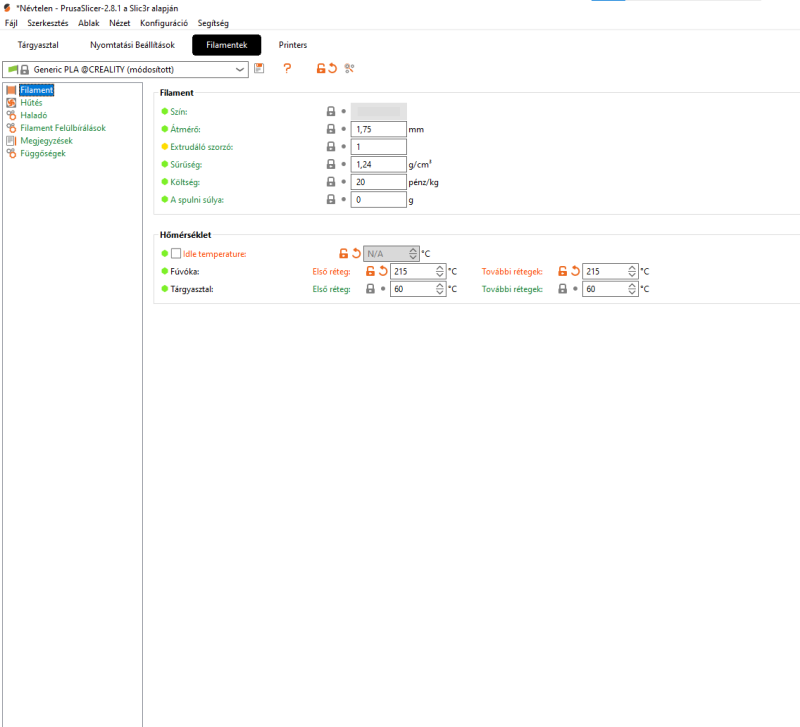
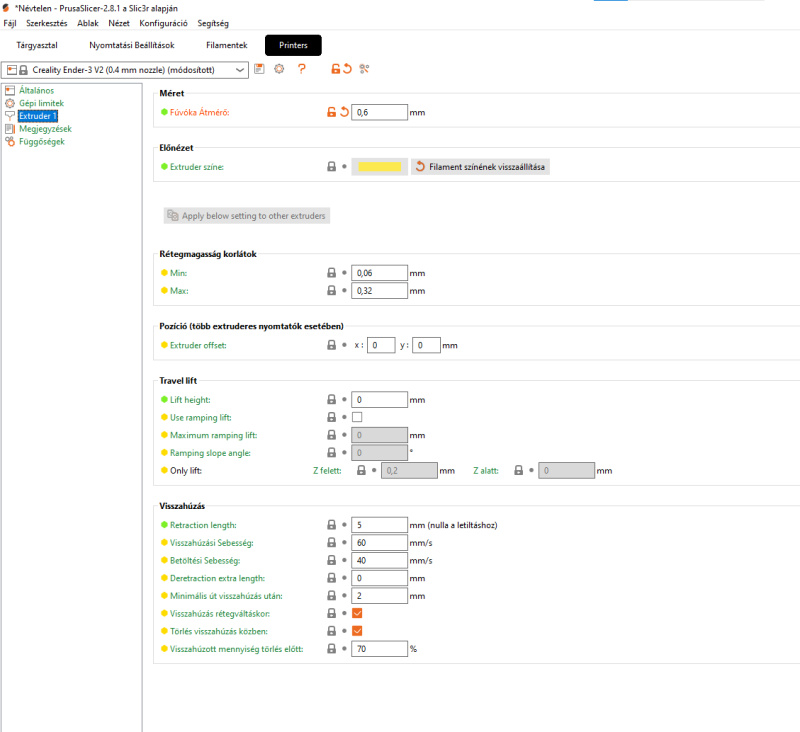
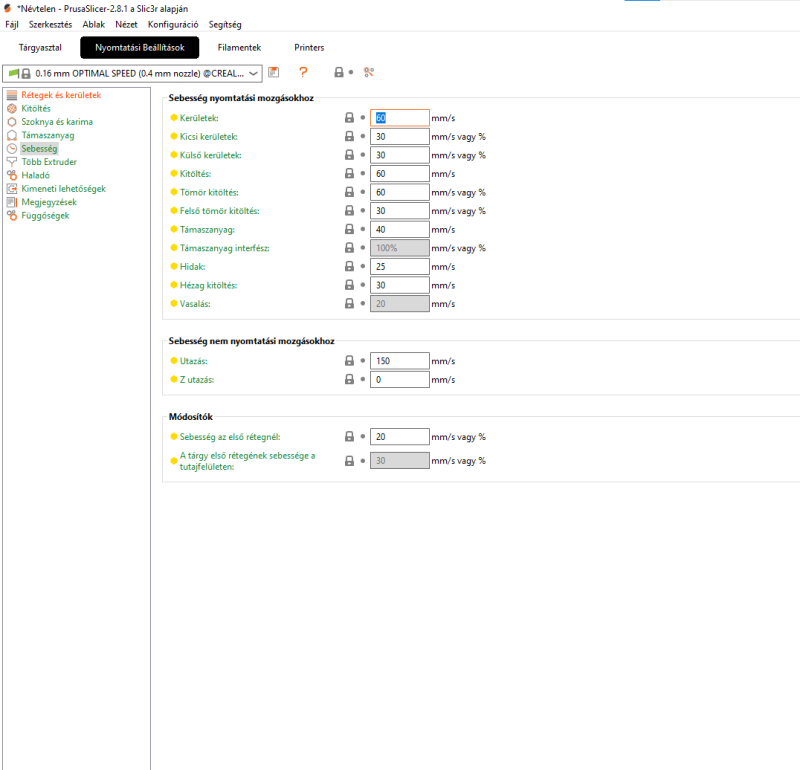
Csatolom a beállításokat sceenshoton (PLA-hoz, PETG-nél 240 a nozzle hőmérséklete):
Az extruder teszt megvolt (minden anyagnál megcsinálom fűtött nózival), 100 mm-t tol ki magából. Gondwana
Vatta új Creality 0.6 nózival próbálkozom, most cseréltem. 0.4-el is ez volt a helyzet, sőt általában előbb eldugult.
A cold pull pontosan micsoda?Emunem
Köszi a tippet! A filamentek amikkel próbálkozom nem ropik, rugalmasak. Némelyik PETG nedves, mert amikor átmennek a nózin, akkor hallani kis pattogó-sistergő hangot.
Extruder fogaknál melyik részt nézzem? Mit fotózzak le hogy egyértelmű legyen, kopott-e? meg
-
#47934
Joshi
titán
peugeotmate
#47933
Joshi
titán
válasz
peugeotmate
#47933
üzenetére
PLA-hoz nagyon magas hőfok a 215 C°, azt mindenképpen vedd le 200-205 C°-ra. Persze lehet rossz a nozzle hőmérséklet szenzora is. Aztán az alábbi képet linkeld, hogy neked milyen értékeken van. Illetve ha eldugulna a nozzle, akkor azt csak úgy tudnád kitakarítani, ha szétszeded és tűvel kipiszkálod. Én mindenképpen az extrudert vizsgálnám meg tüzetesebben, mert szerintem az nem tolja rendesen a filamentet. Nyomtatás közben figyeld, hogy nyomja-e az anyagot folyamatosan.
0.6-os nozzlehoz be lehet állítani magasabb rétegmagasságot. A 0.4-es nozzlehoz a legoptimálisabb a 0.18-0.20 mm-es rétegmagasság.

[ Szerkesztve ]
-
ParadoxH
tag
válasz
peugeotmate
#47933
üzenetére
Én a helyedben 2 dolgot tennék első lépésekben. Megnézném egy másik új filamenttel amelyik nem volt szélsőséges időjárási körülményeknek kitéve hosszabb távon
Illetve csinálnék pár tesztet a filamentekkel
tower test
cooling test
pressure advance test
max volumetric speed test
stbMinden teszt megfelelő értékével fokozatosan ments el egy filament profilt és próbáld meg úgy is a nyomtatást.
Ha biztosan tudod hogy a filament profilod nagyjából be van kalibrálva egy tűrhető értékre és nagyjából csökkenthető annak az esélye, hogy beállítási vagy kalibrációs probléma akkor kezdeném vizsgálni a mechanikai problémákat.
#47932 5leteseN
Köszi
Nem hiszem, hogy szükség lesz új topicra. Max 3-4x ha szóbakerült eddig érintőlegesen a fórumon a téma.[ Szerkesztve ]
|| Letölthető, nyomtatható 3D modelljeim: http://shorturl.at/XhGxw
-
#47936
peugeotmate
őstag
Joshi
#47934
peugeotmate
őstag
Köszi a választ!
A max térfogati sebességem 15 mm3/s jelenleg. 10-re visszavéve várható jelentősebb javulás?
A rétegvastagság 0.16 jelenleg nálam, feljebb veszem.
A hőmérséklet szenzort hogy lehetne a legjobban debuggolni, hogy biztosan jó-e?
Az extruder dolgozik, illetve a 100mm-es tesztet is hozza (nem szélsőséges értékek mellett). De én is gyanakszom rá.ParadoxH
Köszi a tippet.
Pont egy Colorfabb elefántfüves bontatlan PLA-m van csak itthon nem régről, nem tudom ez mennyire vinné félre a tesztet. meg
-
#47937
Emunem
senior tag
peugeotmate
#47933
Emunem
senior tag
válasz
peugeotmate
#47933
üzenetére
esetleg egy jófajta tolómérövel nézdd már meg, hogy mennyire egyenletes az a filament méret... sztem van az néhol 1,50mm, vagy alatta...
Extruder kerekeket, amik adagolják a filamentet. Az a részt kell nézni, ahol maga a filament megy végig, nem-e koptak el a fogak, aztán csak szopogatják a filamentet, mint nagyanyám a sózott sonkát. "... hát persze ..."
-
#47938
Emunem
senior tag
peugeotmate
#47936
Emunem
senior tag
válasz
peugeotmate
#47936
üzenetére
mondjuk ha már elég régen állt, akár a hövezetö paszta is kiszáradhatott benne...
azaz hiába mutatja a höfokot, ha nem kapja meg a nozzle.
[ Szerkesztve ]
"... hát persze ..."
-
#47939
 katyilkadr
csendes tag
katyilkadr
csendes tag
katyilkadr
csendes tag
Tudnátok segíteni, hogy az artillery genius pro nyomtatómon hogy lehet az áramszünet/szünet módot be/ki kapcsolni? Kb. három éves a vas, most próbáltam szüneteltetni a nyomtatást, de nem tudja folytatni. Újkorában tudta.

[ Szerkesztve ]
-
#47940
peugeotmate
őstag
Emunem
#47937
peugeotmate
őstag
válasz
Emunem
#47937
üzenetére
Oksi, dokumentálom az extruder fogakat!
Hővezető pasztát van értelme házilag cserélni? Lehet egyáltalán? Bevallom, amióta a Bambu A1 Mini ára bezuhant 90k körnéykére, azóta minimális szívást szeretnék bevállalni az Enderen. Bár gondolom egy új extruder és esetleg a fűtéshez cuccok nem olyan drágák...vagy? meg
-
#47942
Joshi
titán
peugeotmate
#47936
Joshi
titán
válasz
peugeotmate
#47936
üzenetére
A térfogatáramot hiába állítod irreálisan magas értékre, attól azt még tudnia kell a nyomtatónak. Az Ender 3 v2 gondolom tud egy értéket, ami fölött már nincs értelme. Viszont ez összefügg a nyomtatási sebességgel. Olyan értéket kell beállítani, ami összhangban van a nyomtató tudásával. Azért írtam, hogy ilyenkor minél alacsonyabb sebességet kell eszközölni, hogy az anyag adagolása folyamatos legyen, ne az legyen a szűk keresztmetszet. Persze még van más egyéb ok is ami gondot okozhat.
0.6-os nozzlehoz 0.16mm-es rétegmagasság?!
 Pont az a lényege a nagyobb nozzlenak, hogy gyorsabban nyomtass, aminek feltétele a nagyobb rétegvastagság.
Pont az a lényege a nagyobb nozzlenak, hogy gyorsabban nyomtass, aminek feltétele a nagyobb rétegvastagság.
Nozzle hőmérséklet ellenőrzésére egy Alis hőmérő megfelelhet, de ez jó a bed hőmérsékletének ellenőrzésére is.[ Szerkesztve ]
-
#47944
Joshi
titán
peugeotmate
#47943
Joshi
titán
válasz
peugeotmate
#47943
üzenetére
Részletesebb modellhez minimum a 0.4-es nozzle kell, de még inkább a 0.2-es. Én nyomtattam 0.4-es nozzleval 0.13mm-es rétegvastagsággal aránylag lassú nyomtatással (60mm/s). Na az elég jó lett.
De nálad valami alap probléma van, mert értékelhetetlen a nyomatod.ui.: nálam azért van 10-es értéken a térfogat áram, mert a PrusaSlicer nekem a régi Anycubic Kossel Delta nyomtatómhoz volt beállítva. Az kb ennyit tudott.
Nagyon fontos dolog, hogy egyszerre csak egy dolgot állíts, de azt lehetőleg olyan mértékben, hogy legyen látszatja. Azért fontos hogy egyszerre csak egy dolgot állíts, mert különben nem fogod tudni hogy mi okozott változást. Szóval érted, logikusan.
[ Szerkesztve ]
-
#47946
Joshi
titán
peugeotmate
#47945
Joshi
titán
válasz
peugeotmate
#47945
üzenetére
Nem jó, ott valami komolyabb gond van. Nem tudom hogy Ender 3 v2-nél hogy van az Extruder fogaskerekeinek szorítása, de ott keresd a hibát. Az Extruder egy vagy kétoldalas fogaskerekes megoldással továbbítja a filamentet?
-
#47949
mumtaz
senior tag
peugeotmate
#47943
mumtaz
senior tag
válasz
peugeotmate
#47943
üzenetére
Mivel vagy 2 éve én is szívtam E3v2-vel a gyári motyókkal, így azért megosztanám, mert itt is ment a diskurzus anno, amire nem volt magyarázat. De aztán kiderült, hogy mindennek az okozója a fránya gyári hotend, ami tényleg konkrétan egy hulladék.
Akkor ment próbaképpen, például, hogy nagyobbra állítottam a visszahúzást, ami csak olaj volt a tűzre. Két marha nagy hibája van gyárilag a nyomtatónak. Az egyik a fehér PTFE cső, ami kevésbé hőálló, mint mondjuk a kék "Capricorn" és néha még a méretezése is túl nagy. Nekem gyárilag a fehér cső belső átmérője bő 2mm volt.
A másik hiba meg magának a hotendnek a kialakítása. Ez a hiba egyrészt kézen fogva a fehér PTFE csővel, hogy a nozi baromi rövid, a másik meg, hogy a PTFE cső beér a nóziig már bőven a túl meleg részig, amit ez a cső marhára nem tolerál és szétolvad/beszűkül/vissza zsugorodik. Na itt két dolog fordul elő. Az egyik, hogy a filament beolvad a nózi menete és a PTFE cső vége közötti résbe. Néha a fűtőblokk tetejére ki is jön a szilikon zokni alá. És itt még nem is feltétlenül biztos, hogy időben észreveszed, mert még nyomtat, de már az egész fűtőblokk külseje egy nagy műanyag mócsing.
A másik a visszahúzás, hogy az olvadt filament, ha túl sok a visszahúzás, akkor szépen felkenődik a PTFE cső falára és az újabb olvadt filament visszahúzások mindig egy kicsit feljebb tolják a hidegebb részbe, míg a végén annyira lehűl, hogy a filament megszorul. Ha ilyenkor lekapcsolod a nyomtatót és vele leáll a hűtés, akkor esélyes, hogy a még forró fűtőblokk és a hűtés hiánya miatt némiképp melegedő hűtőblokk miatt újra fellágyul, vagy meg is olvad és esetleg akár lejjebb is ereszkedik és utána megint újra tudsz nyomtatni, míg a probléma újra be nem következik.
De ez is egy kicsit paradoxon, mert eleve még normális állapotban sem szabad a nyomtatás végeztével azonnal lekapcsolni a nyomtatót, mert a rendes filament is szépen megolvad a csőben, majd, mikor már lehűlt, akkor lesz egy szép dugó, ami ki sem fog olvadni, mert ha újra bekapcsolják a nyomtatót és felfűtik a hotendet, a hűtés amúgy is megakadályozza, hogy ebben a csőszakaszban a bedugult anyag újra felolvadjon.
Illetve van még egy dolog, ami ebben közrejátszik és az valóban a túl nagy flow rate, ahogyan az meg is lett említve, mert amit nem tud a nózin kipréselni, az is olvadékként szépen feltorlódhat a PTFE csőbe. -
#47950
katyilkadr
csendes tag
mumtaz
#47949









 Én már tuti kibaxtam volna
Én már tuti kibaxtam volna 








![;]](http://cdn.rios.hu/dl/s/v1.gif)







 Makerword-ben is voltak hasonlók, de ott volt 30 napod korrigálni, ha valami nem felelt meg a szabályzatnak (csak print profil falvastagság variálással nem ok, minden profilhoz valódi kinyomtatott kép is legyen, stb...) Én is kellett javítsak 2 dolgot.
Makerword-ben is voltak hasonlók, de ott volt 30 napod korrigálni, ha valami nem felelt meg a szabályzatnak (csak print profil falvastagság variálással nem ok, minden profilhoz valódi kinyomtatott kép is legyen, stb...) Én is kellett javítsak 2 dolgot. viszont van olyan mint azé aki AI által generált 3D-s figurával versenyeket nyert korábban
viszont van olyan mint azé aki AI által generált 3D-s figurával versenyeket nyert korábban 










 ), hogy a tegnapi népmozgalmi akciónk hatására a mo moderátorai felültek a harci lovaikra és mindenkinek visszaadták a pontjaikat is akiket érintett.
), hogy a tegnapi népmozgalmi akciónk hatására a mo moderátorai felültek a harci lovaikra és mindenkinek visszaadták a pontjaikat is akiket érintett.










 Pont az a lényege a nagyobb nozzlenak, hogy gyorsabban nyomtass, aminek feltétele a nagyobb rétegvastagság.
Pont az a lényege a nagyobb nozzlenak, hogy gyorsabban nyomtass, aminek feltétele a nagyobb rétegvastagság.


Új hozzászólás Aktív témák
Hirdetés
- Elemzés A 3D nyomtatás sikerének alapja
- HiFi műszaki szemmel - sztereó hangrendszerek
- Projektor topic
- LEGO klub
- Gitáros topic
- MIUI / HyperOS topik
- Elemlámpa, zseblámpa
- Számtech boltosok memoárjai, azaz amikor kiborulunk...
- Milyen egeret válasszak?
- 💣 BLACK FRIDAY a lapcsaládon: ma akár 20%-ot is jóváírunk a vásárlásaidból! 💰
- Anime filmek és sorozatok
- További aktív témák...

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest