Hirdetés
- sziku69: Fűzzük össze a szavakat :)
- f(x)=exp(x): A laposföld elmebaj: Vissza a jövőbe!
- vrob: Próbálkozás 386 alaplap újraélesztésre
- Luck Dragon: Asszociációs játék. :)
- Parci: Milyen mosógépet vegyek?
- eBay-es kütyük kis pénzért
- sziku69: Szólánc.
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Sapphi: StremHU | Source – Self-hostolható Stremio addon magyar trackerekhez
- Pajac: Windows XP még mindig letölthető
Új hozzászólás Aktív témák
-

crucified
tag
válasz
 byte-by
#7346
üzenetére
byte-by
#7346
üzenetére
Szia, ez csak azért érdekes, mert ebből a CPU családból ( OMRON CP1L ) több is van a cégnél és a többit simán fel tudtam tölteni a Windows eredeti tizedes elválasztó beállításaival. Ezért nem értettem első körben, hogy mi lehet a baj, előtte más gép CPU-ját simán kezelte. Ráadásul ugyanaz a cég programozta anno.
De én is köszönöm az infót.
-

byte-by
tag
ha már itt tartunk, akkor még egy dolog.
mivel, mint jeleztem több japán masinával volt-van dolgom, ezek alapvetően NPN rendszerű, pozitív sarok-földelésű gépek.ajánlatos japánosítani a laptop dugvilláját csípőfogó által, vagy a kevésbé temperamentumosak vehetnek is
földelés nélküli dugvillával rendelkező adapter kábelt.a plc memóriájának kiégetése és a HMI-k tönkretételének esélye ezek hiányában nagymértékben megnő.
sőt, ha van dokkoló egység, annak szigetelése is ajánlatos, vagy legalább vigyázni, ha a laptopot
a gépre rakjuk, terepi küzdelmek során.saját (de nem személyes) tapasztalatom, hogy képes a dokkoló egység csatlakozóján keresztűl indukálódott
potenciál az USB portot közbeiktatva, egy HMI-t az örök hexa-mezőkre küldeni. vagy legalább is csere javításra, jó pénzért.ja, és a hálókábel csatlakozóból tökéletesen megfelel a műanyag.
-
byte-by
tag
válasz
 crucified
#7345
üzenetére
crucified
#7345
üzenetére
Ezt alapból érdemes megcsinálni, valóban sok problémát előzhet meg.
egy példa, elég sok japán géppel foglalkozom, ha ez a beállítás nem lenne, csúnya error-okat lehet vele csinálni.amit persze nem tudsz vissza csinálni,csak ha van elmentett projekted eredeti szimbólum listával.
de,igaz jobb felhívni rá a figyelmet. -
crucified
tag
Sziasztok, Omron Cx-Programmer v9.0-ban próbáltam feltölteni egy CPU-ból a programot és argumentum hibát írt ki.
A megoldás az volt, hogy a Windows Vezérlőpulton belül a tizedes elválasztót át kellett írnom "vesszőről" "pontra" és működött a feltöltés.
Csak ha valaki ilyennel találkozik írtam le, hogy ne küzdjön annyit mint én küzdöttem vele, de ha ez ismert info akkor bocs a bejegyzésért.
-

mcwizard
tag
Sziasztok!
Jó ideje küzdök egy problémával és nem sikerül megoldani és ebben kérném a segítségeteket, hogy mit nem állítok be jól. A problémám az, hogy van egy CP kártya, aminek az idejét időszerver szinkronizálja, de ezt az időt a CPU-nak sehogy sem sikerül átadni.
CPU: S7-1200, 1214 (Firmware: 4.2)
CP: 1243-1 (Firmware: 2.1.77)
A help szerint ezeknél a FW verzióknál az időt automatikusan megkapja a CPU is, nem kell programban megoldani. S7-1500 CPU és CP esetében minden gond nélkül működik. Összehasonlítottam az 1500-as és 1200-as beállításait, de ami közös, azok egyformán vannak beállítva a CPU és a CP kártya esetében is.
Előre is köszönöm az esetleges segítséget.Üdv,
-
#7341
 Miertvansote
tag
Szirty
#7338
Miertvansote
tag
Szirty
#7338
Miertvansote
tag
Sziasztok!
Megcsináltam végül, rengeteg rung/network felhassználásával.

Azt csináltam, hogy először szűröm az anyag nevét, aztán megnézem, hogy melyik késcsoport van hozzárendelve, aztán, a hozzárendelt késcsoporthoz tartozó értékeket moveolom a kimenetre. Csomó EQU és Move utasítás, de legalább meglett. Köszi a tippeket.
-

rsf
senior tag
Azért az Allen Bradley PLC nem Siemens S7 300..
Létrában mindent meg lehet csinálni..
A tömb kezelés is elég egyszerű. Tomb[5]
Ez már a Tomb 5.eleme de simán beírható oda egy tag
Amit már lehet növelni, cimezgetni..
Bár a Tia portál és egy S7 1500 után ez a studio 5000 elég fapad..
Üdv. -
#7338
 Szirty
őstag
Miertvansote
#7337
Szirty
őstag
Miertvansote
#7337
Szirty
őstag
válasz
 Miertvansote
#7337
üzenetére
Miertvansote
#7337
üzenetére
Létradiagramban tömb és adat kezelés?
Kiváló ötlet! Mi baj lehetne? -

moseras
tag
válasz
Miertvansote
#7335
üzenetére
Üdv!
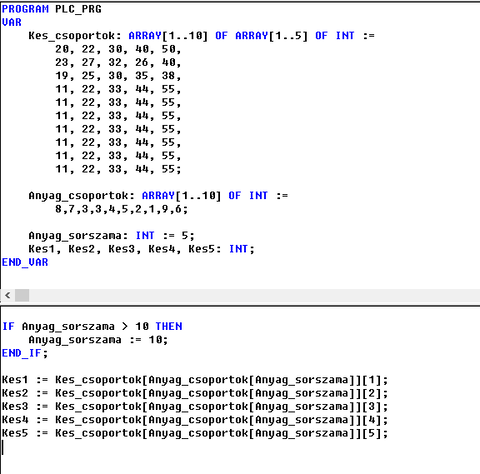
Sajnos azt sem tudjuk, hogy milyen PLC-re készülne, és az a típus milyen változókat, milyen nyelvezetet támogat. Ez ST-ben (Codesys) készült, de a Siemens féle STL is hasonló, esetleg a tömböt máshogy kell deklarálni (ha esetleg nincs többdimenziós tömb, akkor egy dimenziós tömbbel is megoldható egy szorzással).
Röviden annyi, hogy létrehoztam tömbben tömböt, ahol 10 sor van (Kés programok számának megfelelően), és 5 oszlop (az 5 Késnek megfelelően), ez tárolja a kések méreteit. Aztán egy másik tömböt, az anyagcsoportoknak, amelyben a Késcsoportok indexeit tároltam el. Az Anyag_sorszama változóba valahogy bekerül (te teszed bele vagy kiválasztja valaki a vizualizáción), hogy melyik csoportba tartozó anyagról van szó, ez alapján kikeressük az indexet az Anyag_csoportok tömbből, majd ezen index alapján kikeressük a kések méreteit a másik tömbből mind az 5 késre. így összességében az anyag típusa alapján lesz 5 kés méreted.
Persze az nagyon fontos, hogy az index ne lépje túl a tömb méreteit, tehát ha mondjuk 20 anyagcsoport van, de te a 30-as csoportot keresed, akkor ezt Neked le kell kezelni, valamit ilyenkor tenni kell, Illetve ha 10 kés csoport van, akkor te nem hivatkozgatsz a 15-ös kés csoportra, ezt szintén Neked le kell tudnod kezelni korrekt módon (riasztás, hibaüzenet, stb).
Imi.
-
-
moseras
tag
válasz
Miertvansote
#7333
üzenetére
Üdv!
Ha jól értem a kérdést, akkor valami hasonló:
Imi.
-
#7333
Miertvansote
tag
Miertvansote
tag
Hellotok!
Ti hogyan oldanátok meg a következő problémát?
Van 5 darab kés. mindegyik kést be lehet állítani, hogy hány mm széles anyagot vágjon. Első körben kell csinálni 10 csoportot, hogy melyik kés mennyit vágjon.
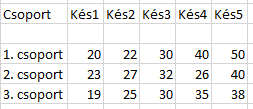
A számokat majd TP panelen lehet módosítani. most csak beirkáltam pár számot a példa kedvéért.
Ezeket ha megadtuk, akkor van másik jó sok fajta anyag és ezekhez kell hozzárendelni a csoportokat, de változtathatóra kell megcsinálni. Ezt is majd a panelen lehet kiválasztani, hogy melyik anyaghoz melyik csoportot választják.
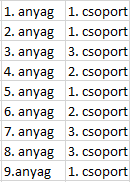
Még több anyag is van, de ezt a képet csak a példa miatt raktam be.
Én először arra gondoltam hogy ilyen egyenlőség instruction okkal megoldom, de így nagyon sokat kellene programozni, van valakinek erre valami tippje ? Vagy egy kis indító gondolata, hogyan is lehetne ezt megoldani, elegánsabban.
Köszönöm előre is a segítségeteket.
-
#7332
Szirty
őstag
tooomikaaa01
#7331
Szirty
őstag
válasz
 tooomikaaa01
#7331
üzenetére
tooomikaaa01
#7331
üzenetére
Basic panelek nem tudják. Ha ilyened van felejtsd el a smart acces/smart servert!
-
#7331
 tooomikaaa01
csendes tag
tooomikaaa01
csendes tag
tooomikaaa01
csendes tag
Sziasztok.
Volna még egy problémám. Hmi nél nincs lehetöségem runtime settings ben smart server beállítására.
Mi lehet a gond?
Új v másik licenc?
Vagy esetleg vakami wincc probléma.?
Tiaportal 13 és simatic wincc professional v13 ezeket raktam fel.
Segítséget előre is köszönöm. -
#7329
 SafE84
tag
tooomikaaa01
#7326
SafE84
tag
tooomikaaa01
#7326
SafE84
tag
válasz
tooomikaaa01
#7326
üzenetére
Szia!
Ha PIWxxx -ként hivatkozol akkor is 0-át kapsz vissza?
Üdv.: SafE
-
#7328
 ratkaics
senior tag
tooomikaaa01
#7326
ratkaics
senior tag
tooomikaaa01
#7326
ratkaics
senior tag
válasz
tooomikaaa01
#7326
üzenetére
A QAA24 jó (nem szakadt, vagy ilyesmi)?
/Szoba hőmérsékleten 1kOhm körüli értéket kell rajta mérni multiméterrel./ -
#7326
tooomikaaa01
csendes tag
tooomikaaa01
csendes tag
Sziasztok.
Segítséget szeretnék kérni LG-NI 1000 hőfok mérő beüzemeléséhez. Bármit is kötözgetek csinálok minidig 0-át ad.
-Tiaportalban V13
-cpu 315-2 pn dp + ET200SP
-analog bemenet 6ES7 134-6JD00-0CA1 AI 4xRTD/TC 2-,3-,4-wire HF
-Termosztát Siemens QAA24
Hadware configban kiválsztom a 2 vezetékes lg ni 1000 beállítást és ugy sem ok valami.Kérlek segítsetek.
-
Szirty
őstag
Szia!
Igen, analóg bemenettel elvileg elég jól szét tudod választani hogy arra az egy vonalra kötött gombok közül melyik lett megnyomva. Pl. 0-10V-os bemenetekkel. Egy ellenállás osztót kell kialakítani, aminek az egyik tagja fix, a másik pedig gombonként változó és a bejövő feszültséggel tudod azonosítani melyiket nyomták meg.
Gond akkor van ha egyszerre többet is megnyomnak, illetve lehet hogy az nem gond, mert akkor nem lesz azonosítva a gomb."A másik probléma hogy amelyik gomb nyomva van az ott lévő elektromos zár kivételével az összes többit működtetni kellene."
Erre az lehet a megoldás, hogy amikor megnyomnak egy gombot, a bejövő feszültség szint azonosítja melyiket, akkor a PLC kiad egy nyitást a kimeneti vonalon.
De hogy ne nyíljon ki ettől az összes zár csak az amelyik gombot nyomják, a megnyomott gombra kell még egy NO érintkező ami sorba van kötve a gombhoz tartozó zárral. Így csak az nyílik ki amelyiket épp nyomják. -

lappy
őstag
Sziasztok!
Azt szeretném megcsinálni hogy van 10 különböző helyem aminél 1-1 nyomógomb van (ezek egymás után lennének fűzve!) Azt szeretném hogy a PLC-vel meg tudjam állapítani melyik gombot nyomtam meg.
Hogyan lehetséges ez?
Arra gondoltam hogy analógra kötöm és teszek mindenhova egy ellenállást és ezekkel kalibrálva meg tudnám határozni melyik lett megnyomva. Ez működne a valóságban?
A másik probléma hogy amelyik gomb nyomva van az ott lévő elektromos zár kivételével az összes többit működtetni kellene. Szintén egy szálról kellene működtetni. Erre viszont nincs ötletem Ezt vajon, hogy lehetne megoldani?
Ezt vajon, hogy lehetne megoldani?
ha valakinek van vmilyen ötlete szívesen fogadom! A lényeg hogy csak 1 szál áll rendelkezésre a be és kimenetnek! Természetes több ilyen szál lenne,de ha egy működik akkor a többi is fog. -
#7322
Rigor Mortis
csendes újonc
JAGER 10
#7320
Rigor Mortis
csendes újonc
válasz
 JAGER 10
#7320
üzenetére
JAGER 10
#7320
üzenetére
A jó ár-érték arány túl szubjektív megközelítés. Ami nekem jó árú cucc, neked lehet, hogy nem jó. Tudni kellene mennyi bír el a költségvetésed.
Ha nem ragaszkodsz a PT100-hoz és jó a PT1000 is, nem szükséges laboratóriumi pontosság, nem kell ipari kivitel, akkor ez akár jó is lehet neked:
Amennyiben kiszűröd az oldalon a gyártót (B+B Thermo-Technik), találni fogsz a kínálatban egyéb kialakítású, méréshatárú, kimenetű stb. hőmérséklettávadókat is. Mindenféle PT1000-es is található ugyanitt. Egy kis "guglizással" lehet, hogy máshol még olcsóbban találsz ilyen termékeket, ettől a gyártótól.
Én vásároltam ilyen modulokat magánhasználatra, de bevallom őszintén nem volt még időm kipróbálni ezeket.
Üdv:
RM
-
crucified
tag
Sziasztok, van két kábel (IBH Link S7++ és USB A2 PC ADAPTER), Step 7 V5.5-el kellene csatlakozni Sinumerik modulhoz. Mindkettővel elérem a programot.
A kérdésem az, hogy mi a kettő közötti különbség? Mi az amit az egyik kábellel nem lehet megcsinálni, a másikkal meg igen?
Eddig úgy tudtam, hogy bármelyiket használom ugyanúgy elérem / módosítani tudom a gépben a programot.
Köszönöm


-
Szirty
őstag
-
byte-by
tag
halo
a kérdéskör az adatblokkok kezeléséről szólt.
persze van M terület és más, de itt a DB létrehozásáról és adott esetben kezeléséről volt szó.a TIA verzióiban a DB-t egyszerű létrehozni, átnevezni vagy típusát megváltoztatni.
ha kell programonként elszeparálható , szerintem előnyös használni.
de persze ez szabadon választott. -
Szirty
őstag
"Az első mondatod nem teljesen igaz, mert ott az M-es terület! "
Sőt ott az I terület is. Meg a Q, No meg a PI, a PQ...
Igazából csak definíció kérdése és nincs éles határ sem, mert igaz hogy a DB-kre nem lehet hivatkozni amíg azt létre nem hoztuk, de maga a memória a HW-ben ott van azért.
No meg az M-es (és többi) területre hivatkozás is úgy megy hogy be kell írni a symbol táblába (kvázi deklarálni kell, csak másképpen). -
#7314
 villamos bá
csendes tag
byte-by
#7313
villamos bá
csendes tag
byte-by
#7313
-
#7313
byte-by
tag
villamos bá
#7312
byte-by
tag
válasz
 villamos bá
#7312
üzenetére
villamos bá
#7312
üzenetére
halo
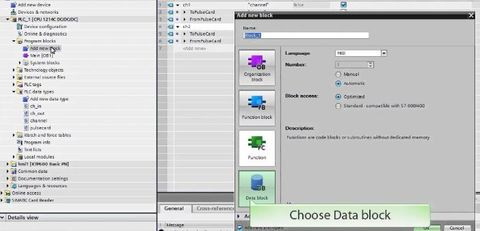
mivel itt nincsenek előre definiált memóriák neked kell létrehoznod.
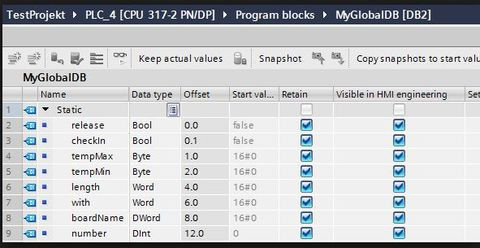
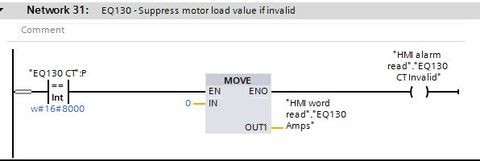
a project tree-ben a "program blocks" fül alatt a "Add new block" opciónál létrehozol egy új DB-t (Data block)
ha gondolod adsz neki saját nevet. persze használhatsz meglévő global adatblokkot. ha megvan megnyitod és egyszerűen a sorra rákattintva TAG alapon létrehozol egy memóriát. az oszlopokban (data type) ki tudod választani a típusát.
a logikádat követve legyen ez is ineger (INT). ha kell továbbiakat is létrehozhatsz.ezt aztán hasonló módon MOVE utasítással tudsz bele mozgatni pl. konstanst, ha a lépéseket akarod számolni.
de bármi mást is leeht vele csinálni.a képek internetről valók , nem saját és nem egy projekt.
-
#7312
villamos bá
csendes tag
villamos bá
csendes tag
Szervusztok!
A Step 7 TIA Portal-jában (V 12.0) hogyan lehet adatblokkokra hivatkozni? Szeretnék egy szekvenciális folyamatkövetést megvalósítani, ahol adott sorrendben lefutnak a folyamat egyes moduljai és egy memóriacímre beíródna egy Integer formátumú számérték vagy egy inkrementum hozzáadna a tartalmához. Ez pl Keyence-nél egy pl D1200 formátumú memóriacím ahová a Mov függvényhívással lehet adott értéket beíratni. Siemensnél ezt hogyan tudom megtenni? A helpet faggattam, de nem sokat segített. Légyszi részletekbe bocsátkozva reagáljatok a kérdésre, mert nagyon kínai még ez nekem. -
-
Szirty
őstag
válasz
 jmarcell
#7304
üzenetére
jmarcell
#7304
üzenetére
Ha mindegyik panel comfort panel lenne meg lehetne csinálni.
A funkció neve SmartAccess (ezt kell bekapcsolni a device settings-nél. (Egyébként közönséges VNC-vel is elérhető)A basic panelekben viszont nincs ilyen funkció épp azért mert basic (butított / egyszerűsített).
-

ZorKK
csendes tag
Sziasztok!
A TIA Portal 13-as verziójában van egy kis problémám. Menet közben a favoritok menüből (ahonnan a kontaktust, a tekercset és a rung áramút összekötő nyilakat lehet letenni a létraprogramba) a tekercs ikon eltűnt, pedig még nagyon sok segédrelét és kimenetet kellene letennem a programba. Ezt mi okozhatja? Ha új projektet hozok létre, ott sem elérhető az említett ikon.
A programming guide-ot letöltöttem, de sajnos erről a problémáról, vagy ennek a menünek a testreszabásáról nem találtam semmit.
Előre is köszönöm a segítséget! -

jmarcell
csendes tag
Sziasztok!
Olyan kérdésem lenne, hogy adott egy Siemens-es rendszer 1 db nagyobb Comfort Panellel és több kisebb Basic panellel, van rá valami mód/funkció TIA Portalban, hogy a Comfort panelról "behívjuk" a Basic panelek képernyőjét mintha azon a kijelzőn lennénk?
Előre is köszönöm a segítséget!
-
crucified
tag
Szia, akkor jársz a legjobban, ha sikerül elhelyezkedned olyan munkahelyen, ahol használnak PLC-ket, amennyiben szerencséd van akkor segítenek az ott dolgozók - feltéve ha tudnak és akarnak -, de ehhez tényleg kevés a minimális szintű elektronikai ismeret. Azonban ha érzed Magadban a kitartást és szerencséd is van, akkor hajrá.

























 Ezt vajon, hogy lehetne megoldani?
Ezt vajon, hogy lehetne megoldani?
















Új hozzászólás Aktív témák
- ÁRCSÖKKENTÉS Ravpower 6000 mAh-s mégis pici powerbank eladó
- Keresek Xbox Series S / Series X / Playstation 5 konzolokat
- Eladó egy Xiaomi 12T pro Töltővel adom
- LG 77C3 - 77" OLED evo - 4K 120Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDMI 2.1 - PS5 és Xbox!
- DELL PowerEdge R640 rack szerver - 2xGold 6138 (20c/40t, 2.0/3.7GHz), 64GB RAM,4x1G, H730 1GB, áfás
Állásajánlatok

Cég: Laptopszaki Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest