Hirdetés
- Hieronymus: Az igaz barátság kezdete
- Luck Dragon: Asszociációs játék. :)
- Lalikiraly: Mercis kalandok - Huszonkilencedik rész
- sziku69: Fűzzük össze a szavakat :)
- sziku69: Szólánc.
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- ricsi99: 6. Genes alaplap tündöklése kontra MS/Zintel korlátozásai
- f(x)=exp(x): A laposföld elmebaj: Vissza a jövőbe!
- Luck Dragon: MárkaLánc
- talmida: My Art II.
Új hozzászólás Aktív témák
-

Professzore
tag
válasz
 Tomika86
#9170
üzenetére
Tomika86
#9170
üzenetére
Ez 4-5 sor/blokk nagyjából és teljesen felesleges külső, már megírt függvényekkel szórakozni. Beállítasz egy értelmes ciklusidőt (nem a futásra, bár arra sem feltétlen elvetendő, hanem a mérésre), csinálsz 1(-2-3) mérést, ha többet, azokat gyorsan leátlagolod, összeveted az előző ciklus eredményével. Ha ez a várható töltési/ürítési sebességhez képest számolt várható értékeken durván kívül esik, akkor eldobod a mérést, mert belelógott a kar. Ha benne van és elérte a felső/alsó kapcsolási értéket, akkor beavatkozol, ha nem, akkor méred a következőt. Ha egymás után 2-3 mérést el kell dobni, akkor nyilván valami hiba van, vagyis esélyes, hogy le kell állni. Nyilván az eldobott mérés után a várt értéket korrigálni kell.
-

rsf
senior tag
válasz
Tomika86
#9167
üzenetére
A keverő mentes szakaszon kívül kell (pl. közepén x ideig) mintát venni.
Ezt akár egy felhegesztett zászló+ induktív szenzorral figyelheted.
Ennél egyszerűbb megoldás nincs.
Persze ha lassú a bemenet és lassú az ultrahangos szenzor akkor nem fog pontosan működni. De ebben az esetben semmi nem lesz igazán jó. -

n0rbert0
senior tag
válasz
Tomika86
#9164
üzenetére
Egy alul áteresztő szűrővel kicsit símítod a jelet, illetve ha az aktuális mérés nagyon eltér a korábbítól, akkor azt a mérést dobod, nem veszed figyelembe. Nyílván ezt be kell hangolni, hogy az adott folyamathoz megfelelő gyorsaságú legyen. Ennél a megoldásnál azért az fontos, hogy a lapát merevítője ne percek alatt haladjon el a szenzor alatt. No offense, de hatékonyabban lehetne segíteni, ha nem csak csepegtetnéd az infókat.
-
Professzore
tag
válasz
Tomika86
#9164
üzenetére
Ha ez bárhogy megvalósítható, egy töltési görbét (amit a PLC-n figyelsz) dobj fel ide releváns vízszintes (idő) lefolyással. Tippem szerint ez egy átlós vonal lesz kiugrásokkal benne.
Több módon lehet szűrni, de hogy melyik a jó, az pont ettől a jelleggörbétől függ.
U.i.: turbiditás szenzorokban a külső fény hatását analóg szűréssel (erősítés -- negáció -- differenciálás) módszertannal szűrik. Parádésan működik, valami hasonlót itt is lehet eszközölni. -
Professzore
tag
válasz
Tomika86
#9152
üzenetére
Nyilván vicc. Sheldon meg ebben a jelenetben különösen jó ide.
Kivételesen kevés jól dokumentált és jól kommentált kódot láttam, amelyek ráadásul még többé-kevésbé olvashatók is voltak az elfogadható változó nevezéktantól.
Egyébként az én aktuális kedvencem egy török cucc, amin konkrétan próba-szerencse alapon kellett beállítani a működési paramétereket, mert sem az elnevezésekben, sem a használati utasításban (már amit úgy adtak hozzá, hogy az az, valójában egy vicc volt) nem volt egyértelmű, hogy mi merre hány méter. Ehhez szerencsére nem kellett hozzányúlnom, bár azért a szakállamat szaggattam egy ideig, hogy milyen ún. brilliáns megoldások vannak benne (elektromosan). -
#9018
 Steve_Brown
senior tag
Tomika86
#9010
Steve_Brown
senior tag
Tomika86
#9010
Steve_Brown
senior tag
válasz
Tomika86
#9010
üzenetére
Attól is függhet, hogy a CPU tud-e olyan kommunikációt a CP kártyán, nem csak a standard TCP-IP üzeneteket képes küldeni/fogadni.
Illetve a CP kártyán is lehet valamilyen beállítás, hogy csak valamilyen aláírt üzeneteket fogad el.
+ a Process Image mérete is számottevő. Ha 512-es Process Imaget tud a CPU akkor jó lehet mert alapértelmezetten a 25X. címre kerül a CP kártya. Ha beviszed a címének kezdését, hogy beleférjen úgy is működhet.
-
#9007
Steve_Brown
senior tag
Tomika86
#9006
-
-

ratkaics
senior tag
válasz
Tomika86
#8721
üzenetére
Szia!
Első körben az jutott eszembe, hogy nem-e esetleg logaritmikusra van állítva a szelephajtás?
Ezt a doksit nézd át.
Ami még okozott még gondot egy esetben nálunk, hogy annak a PLC-nek a bemenete jobban "beterhelte" a szelephajtást, de szerintem ez nálad nem játszik.
De szerintem annyira sajnos nem jó ez a szelephajtás. -

byte-by
tag
válasz
Tomika86
#8576
üzenetére
Szia
nem igazán értem a problémát.
a darabok nem megkülönböztethetőek?
ha egy szenzor figyeli a darabokat akkor elindítasz egy secundumos számlálót ami percenként újraindul, és az addig mért darabokat elmented egy memóriába, majd kezdődik előről. memóriatömböt hozol létre, egy nagyobb területet, és a mentéskor shift-eled.
abból tudsz majd átlagot vonni, van erre utasítás.
de lehet nem értem mi a probléma. -

Gaben92
őstag
válasz
Tomika86
#8562
üzenetére
Én használtam i5-el még V14-et (első 64 bites release) és nem volt vele gond, azóta meg csak optimalizáltabb lett. RAM viszont az kell neki bőven. Elfut éppen 8GB-on de azt könnyen ki lehet akasztani. A mostani i7-10750 + 32GB DDR4 kombóval még nem sikerült out of resources problémába futni annyit tudok.
-

DasBoot
aktív tag
válasz
Tomika86
#8476
üzenetére
Elnézést, hogy egyelőre nem tudok pontos hibaüzenetet íni, de állóképet nem tudok küldeni, de igyekszem, mivel nem vagyok PC-PLC közelben. Amint tehetem, bemásolom.
Pontosan ezt csinálom, ami a rövidfilmen van, azzal a különbséggel, hogy a Version 3.0, bár a 2.0 és 4.0 sem működött. Igen, érzékeli online a Program blocks-ot, és az Upload-nál írja a hibát. -
DasBoot
aktív tag
válasz
Tomika86
#8473
üzenetére
Jó szerencsét! Próbálkoztam v12, v13, v13SP1-gyel. Az elsővel nem is kapcsolódott, ezzel, viszont igen: compatibility_mode_V13_V13SP1, ezt a Siemens honlapról töltöttem le:
https://support.industry.siemens.com/cs/document/82169157/in-step-7-(tia-portal)-v13-sp1-how-do-you-load-project-data-from-a-device-that-has-been-configured-with-step-7-(tia-portal)-v12-sp1-or-v13-?dti=0&dl=en&lc=nl-NL
-

Szirty
őstag
válasz
Tomika86
#8412
üzenetére
Szia!
Ha szimbolikus címzésmódot használsz akkor átcímzi.
A project fa Blocks elemén jobb katt, menüből Object Properties... kiválaszt.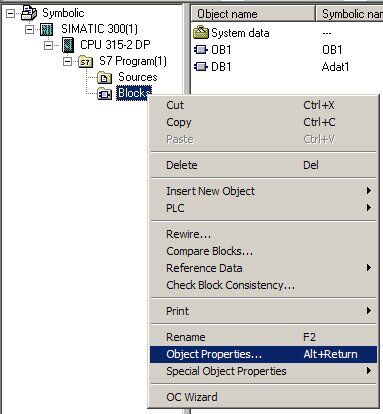
A megjelenő ablakban válts az Address priority: fülre és kapcsold be a szimbolikus programozás módot:
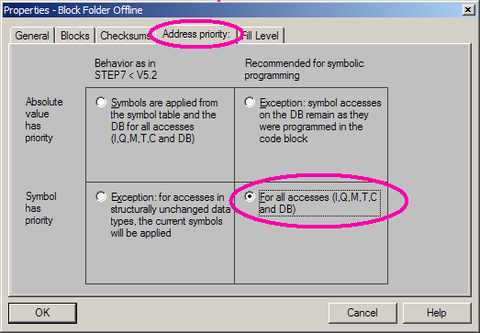
Ezután ha címet módosítasz (ha a jobb alsót kapcsoltad be akkor bármilyet) akkor átírja a hivatkozást a program blokkban de sajnos csak akkor ha megnyitod és kimented azt a blokkot. Ilyenkor szól is:
Szerintem próbáld ki egy üres próba projecten és PLCSIM-ben esetleg mielőtt ezzel kapcsolatban újabb kérdést teszel fel, mert én spec. nem használom a szimbolikus módot

-
-
Szirty
őstag
válasz
Tomika86
#8292
üzenetére
Nem tudlak követni. Először a háttérszínnel volt a baj. Nem említettél nyugtázó gombbal kapcsolatos problémát és ilyen gombot a kérdéshez mellékelt képeiden sem látok.
"nem tudtam a Line típussal megoldani, hogy a sor végén lévő nyugtázó gomb feljebb legyen "
A Line stílusú alarm view-ben nem lehet ack button.
Használj külön gombot a nyugtázáshoz aminek beállítod a "Keyboard operation of screen objects / Alarm view acknowledge alarm" funkciót.
Azt már oda teszed ahova akarod (ahol nincs takarásban). -
Szirty
őstag
válasz
Tomika86
#8283
üzenetére
Kicsit körülményesen, de megoldható.
A csúnyább megoldás az, ha ráteszel egy gomb méretű és háttér színű téglalapot aminek a láthatóságát a másik bittel vezérled. A téglalappal így eltakarod a gombot.
A gond ezzel az lehet, hogy ha billentyűzetet csatlakoztatnak a panelhez és az eltakart gombra helyezik a fókuszt, akkor aktiválni lehet Enterrel.
Ez ellen lehet védekezni azzal, hogy a téglalapot megjelenítő bit egyben letiltja a gombot (Animation/Enable object)Esetleg az is megoldás lehet neked hogy nem tünteted el a gommbot, csak letiltod (hatástalan lesz) ezzel az Animation/Enable object lehetőséggel. Esetleg Apperance megfelelő használatával ki is szürkítheted hogy látszódjon hogy tiltva van.
A másik lehetőség hogy írsz rá egy scriptet.
Létrehozol egy boolean belső változót (internal tag), a gomb láthatóságát beállítod erre.
A scriptet function-ra állítod, adsz neki két paramétert, a scriptben megírod a logikai összefüggést az eredményt a belső változóba teszed.
A két Tag-nek amivel a gombot akarod eltüntetni pedig a change value eventjéhez hozzárendeled a scriptet.
Ne felejtsd el ennek a két tag-nek az adatgyűjtését folytonosra állítani (Acquistion mode = Cyclic continuous)! -
Szirty
őstag
válasz
Tomika86
#8281
üzenetére
Szia!
"DB értéke ha 0 akkor nem történik semmi, ha NEM 0 akkor meghívódik az FC, de csak akkor ha M13.0 FALSE"
Igen. Ez van a kódban.
A CALL FC62 csak akkor fut, ha DB15.DBW15 nem nulla ÉS M13.0=FALSE.
Minden más esetben ugrik és elkerüli a az FC62 hívását.
Nem tudom mi a szerepe az M13.0 bitnek és a DB15.DBW15 értékének, én csak azt látom amit ide beírtál.
Mellesleg a DB15.DBW15 tartalmát nullázza ha az nem nulla.
O helyett A is lehetne. Mivel az /FC status bit értéke itt 1, nem hajt végre sem ÉS sem VAGY műveletet. -
Szirty
őstag
válasz
Tomika86
#8278
üzenetére
Szia!
Az összehasonlítás szerint ugrik M001-re ha DB15.DBW15 tartalma nulla. Ha nem nulla akkor nem ugrik, megy tovább.
"M13. 0 miért O, miértnem A? "
Miért nem A? Ezt a kérdést nem értem.
"Elötte hol íródik az RLO?"
Itt: O M13.0
Mivel az O előtti utasítás, ami a status word /FC (first contact) bitjét 1-be rakja az a ==I összehasonlítás, az O M13.0 nem hajt végre OR műveletet semmivel, egyszerűen az RLO-ba helyezi az M13.0 értékét. -

spkkill
tag
válasz
Tomika86
#8262
üzenetére
Természetesen kívül kell megadnod. Meghívhatod az FB-n belül is közvetlenül az időzítőt a száma alapján. Ha csak 1-szer használod az FB-t semmi gond ezzel. Viszont ha többször használod fel akkor a következőeghívott FB-ben felülíródik.
Láttam már ilyen baki miatt gyártósort megállni.
-

ZetorGumi
addikt
válasz
Tomika86
#8245
üzenetére
Puding próbája az evés.
Elvileg annak kéne lenni. Addig próbálkozik a konfiguráció megkeresésével, aztán elindul hibával.
Ez azért van benne, hogy ha bonyolultabb profinetes hálózat van, sok külső eszközzel, akkor legyen ideje mindennek elindulni a vezérlés indulása előtt. -
spkkill
tag
válasz
Tomika86
#8236
üzenetére
Szia!
FB-n kívülröl is meg tudod címezni az FB adaterületeit (IN,STATIC,OUT.....). Ha az FB után írod a reseteket akkor felül tudod írni a nem aktív FB váltózóit. Működik, de nem túl elegáns megoldás. Inkább az FB-nek rakj egy engedélyező bemenetet és ha nem aktív reseteld a kimeneteket és lépj ki a blokkból az adott nyelvhez passzoló utasítással (BEC,RETURN.....). -

moseras
tag
válasz
Tomika86
#8231
üzenetére
Üdv!
> egy FB-t feltételesen meghívok
Szerintem amikor meghívod, akkor végrehajtódik a "benne lévő" program, amikor viszont nem hívod meg, akkor nem hajtódik végre a "benne lévő" program, és a benne lévő változók (legyenek azok kimeneti, vagy belső változók) megtartják értéküket.
Tehát ha egy változó egy korábbi meghívás után adott értékre állt be (mert a program úgy állította be), akkor az így marad mindaddig, amíg újból meg nem hívódik, és a program nem állítja más értékre.
> kimenetek 0-ák legyenek?
Akkor ne feltételesen hívd meg, és programozd le, hogy mikor legyen 1 vagy 0. Ettől még használhatod a SET, RESET-et, kapuzd ki, hogy mi a SET és mi a RESET feltétel (lehet, hogy egyik feltétel sem fog teljesülni, ekkor a kimenet marad a korábbi állapotában).
-
n0rbert0
senior tag
válasz
Tomika86
#8227
üzenetére
Szia,
A "DeviceStates" funkcióval kitudod olvasni, hogy az adott hálózaton az eszközök milyen állapotban vannak csak az OUT bemenetére a megfelelő módot kell kiválasztani:

Így a STATE inout-ra megkapod a kívánt státuszt az összes eszközre (példában a MODE 2 van):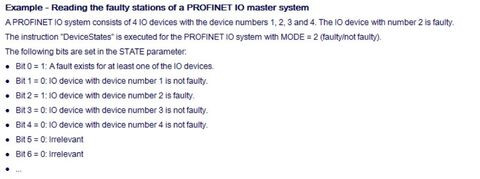
Az eszközök kikapcsolására meg a "D_ACT_DP" funkciót kell használod. Itt szintén a MODE bemeneten meg kell adnod mit szeretnél csinálni az adott eszközzel:

És amikor a REQ bemenetre felfutó el jön, akkor végrehajtja a MODE-ban kiválasztott job-ot.
Annyi korlátozás van, hogy 1200-as PLC esetében csak profinet eszközökre használhatod ezt az utasítást, de a Te arra is akarod használni. -
spkkill
tag
válasz
Tomika86
#8199
üzenetére
Szerintem a recept elemeknek nincs "visibility" tulajdonsága. A Recipe view viszont rendelkezik ezzel a tulajdonsággal. Több lehetőség is eszembe jutott. 1. Két receptet hozol létre és két külön Recipe view -ban kezeled őket. Így a biteddel tudsz váltani a két Recipe view között. 2. Benne hagyon az elemet a recepteb és PLC-ben tiltod a betöltését a bit állapotától függően. 3. Készítesz egy saját recept kezelés a HMI-re ,input field-ekkel azokat már el tudod rejteni.
-
spkkill
tag
válasz
Tomika86
#8186
üzenetére
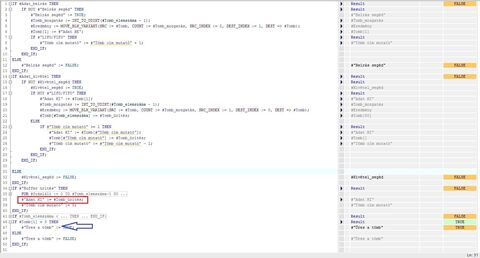
Ha mégis belülről szeretnéd megoldani (elegánsabb). A piros részben a "#Tömb_ürités" helyére írsz egy nullát vagy a kék nyíllal jelölt helyre beírod ,hogy ' #"Adat KI" := 0; '. Szerintem az első is működni fog ,valószínűleg ott marad valamilyen érték amit a "#Tömb_ürités" tárol.
-
spkkill
tag
-
Szirty
őstag
válasz
Tomika86
#8138
üzenetére
Fontos, hogy az idő BCD formátumban kell hogy legyen!!
No meg van egy gyakoriság (acquistion cycle) ami alapból 1 perc, tehát csak percenként szinkronizál, nem azonnal.
Ha van a projectetben olyan alarm view ami system message-re van állítva, akkor azt nézd meg. Igen hasznos dolog amúgy egy ilyen ablak, nekem sokszor segített már. Ide írja az OP ha valami kínja van, -
n0rbert0
senior tag
válasz
Tomika86
#8093
üzenetére
Szia,
Akkor ezek szerint átmegy a nyomaték limit is?
Az első kép tanulsága szerint igen, mert a beállított nyomaték limit 2 és az aktuális is 2. Az már jó kérdés, hogy miért nem mutatja a V-ASSISTANT.
Egyébként csodálkozom, hogy ilyen kis limittel egyáltalán megmozdul a motor."Arról van leírás hogy ez pontosan mit csinál?"
Mire gondolsz a nyomaték limitekre? Gondolom a V90 operating manuáljában van valami írás róla. De a lényeg, hogy a beállított értékek alá/fölé nem engedi a motor forgatónyomatékát, úgy állítja a sebességet, áramot, stb...Fontos, amit korábban is említettem, hogy a nyomaték limitek amit telegramban küldesz azt skálázni kell! A skálázás meg úgy történik, hogy 0=0NM, -4000H=P2003-ban megadott érték * -1, 4000H=P2003.
A mechanika figyelembevételével állítsd a nyomaték limiteket, mert nyilván ha már pl. van egy áttétel a rendszerben, akkor azzal is számolni kell. A kiszámolt értéket beírod az M_LIMIT_POS-be, a -1 szeresét meg a M_LIMIT_NEG-be és akkor a motorod közel akkora erőt fog kifejteni a kupakra bármerre is forogjon. Ha az egyik irányba nem akarod limitálni, akkor oda írj 4000H-t vagy -4000H-t attól függően melyik irányról beszélünk.Elvileg ugye TO-t akarsz használni pozicionáló tengellyel. Ez esetben én valahogy úgy csinálnám, hogy beállítanám a nyomaték limiteket, majd elküldeném a tengelyt egy olyan pozícióba amit soha nem érhet el. Közben figyelném az aktuális nyomatékot és ha eléri a kívánt értéket, akkor megszakítanám a mozgást és kész a folyamat. (Esetleg ezután még a tengelyt visszaállítanám 0-ra ha van rá idő.) Ekkor azért a követési hiba figyelést tanácsos kikapcsolni...
-
n0rbert0
senior tag
válasz
Tomika86
#8088
üzenetére
Szia,
A global lib-ek közé adja hozzá.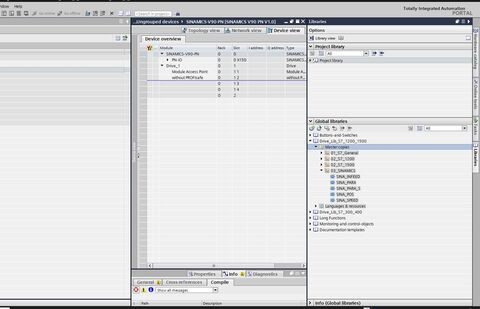
Nekem az volt furcsa, hogy a 750-es telegram első szava (M_ADD1) átmegy a hajtásba a többi meg nem.
Neked a SINA_POS függvény kell, ha traversing blokkot akarsz használni. Ez úgy működik, hogy a hajtásban V-ASSISTANT segítségével előre definiálod a pályát és azt tudod "végrehajtatni".
A SINA_PARA, mint ahogy a neve is mutatja arra való hogy a hajtásból/hajtásba paramétereket olvassunk/írjunk. -
n0rbert0
senior tag
válasz
Tomika86
#8084
üzenetére
Akkor még a basic positioner traversing blokokkal lehet játszani. Az szerintem egy kicsit bonyolultabb, de elvileg ott van egy olyan funkció, hogy "FIXED_STOP". Ezt a "FIXED_STOP"-ot még nem használtam, arról nem tudok nyilatkozni, de egy ilyet találtam róla: [link]
A basic positioner-hez itt találsz lib-et, leírással együtt: [link]Nyilván ebben az esetben más telegramot kell használni és a TO kimarad a mókából.
-
n0rbert0
senior tag
válasz
Tomika86
#8081
üzenetére
Igen az elég érdekes, hogy a telegram első word-je átmegy a 2. és a 3. meg nem.
Biztosan jó címet írsz? Nem írja más? Azért kérdezem, mert kezdek kifogyni az ötletekből
Igen, nyilván ha a limitek 0-ák, akkor nem fog elindulni. Kezdésnek -4000H és 4000H írnék bele.
"A Traverse to fixed endstop-ot írták a másik telegramban az aktiválónak. Ez itt nem kell?"
Megpróbálhatod írni, de szerintem nem fog menni. Elvileg az a standard telegram 4. word-jének a 8.bitje (ami a fordított bájt sorrend miatt a PLC-ben az első bit lesz). -
n0rbert0
senior tag
válasz
Tomika86
#8079
üzenetére
Szia,
V-ASSISTANT-ban a Select drive fülön a control mode az speed control?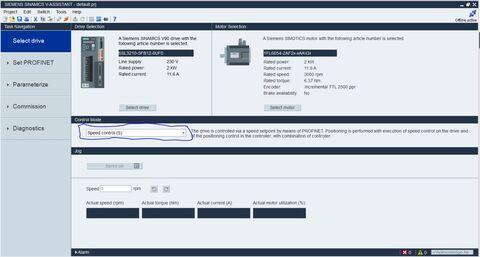
A Set Profinet fül valahogy így néz ki?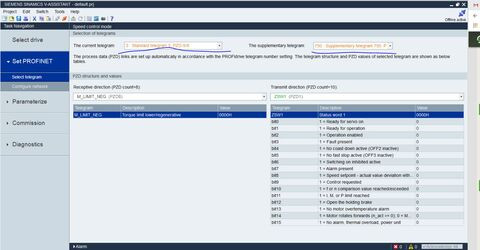
A TIA-ban a hajtás konfigja valami hasonló?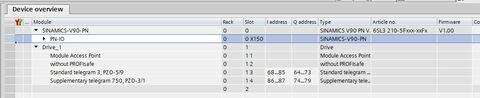
Megnéztem 0-4000H közé skálázza a nyomatékot, a referencia nyomatékot a P2003-as paraméterben találod (azt rendeli a 4000H-hoz).
V-ASSISTANT-ból eltudod indítani a motort?
-
n0rbert0
senior tag
válasz
Tomika86
#8074
üzenetére
Szia,
Nem az M_ADD1-nek kell adni értéket. Leírást nem találtam róla, de szerintem az azt csinálja, hogy amit a hajtás kiszámol nyomaték setpoint-ot ahhoz ezt az értéket hozzá adja. Magyarul ha nem csinálsz a motorral semmit, éppen áll, de be van kapcsolva, akkor a nyomatékot próbálja 0-án tartani, de ha te beleírsz ebbe az M_ADD1 értékbe, akkor az hozzáadódik a (hajtás által) kiszámolt nyomaték setpoint-hoz, ergo az nem 0 lesz. Így a motor forogni fog.
Mint említettem neked a 2. és 3. kimeneti word fog kelleni a 750-es telegramból. Az M_LIMIT_POS és M_LIMIT_NEG.
A 102-es telegramban meg valószínűleg azért nem tudsz semmit sem állítani, mert a TO "ráül" és írogatja a háttérben. Mivel gondolom észrevetted, hogy a Supplementary Telegram-ot nem tudod megadni a TO "wizzard"-ban, ezért ezt a TO nem írja, ez a felhasználói programra van bízva.
Azon nem kell csodálkozni, hogy 1200-ben nem működik minden, mert ez a TO-s dolog 1500-re lett fejlesztve és 1200-re csak rá van "erőszakolva".Próbáld meg azt amit fentebb írtam.
Így sebesség szabályzó üzemmódba lesz a motorod nyomaték korláttal.TIA V16-hoz természetesen nem jó a 15-ös licence.
-
n0rbert0
senior tag
válasz
Tomika86
#8070
üzenetére
Szia,
Szerintem megoldható kétféleképpen.
Az egyikhez TIA V16 kell. Ez gondolom nálad nem opció, mert úgy rémlik V15 vagy 15.1-et használsz.
Ebben az esetben V-ASSISTANT programmal kell beállítani a hajtásban a paramétereket.
TIA-ban a hajtást konfigjába behúzod pl. standard telegram 3-at + supplementary telegram 750-et. Ezután a TO-t beállítod értelem szerűen, majd a V-ASSISTANT-ban a PROFINET fűlnél megadod, hogy milyen telegramokat állítottál be a TIA-ban. Ha más paramétert nem akarsz állítani, ne felejtsd el elmenteni a ROM-ba a beállításokat (Tools->Save parameters to ROM).
Ha ezekkel megvagy, akkor amit TIA-ban a supplementary telegram-ban megadtál IO-tartományt a kimeneteknél a 2 .word lesz pozitív irányban a forgatónyomaték limit a 3. word pedig negatív irányban. Az input wordon az aktuális forgatónyomaték értéket látod. (Azt hiszem ezek skálázott értékek -nominális forgató nyomaték és +nominális fogatónyomaték -> -4000H és +4000H, de erre most nem esküdnék meg.)
Ezután a mechanikai paraméterek ismeretében könnyen ki lehet számolni, hogy adott erő kifejtéséhez mekkora forgatónyomaték szükséges.
Ha nem adsz meg limitet akkor 0 érték van benne, tehát nem fog forogni a motorod.
Arra is ügyelj, hogy ha nyomaték korlátba ütközik a motor, akkor nagy valószínűséggel a pozíciószabályzó az nem fogja tudni tartani a megadott pályát/pozíciót, így ha eléri a megadott toleranciát, akkor hibával meg fog állni. Ezt le kell kezeled programból.(TIA V16-tól már nem kell a V-ASSISTANT ott annyival másabb beállítani.)
-
spkkill
tag
válasz
Tomika86
#8070
üzenetére
Sajnos Siemens hajtásban még nem láttam hasonló megoldást. Pilz hajtással már igen ,egy préselési feladatot lát el a berendezés. Ott pozícionálja a szerszámot és egy bizonyos ponton átvált nyomaték szabályzásra. A motor áramot figyeli (PLC komparátor) ,ha túllép egy bizonyos értéket X másodpercig megáll és visszavált pozícionálás üzemmódra majd felveszi az alaphelyzetet.
-
n0rbert0
senior tag
válasz
Tomika86
#8047
üzenetére
Szia.
Bal oldalt a fában az axis-nál vagy a hajtásnál a diagostics menüre kattintva nem ír részletesebb dolgot? Esetleg lent a Properties és az Info fülek mellet lévő Diagnostics-ra rákattintva?
Első blikkre talán valamilyen szoftveres limit van beállítva a target range-re vagy valamiért a pozíciót nem tudja lekövetni, bár a beállított sebesség és gyorsulás nem túl nagy. -

asdeerhun
csendes tag
válasz
Tomika86
#8049
üzenetére
El sem hiszem, de megvan.
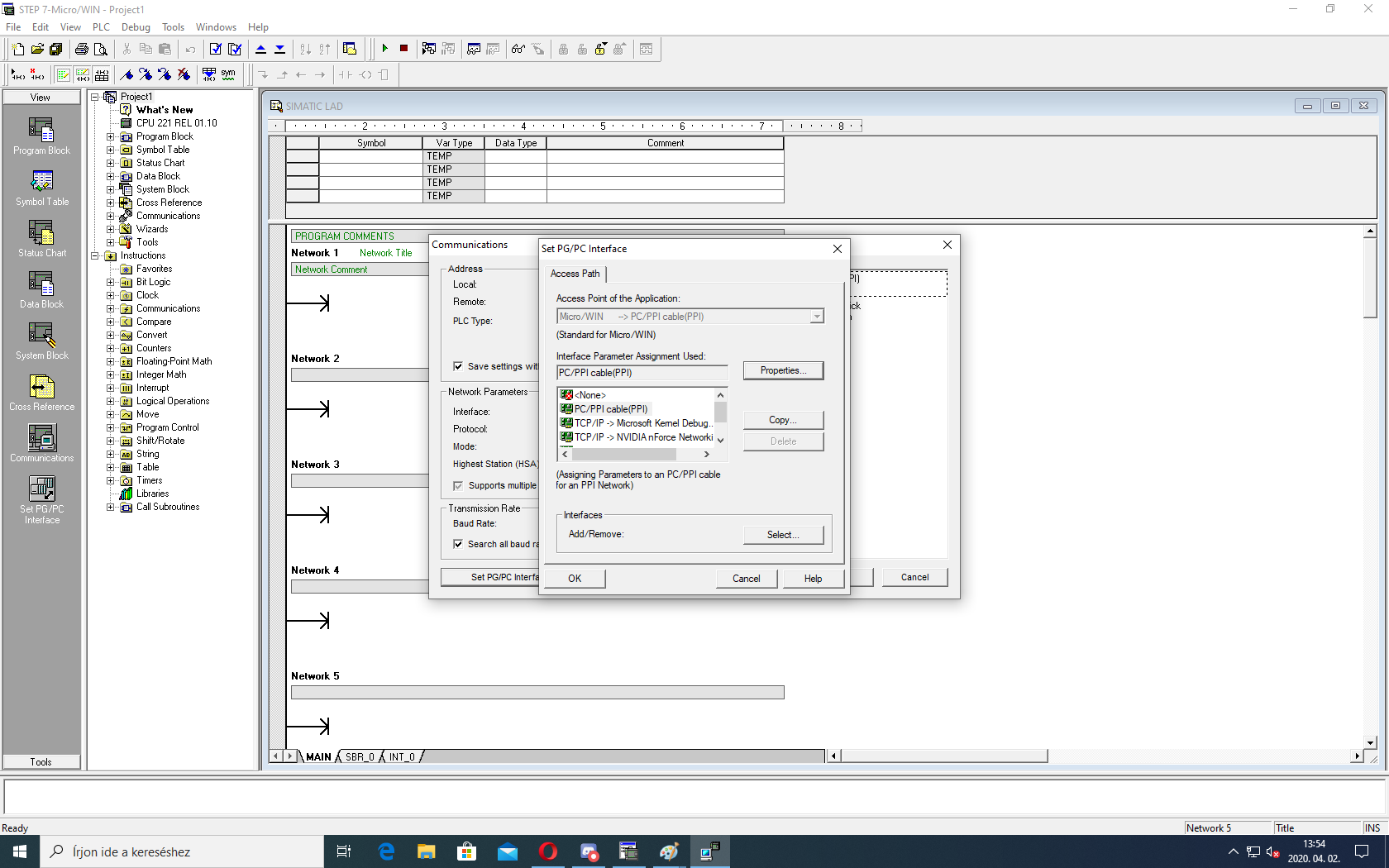
Egy ezer éves SP2(!)-es változatot adtak meg amit a Win10 hírből sem ismer.
Meg kellett keresnem az SP9-es változatot, leszedni az összes régebbit aztán be kellett kapcsolnom az MSMQ szolgáltatásokat és már látja is. 3 órát szenvedtem vele de csak meglett.
-
asdeerhun
csendes tag
válasz
Tomika86
#8035
üzenetére
Update.
Megnéztem, nekem nincs USB lehetőség. COM1 és COM3 között tudok választani, egyikkel sem látja a PLC-t. Megnéztem 100%, hogy a COM1 porton van a dolog. (A COM3 az EasyVeep portja de már azzal is megpróbáltam hátha...) Viszont azóta olvastam olyat, hogy ha Win10-en, USB kábellel szeretnénk S7-200-at programozni akkor 99%, hogy nem fogja látni mert valami nem kompatibilis. Ebben mennyi igazság lehet? -
spkkill
tag
válasz
Tomika86
#8037
üzenetére
Szia!
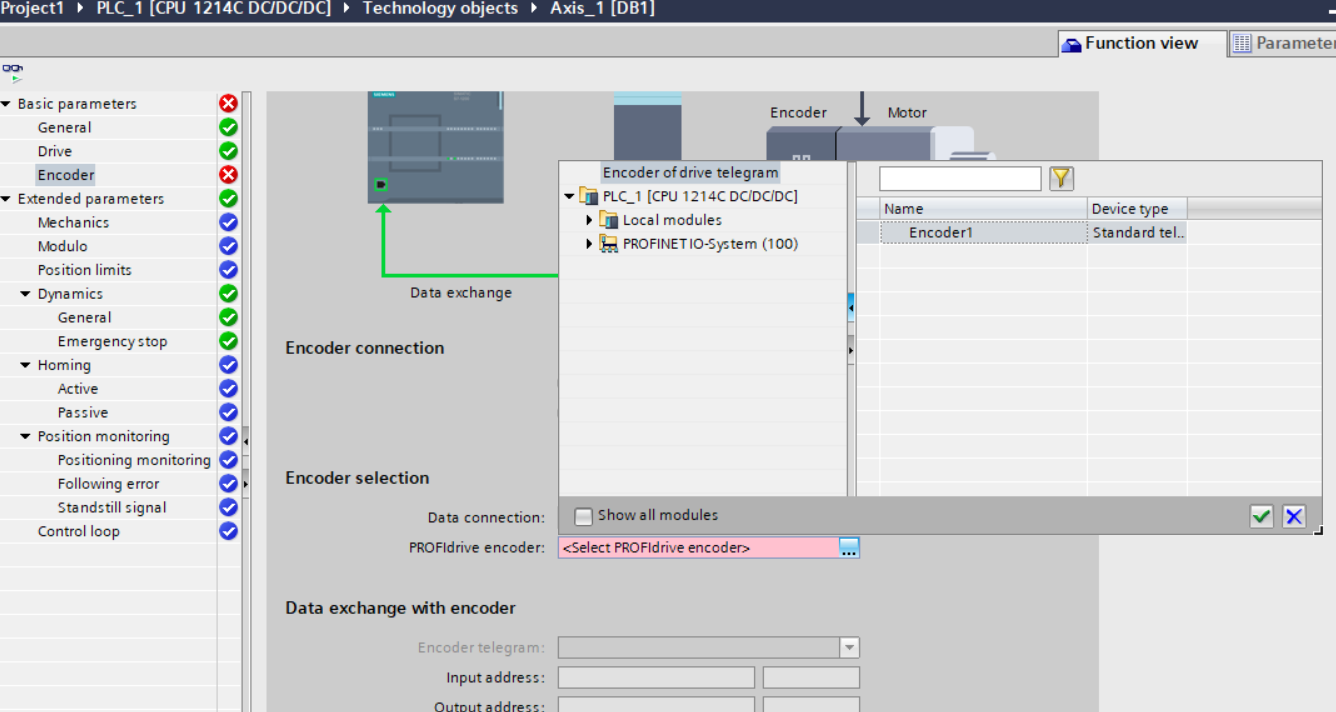
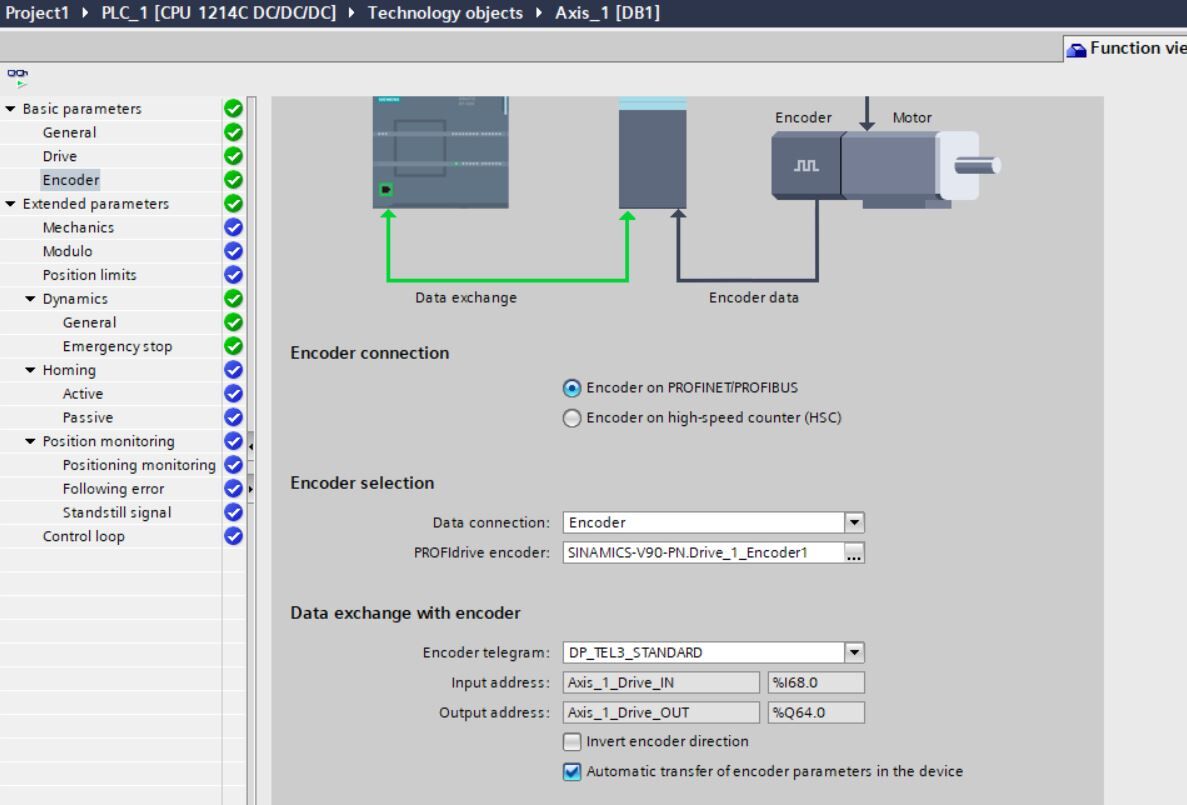
Milyen hajtásról van szó? (ha jól látom S120).
Milyen hardvered van? DriveCliQ vagy Profinet-es encoder van a motorban?
A konfiguráció alapján Te Profinet-es encodert választottál amit a Device configba is be kell rakni és kiválasztani az encoder selection-nál. A jobb oldali példán DriveCliq encoder van konfigurálva. -

















































Új hozzászólás Aktív témák
Hirdetés
- Egyéni arckép OFF
- Folyószámla, bankszámla, bankváltás, külföldi kártyahasználat
- Kuponkunyeráló
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Diablo IV
- Lassan küszöbön a NTE: Neverness to Everness premierje
- Elektromos autók - motorok
- Kerékpárosok, bringások ide!
- Hieronymus: Az igaz barátság kezdete
- Luck Dragon: Asszociációs játék. :)
- További aktív témák...
- Anker SOLIX C300X hordozható töltőállomás (288Wh) - LiFePO4 - 140W USB-C - szivargyújtó
- DJI Mavic 3 Cine Premium Combo - Apple ProRes & 1TB SSD - DJI RC Pro - 3db akku - 2 év garancia
- Asus ROG Scar 18 - RTX 5090 - 64GB Ram 2x2TB SSD
- Bomba ár! Dell Vostro 5620 - i5-1240P I 8GB I 256SSD I 16" WUXGA I Cam I W11 I Garancia!
- Bomba ár! Dell Vostro 15 3515 - Ryzen 5 I 8GB I 256SSD I 15,6" FHD I Cam I W11 I Garancia!
- AMD GAMER PC! Ryzen 5800X / RX 6900 XT / 32GB 3600MHz/ 1TB NVMe / 850w Gold! BeszámítOK
- LENOVO ThinkPad P50 - 15,6", E3-1505M v5, 16GB RAM, SSD, Quadro M2000M 4GB, jó akku, számla, 6 hó
- iPhone 13 128GB 100% Green (1év Garancia) - ÚJ EREDETI AKKUMULÁTOR - AKCIÓ
- GAMER PC! Intel i7-14700 / RTX 4090 / 32GB DDR5 / 1TB NVMe / 1000w Gold! BeszámítOK
- 27% - GIGABYTE GeForce RTX 5070 Ti GAMING OC 16GB GDDR7 Videokártya!
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest