- eBay-es kütyük kis pénzért
- sziku69: Fűzzük össze a szavakat :)
- sziku69: Szólánc.
- Luck Dragon: Asszociációs játék. :)
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Magga: PLEX: multimédia az egész lakásban
- ldave: New Game Blitz - 2025
- Klímaváltozás, természetszennyezés
- bambano: Bambanő háza tája
- Klaus Duran: LTT I Ran Every Antivirus At Once
-

LOGOUT



Új hozzászólás Aktív témák
-
-
#49192
 Joshi
titán
katyilkadr
#49191
Joshi
titán
katyilkadr
#49191
Joshi
titán
válasz
 katyilkadr
#49191
üzenetére
katyilkadr
#49191
üzenetére
Ez attól függ milyen országot és pénznemet állítasz be fent. Nekem Magyarország van beállítva. Ha dollárt állítok be, akkor 600.44$-t mutat, ha pedig eurót, akkor meg 599€-t.
-
Joshi
titán
válasz
 Flashback
#49188
üzenetére
Flashback
#49188
üzenetére
Az jó ár, de mielőtt megrendelnéd nézz videókat/teszteket róla. Az a baj, hogy a legtöbb youtuber bérenc az ajándékba kapott nyomtatót nem fogja szidni, főleg azelőtt hogy piacra kerülne. Persze ettől még lehet hogy jó nyomtató az Anycubic S1.
Arra még figyeljetek, hogy az Anycubic AMS-e működjön az Orca Slicerrel is. Ha csak az Anycubic saját szeletelőjével fog működni, akkor nagyon le lesztek korlátozva. -
#49188
 Flashback
addikt
katyilkadr
#49186
Flashback
addikt
katyilkadr
#49186
Flashback
addikt
válasz
katyilkadr
#49186
üzenetére
-
Joshi
titán
válasz
Flashback
#49177
üzenetére
Igazság szerint kipróbálhatod az S1 Combot, legalább lesz tapasztalat. Ahogy nézegettem youtube videókat rosszat nem mondanak róla. Az biztos hogy jóval olcsóbb mint a Bambu P1S Combo. Az Orca Slicerben még nem látom az Anycubic S1 Combo-t, ha idővel benne lesz, akkor nagy baj nem lehet.
ui.: természetesen csak akkor ajánlható az S1, ha tényleg ~280k körül lesz az ára. -

ParadoxH
aktív tag
válasz
Flashback
#49177
üzenetére
Az Anycubic Kobra S1 combo-t nem ismerem. Ha fennáll ugyanaz a párhuzam mint a Kobra 3 és az A1 között (márpedig a Kobra 3 nál a userek voltak kis túlzással a beta-tesztelők), akkor én erősen ajánlom, hogy maradj a bambunál.
Bár nem mindenki ért ezzel egyet, de nagyjából azért konszenzus van arról, hogy a bambu nyomtatói ár/érték arányban leiskoláztatták a piacot. A többség próbál felzárkózni hozzá és őket követni / klónozni, tisztelet a kivételnek.
A bambuval egy kiforrott, teljes ökoszisztémát kapsz ami már egy ideje a piacon van és bizonyított. Az S1 combo most jelent meg. Én mondjuk örülnék ha valaki megvenné egy beszámoló erejéig a fórumon mint anno poli a K1C-t![;]](//cdn.rios.hu/dl/s/v1.gif)
-
#49168
 kavalkád
senior tag
JulianSinulf
#49167
kavalkád
senior tag
JulianSinulf
#49167
kavalkád
senior tag
válasz
 JulianSinulf
#49167
üzenetére
JulianSinulf
#49167
üzenetére
az ötleteket és tanácsokat mind megköszöntem, ki is próbáltam, örültem a segítségnek, de egyik sem jött be, elfogyott a tudományom/szakértelmem, az a logikus ha keresek valakit aki ért hozzá és ez nem sírás-rívás. már találtam közben, holnap elviszem.
nem tudom min sértődtél meg ennyire, de ha úgy érzed, hogy a kommentem a személyed elleni támadás volt akkor elnézést kérek, véletlenül sem nem annak szántam.
nem spórolás, X pénzem volt rá, a többszázezres gépek nem férnek bele nekem egy hobbira, ez van. -
#49167
 JulianSinulf
őstag
kavalkád
#49166
JulianSinulf
őstag
kavalkád
#49166
JulianSinulf
őstag
válasz
 kavalkád
#49166
üzenetére
kavalkád
#49166
üzenetére
Akkor mindjárt át lehet ugorni a "fostalicskázást" is, meg a sírás-rívást szerelő után, meg, hogy csak nyomtatni akartál. Mert ebből úgyis a megmondtuk rész fog jönni.
Kaptál egy csomó ötlete, lehetőséget.
Én biztos, hogy szívesen akartam segíteni neked, de ez nem hiányzik azért, mert te nem tudtad megoldani a gondodat.
Az olcsó nyomtató csak kezdetben olcsó, utána úgyis fizetni fogsz valamivel. Vagyis nem lesz olcsó. Persze van, akinek megéri a spórolás az idegeiért és tudásának csiszolásáért cserébe. A maradék meg csak az idő, amit rászánsz, hogy működjön.
A bambu és prusa is elromolhat. De ott a support, aki segít. -
#49166
kavalkád
senior tag
JulianSinulf
#49165
kavalkád
senior tag
válasz
JulianSinulf
#49165
üzenetére
kérlek ezt az "én megmondtam" részt ugorjuk át, nem segít. nagy nyomtató kellett amit meg tudok fizetni, ez fért bele. ráadásul semmi nem garantálja, hogy egy Bambu/Prusa/akármi nem fog elromlani.
-
#49165
JulianSinulf
őstag
kavalkád
#49161
-

DonElvis
aktív tag
Sziasztok,
Ha tervezek egy csavart, és annak menetes részét kivonom egy hengerből, azaz egy anyacsavart készítek, akkor elvárható az egy nyomtatótól, hogy nyomtatás után a csavar és az anya passzoljon egymáshoz?
Szerk: vagy bármilyen egyéb két test amelyek tervezéskor egymásba illenek, kinyomtatás után is passzolniuk kellene egymáshoz? Vagy tervezéskor folyton figyelembe kell venni a próbanyomtatásokkor mérhető torzulást/defomációt? Kicsit unok már így tervezni testeket.
-
#49159
JulianSinulf
őstag
ParadoxH
#49156
JulianSinulf
őstag
-
kavalkád
senior tag
válasz
 ParadoxH
#49156
üzenetére
ParadoxH
#49156
üzenetére
este berendeltem az eSun PLA+-ot amivel eddig nyomtattam, közben csináltam cold-pull-t is, nem láttam benne semmit, de hogy kiszűrjük a hibákat betettem egy új nozzlet is.
akkor szétszedem az extrudert megvizsgálás céljából és ráállítok a szorításra. visszajelzek mire jutottam. -
#49157
Joshi
titán
JulianSinulf
#49155
Joshi
titán
válasz
JulianSinulf
#49155
üzenetére
Ha szárítás nélkül nem tudsz jó minőséget nyomtatni, akkor persze száríts. Nálam jelenleg is ~30% a páratartalom a lakásban. Tudom, hogy ez se jó, mert azért a 45-50% jó lenne, de ez van. Inkább szárazabb legyen mint nedves.
Az AMS-be való beletörés szinte mindenkinél előfordul, ezért én mindig visszahúzom ha végeztem a nyomtatással. Az ABS/ASA nagyon rugalmas marad PLA-hoz képest. -
#49156
ParadoxH
aktív tag
JulianSinulf
#49154
ParadoxH
aktív tag
válasz
JulianSinulf
#49154
üzenetére
Pár hsz-al korábban írta, hogy másik filamenttel tökéletes lett a nyomtatás. Épp ezért tanácsoltam, hogy nyomtasson ki más filával más tárgyat ami biztosan működött hogy ne a csavarhúzóval kezdje.
Ettől még a kettő nem zárja ki egymást, de én megnéznék egy tesztnyomtatást a másik filamenttel egy másik tárgyról. -
#49155
JulianSinulf
őstag
Joshi
#49152
JulianSinulf
őstag
Irigykedve olvasom, hogy sosem szárítasz. De jó neked!
Nekem egyszer tört egy nGen anyag az AMS-be. Az elég is volt.
Minden anyagot vákuumzacsiban tároltam vagy az AMS-ben sok szilika golyóval. Az nGen-en kívül más anyag szerencsére nem tört bele és csak akkor volt nyitva, amikor tekercset cseréltem.
Az XL-nél viszont rendszeresen szárítom a PLA-t. Látom értelmét. És nem lakok egészségtelen páratartalmú környezetben. -
#49154
JulianSinulf
őstag
kavalkád
#49153
JulianSinulf
őstag
válasz
kavalkád
#49153
üzenetére
Akkor az a gondod, hogy az extruder kereke megcsúszik és az anyag nem halad.
Visszahúzás utazás előtt van. Így ezt egyszerű megfigyelni. Ha akkor is csinálja, mikor a vonalakat húzza az első rétegre, akkor viszont tolásnál csinálja.Vagy a kerekek nem szorítanak rá eléggé a filamentre vagy a nozzle-ban van esetleg valami. Esetleg az extruderbe tört bele valami.
A kerekek szorítását elvileg lehet állítani az extruderen egy csavarral. De lehet, hogy nem árt kicsit szétszedni és belenézni.
A nozzle dugulás elhárításra meg rengeteg megoldás van a neten. Nekem így, ilyenem még nem volt. De pont nemrég olvastam itt valakitől, hogy neki benne volt egy darab fém a nozzle-ban, ami gondot okozott. -
#49153
kavalkád
senior tag
JulianSinulf
#49149
kavalkád
senior tag
válasz
JulianSinulf
#49149
üzenetére
> Nyomtatás közben nem hallottál kattogó hangot az extruder felől?
de, néha, nem következetesen, nekem úgy tünt, hogy akkor kattan amikor retraction-t csinál, de nem esküdnék meg rá, hogy teljesen jól figyeltem meg.
-
Joshi
titán
válasz
 ptesza
#49151
üzenetére
ptesza
#49151
üzenetére
PLA/PETG-et nyomtatás után a szálat mindig kihúzom az AMS-ből, mert nekem eddig mindig beletört és én se akarok szerelni. Amióta így csinálok soha nem volt bajom semmilyen anyaggal. Az ABS/ASA-t nem húzom ki, azok még nem törtek bele. Természetesen a hengereket az AMS-ben hagyom. Ha esetleg törik néhány centi (20-30cm) azt lecsípem és kész. Hozzáteszem szigorúan PLA/PETG-nél szokott ez előfordulni, mármint hogy törik. De szárítani soha nem szoktam. Az a röhej, hogy Aliról megvettem a vákumos zacskókat, de még a mai napig nem jutottam oda, hogy belerakjam a filamenteket. Kiveszem és nyomtatok belőlük. Biztos minden anyaggal szerencsém van, nem tudom.
-

ptesza
senior tag
Csak akkor szoktam szárítani ha van vele valami bajom. Pl. ha törik. ABS is elkezd törni ha nedves. Ilyenkor mehet a szárítóba és meggyógyul. Nem töltöm be mert nem akarok potyára szerelni. Ami látszik. Pl buborékos a felület, vagy nagyon szálaz. Potyára nem szoktam szárítani én sem. Aki viszont ebből él és nem vállalhat kockázatot, annak kell ilyennel kalkulálni és előtte szárítani.
-
Joshi
titán
válasz
 Emunem
#49143
üzenetére
Emunem
#49143
üzenetére
Ahogy írtam, amelyik helyiség annyira párás hogy az ABS/ASA megszívja magát párával, az már az egészségre is káros. Ha pedig olyan helyen van tárolva ahol szintén extrém magas a páratartalom, akkor úgy kell tárolni, hogy ne tudja megszívni magát az anyag. Soha még PLA és PETG-et se szárítottam, ABS/ASA-t meg végképp nem. Tudom, sokaknak szárítási fóbiája van, ezzel sincs baj hiszen baja tényleg nem lesz a filamentnek, csak idő és pénzbe kerül.
-
#49149
JulianSinulf
őstag
kavalkád
#49148
JulianSinulf
őstag
válasz
kavalkád
#49148
üzenetére
Ha jól megnézed a jobb alsó sarkot, akkor egyértelműen látszik, hogy kilátszik a lap, amire nyomtatsz. Na ilyennek nem szabad lennie. Azt viszont nem látom egyértelműen, hogy ez réteg magasság probléma vagy extruder gond.
A meglévő csíkok alapján (úgy tűnik, hogy el van kenve eléggé) jónak tűnik a réteg magasság. Ez esetben extrudálási gond lehet.Van egy ilyen flow teszt, ezt bármivel szeletelheted. Érdemes lenne a sebességet nagyon visszavenni, tekintve, hogy már 50 mm/s sebességnél is gond van. És nem csak bambuhoz használható.
Ezen az oldalon pedig egy másfajta tesztet lehet generálni. Itt nagyon figyelni kell, hogy jól állítsd be a nyomtató paramétereit. Ha van ismeretlen érték, akkor a szeletelő nyomtató részlegén lehet, hogy megtalálod a megfelelő adatot.Nyomtatás közben nem hallottál kattogó hangot az extruder felől?
-
#49148
kavalkád
senior tag
JulianSinulf
#49147
kavalkád
senior tag
válasz
JulianSinulf
#49147
üzenetére
köszi, megkeresem ezt a venti opciót (Curát használok, Orca-t csak a kalibrációs tesztek miatt tettem fel egyenlőre, nekem az bonyolultnak tűnik még).
nem mindig a saroknál kezdi valamiért, van amikor az egyik oldal közepénél, és a sraffozásban is ott a hiba ahol elkezdi/abbahagyja (teszek be képet).
az a nozzle méret van beállítva, igen. korábbi kódot nem tudok nyomtatni, mert intelligens módon mindent PROBA néven mentettem rá az előzőre, ne kérdezd meg miért, én sem tudom

direkt drive, most beállítottam a Z hop-ot, a brimet is, meg letiltottam a ventit, reggel folytatom a próbálkozást.
köszi mindenkinek a mai segítséget!

itt vált pozíciót az extruder. -
#49147
JulianSinulf
őstag
kavalkád
#49146
JulianSinulf
őstag
válasz
kavalkád
#49146
üzenetére
A szeletelőben be lehet állítani, hogy az első x rétegen ne menjen a tárgyhűtő venti. Elvileg azt is be lehet állítani, hogy milyen ütemben kezdjen el működni a tárgyhűtő.
Pl. az elsőnél semmi, aztán mondjuk az 5. rétegig eléri a 100%-ot. De ez is állítható úgy emlékszem.A sarkoknál általában pont, hogy több anyagnak kell lennie, nem kevesebbnek. Ezt szokták finomhangolni a filament kalibrálással. Extruder szorzó állítás, PA állítás. Az orca-ban benne van mind a kettőnek a kalibrációja. Az extruder szorzó meg általában 1 alapbeállításon.
Ugyanaz a nozzle van benn a gépben, mint ami a szeletőben van beállítva?
Megpróbáltad már kinyomtatni azt a gcode-ot, ami korábban sikeres volt?A Z hop azt jelenti, hogy utazás közben feljebb emeli a nozzle-t. Adott esetben segíthet.
Esetleg a visszahúzás értékét kellene még megnézni.
DirectDrive-nál (DD) 1 mm alatti a visszahúzás mértéke. Prusa-n és FLSun-on 0,8 mm. Prusa-n a sebessége 35 mm/s. FLSunon 30 mm/s. -
kavalkád
senior tag
válasz
kavalkád
#49140
üzenetére
hosszas kisérletezés után a következőre jutottam:
(előtte újratakarítottam és szintbe is kalibráltam ismét a rendszert)
megpróbáltam az Orca-s flow testet kinyomtatni, a második rétegnél elkezdett feljönni az anyag több hőmérsékleti beállításra. az első rétegnél a tárgyhűtés (vagy bármi is a neve annak a két ventinek az extruderen) nem megy egyáltalán, a másodiktól kapcsol be. ha kézzel kikapcsolgattam akkor nem kunkorodtak fel a szélek.
ezt remélem nem kézzel kell majd állítgatnom minden alkalommal.a nyomtatásbeli folytonossági hibák pedig ott keletkeznek ahol épp megkezdi/vagy befejezi a nyomtatást, értem itt, ha van egy négyzet, akkor ott hiányzik néha egy kis darab ahol elkezdi azt nyomtatni vagy ahol befejezi, ezt még nem sikerült kiderítenem melyiknél is van a gond pontosan a kettő közül. van ennek köze a Z hop opcióhoz? ez most ki van kapcsolva.
-

Emunem
őstag
hogyne kellene... (Joshi: légyszives a környezet ismerete nélkül ne tanácsolj sorozatba ilyen dolgokat, mert ezzel nem leszel a segítségükre. Ahol nagyobb a pára tartalom a lakásban (mondjuk tó mellett lakik) ott nem biztos, hogy valid amit mondasz. Ha szárítja azzal sztem egyet értünk, hogy nem árt semelyik filamentnek
 PACE!)
PACE!)Nekem az S2 65-ön megy ASA/ABS anyagnál, kb. 6 órát. De használj 5mm-s , vagy 10mm-es távtartót, mert akkor tuti kiszárítod, cserébe kicsit többet fogyaszt a szárító. Értelemszerűen a nagyobb rés, nagyobb fogyasztás, gyorsabb szárítás.
-
#49141
JulianSinulf
őstag
kavalkád
#49138
JulianSinulf
őstag
válasz
kavalkád
#49138
üzenetére
Az az 57 fok teljesen jó.
A lapodnak nincs véletlen egy másik oldala? Lehet, hogy az jobb.
Próbálj meg egy olyan tárgyat kinyomtatni, amit már egyszer sikerült kinyomtatnod. Gondolom nem törlöd minden nyomtatás után a pendrive-ot (SD kártyát), akkor meg lesz a sikeres nyomtatás gcode-ja. Az egy jó kiindulási alap.Ha a már sikeresen kinyomtatott tárgyat sem képes kinyomtatni, akkor a nyomtatóval lesz a gond, nem a beállításokkal. Ellenkező esetben meg a beállításokkal.
Ha van kéznél fáziscerka, akkor nézz körbe a csupasz csavarok terén, hogy világít e. Nem szabadna. Ha mégis, akkor földelési gondok vannak, ami bezavarhat a szintezésnek.
Érdemes lehet átellenőrizni a kábeleket is. Nincs e valamelyik nagyon megtörve. Főleg a szintező szenzor kábele. Vagy esetleg csak a csatlakozás laza.
A start gcode-ot nem szerkesztetted? Gondolok itt olyanra, hogy megcsinálja a szintezést, de aztán el is felejti valamiért.
Ha megoldható, hogy a lapot elcsúsztatva ragd rá, hogy középen (ha középre teszi), ahova először leteszi a nozzle-t (és ahhoz méri a többi ponot) jó legyen a felület, akkor meg kellene próbálni abba a pontba nyomtatni egy kis tárgyat. Ott Jónak kell lennie az első réteg magasságának. -
kavalkád
senior tag
-

5leteseN
senior tag
-
kavalkád
senior tag
lemértem húshőmérővel, 57 fok amit 60-nak mond, de az előzőt 65 fokos ággyal nyomtattam, ami ezek szerint 61-62 lehetett. 205 fokos a nozzle, 0.2 layerrel 50mm/sec-el nyomtatok.
vettem fém hézagmérőt, mert a papírlapot bizonytalannak találtam, 0.1-re állítottam középen és a 6 szintezési ponton. ezután megméri 7*7-es rácsban az eltéréseket a 0-tól és (állítólag) ahhoz korrigálja a nyomtatást.
a ragasztót és a lakkot még nem próbáltam, sőt, szoknyát sem csináltam a tárgynak, mert elég nagynak gondoltam a felületet, ezt még kipróbálom.
gyári Elegoo textúrázott PEI lap van rajta, az előző tulaj belenyomhatta a nyomtatófejet középen, ott van egy krix-krax (azt hittem valami logó először), ezért picit eltolva nyomtatok, hogy az a rész kiessen. -
Joshi
titán
válasz
kavalkád
#49136
üzenetére
A nyomtató Bed hőmérséklete valós? Azaz stabilan képes tartani a 60 C°-ot?
A PLA nyomtatása átlagos nyomtatási sebességen 200-205 C°, ez így legyen, nem kell több se kevesebb.A nyomtató szintezése egészen biztosan jó? Ez a nyomtató tudja az autó szintezést, vagy neked kell papírlappal bohóckodni? Ha papírlapos bohóckodás megy, akkor inkább közelebb legyen a First layer a bed-hez. Inkább kenje bele az első réteget, de így legalább tapadni fog. Használj ragasztót, de még inkább lakkot.
A felület amire nyomtatsz az Textured Pei? Ha igen és még se jó, akkor célszerű lenne lecserélni valami másik gyártó megoldására, hátha gyenge minőség. -
5leteseN
senior tag
válasz
kavalkád
#49131
üzenetére
Szerintem nem jó annál is "letesztelni", hogy mennyi idő alatt nedvesedik be!

Most, hogy ez a terület szóba került, érdeklődnék, hoyg a Sunlu szárítóról technikailag(megoldás, hőmérséklete, bármi) mit lehet tudni?
Azért érdekelne, mert "felém" kb 30-50€ egy használt párátlanító, amit(ha lehetségesnek látom) át-/beépítenék egy saját készítésű tárolóba, vagy direkt szárítóba, csak kellene néhány adat, hogy ezek az erre készített szárítók mekkora hőmérsékletekkel dolgoznak, milyen technikai megoldásokkal vannak kivitelezve.Előre is

-
kavalkád
senior tag
válasz
 5leteseN
#49130
üzenetére
5leteseN
#49130
üzenetére
ja, amikor kivettem a csomagból még teljesen jó volt, pár cuccost szépen ki is nyomott, rajta hagytam a nyomtatón, vettem páratartalom mérőt, 37% (22 fok). megpróbálom kiszárítani, bár azt hittem a PLA nem érzékeny erre, előtte (és most is) ESUN-al nyomtattam, az is csak le van téve az asztalra, annak bezzeg kutya baja.
-
5leteseN
senior tag
válasz
kavalkád
#49129
üzenetére
Pont írni akartam, hogy szerintem megszívta magát nedvességgel. Ha azonosak maradtak a beállítások a korábbi sikeres maj a sikertelen nyomtatásnál is, akkor csak az idő múlása adhatja a választ, ami pedig felveti kérdést, hogy hohyan-ho tároltad a két nyomtatási idő között a filát.
Ha nyomtatóban maradt, és kb szobai(műhely) viszonyok között, akkor az eltelt időben az ilyen helyeken normális 50-60%-os páratartalmú levegőből sajnos megszívhatta magát.
-
kavalkád
senior tag
válasz
ParadoxH
#49128
üzenetére
feltettem az OrcaSlicer-t, megtaláltam a kalibrációs teszteket, köszönöm, lefuttatom majd őket. GCode-re generálásra nem merem használni még, mert bonyolultabbnak tűnik mint a Cura, de majd idővel megpróbálom kimatekolni mi mire való.
lemostam először folyékony szappannal, az nem segített, vettem azt a Denkmit marhaepe szappant is amit valaki itt ajánlott, attól sem lett jobb. Curában a General PLA van kiválasztva, de van Eryone PLA is, csak annál a a retrection distance/speed az 6.5mm/45mm/s (míg a generálnál 1mm/25mm/s) amit sokalltam (mondom úgy, hogy nem értek hozzá), ezért hagytam az általánoson.vettem szilikátgyöngyöt, meg egy száraztésztás konyhai dobozt amibe belefér a filament, segíthet ha esetleg kiszárítom?
köszi az eddigi asszisztációt, egyenlőre nem gyújtok alá a gépnek
-
ParadoxH
aktív tag
válasz
kavalkád
#49127
üzenetére
A lapot amúgy megfelelően lemostad? Folyékony szappanal ajánlott.
Az eryone-t is tudod valósínűleg nyomtatni csak más filament profil beállításokkal. Milyen filament profilt használtál a cura-ban? Próbáld átállítani kezdésnek general-ra. Ezt követően szükséged lesz majd egy tower test, flow esetleg pa testre. Ezekre a fogalmakra keress rá a nyomtatóddal kapcsolatban a saját fb csoportjában vagy yt-on és próbáld meg megérteni, hogy melyik mire való mert nagyon sokszor szükséged lehet még rá. Első találat
OrcaSlicerben kicsit egyerűbb dolog van mert ezek a tesztek be vannak építve és a tutorial is szépen össze van foglalva. Esetleg megfontolhatod, hogy kipróbálod azt is alternatívaként. -
kavalkád
senior tag
-
#49125
JulianSinulf
őstag
sgery
#49120
-
-
kavalkád
senior tag
valaki tereljen a megoldás irányába lécci, mert lassan felgyújtom ezt a pokoli szerkezetet
vettem múlthéten EryOne filamentet, mert ebből kaptam olyan színt amire szükségem volt, szépen is nyomtattam vele, 0.1-es rétegvastagsággal, kiváló minőség lettm viszont a héten egyetlen értelmezhető nyomtatást sem tudtam gyártani, az első vagy második rétegnél felszedi a nozzle az addig lerakott filamentet.
újrakalibráltam a magasságot kétszer, elmentem vettem normális fém hézagmérőt, megint újrakalibráltam, vettem azt a Denkmit szappant a PEI boardot letakarítottam, de továbbra is sz@r az egész. Elegoo Neptune 3 plus nyomtató, PLA anyag, Cura-val csináltam a gcode-ot a Engineering/Fine gyári beállítással (bár már annyit nyomkodtam, hogy tutira elállítottam valamit, csak nem jövök rá mit). próbáltam 200/210 fokos nozzleval, 60/65/70-ös beddel, mindig ugyanaz a vége.




-
ptesza
senior tag
Kezdésre nem javasolnám az ABS anyagot. Egyrészt büdös és ezért nem árt építeni egy Bento Boxot. Másrészt eléggé problémás tapadás szempontból és hajlamos a vetemedésre is, amit az egyenetlen kamrahőmérséklet okozhat. Ezért nem árt egy kiegészítő fűtés is. Támaszanyagnak használható mindig saját maga is. Itt előfordulhat, hogy az interface réteggel kell egy kicsit kísérletezni. Kezdésre PLA és PETG. Ezekkel is sok tapasztalatot lehet szerezni.
-

sgery
őstag
válasz
ParadoxH
#49115
üzenetére
Köszi.
Igen, szerintem lesz ams mellé, ha más nem a praktikus tárolás miatt.
Nézve a táblázatot meg az összefoglalót talán azt mondanám, hogy abs-el kezdenék és pva támasztóval?Amúgy éremes a hivatalos oldalról rendelni? Úgy látom azért olcsóbb mint itthon..
Az AMS-el együtt br. 800 euróra jön ki.
https://eu.store.bambulab.com/ -
#49119
JulianSinulf
őstag
Petikeje
#49117
-

Petikeje
tag
Sziasztok, belekezdek én is a 3d nyomtatásba. Ma jött meg a Sovol SV06 nyomtató. Kb fél óra alatt összeszereltem és beállítottam a leírása szerint. Aztán kinyomtattam a hozzá adott filamentből a kártyáján lévő benchyt. Pont 2 óra volt.
Meg is van az első alap kérdés: ha vége a nyomtatásnak, a fej és az asztal rögtön kihül. A filamentet úgy hagyom, vagy visszamelegítem a fejet, és kiszedem a filamentet? -
-
ParadoxH
aktív tag
Az alapanyag elsősorban projekttől függ. Minden anyagnak megvan a sajátossága. Egy összefoglaló tábálzat a teljesség igénye nélkül:
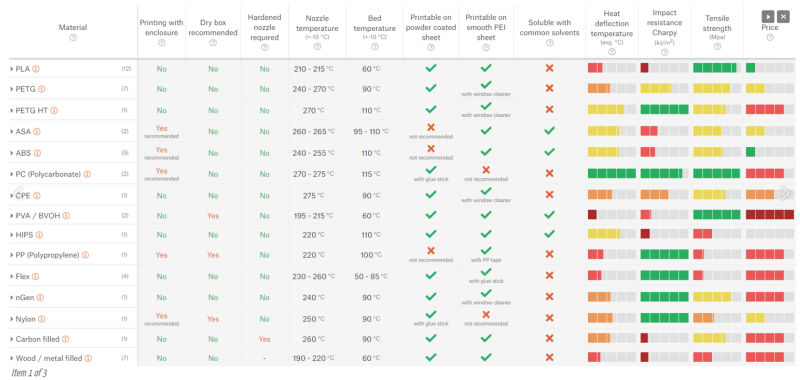
Amit még ajánlanék a P1S mellé a későbbiekben az egy szárító. A rendeléshez pedig fontold meg az AMS megvételét. A többség aki bambuval kezdi mindig megbánja, hogy nem vett AMS-t combo-ban. Utólag pedig drágább. Itt tudsz csemegézni, hogy miket lehet akár nyomtatni AMS-el is. Nem mindegy az sem, hogy milyen lapra nyomtatsz ritkábban használt anyagokból. Valaki mindjárt megmondja, hogy a P1S milyen lappal jön (nem tudom, hogy textured vagy smoth pei). Talán emellé még érdemes nozzle + ragasztó és a későbbiekben megfelelő fogaskerék az abrazívabb anyagokhoz. -
sgery
őstag
válasz
ParadoxH
#49113
üzenetére
Köszi a válaszokat.
Keret alapvetően van rá, főleg mivel a vállalkozásomba is kellene használnom így többet is hajlandó vagyok áldozni erre.
Inkább ami fontos, hogy bevált és jól használható legyen, ahogy most olvasgatom az olcsókkal sok a macera és szintezni kell, fejet cserélni mert bedöglik stb...
A Bambu P1S szerintem belefér és jónak tűnik, köszi az infót.
Alapanyagnak mit használátok?
- Ahogy írtam, van ami vízzel érintkezik, beltéri alkalmazásra menne, de erős lámpa megvilágítást is kap. Fontos az is, hogy ne törjön könnyen - súlyt nem tartó szerkezetek.
- A másik pedig általános kiegészítők. Pl. kocsiba menetrögzítő kamera konzol, szerszámos ládára akasztó fül, rendszerező meg ilyesmik.Színből nekem az tökéletes ha 1 nyomtatott dolog 1 színű egészében - és ~ csak fekete lesz minden, max lefestem utána.
-
ParadoxH
aktív tag
Ha ütés/uv/viszonylagosan hőálló anyagokkal szeretnél foglalkozni ahogy a példáid is mutatják akkor zárt térre lesz szükséged és olyan nyomtatóra ami ezeket az anyagokat is képes nyomtatni.
Ha van rá kereted és tudsz erre áldozni akkor a Bambu P1S környékén érdemes nézelődni. Ez abszolút ajánlott típus. Alternatívaként ott van mondjuk a Quidi Q1 Pro. Valamivel talán ez a nyomtató összeszerelési minőség és komplett termékökoszisztéma keretein belül nincs olyan fejlett mint a bambu nyomtatói viszont technikailag képes lesz arra amit elvársz. Multicolort ezzel viszont nem fogsz nyomtatni egykönnyen.
Nézz ezekről a kettőről szerintem pár összefoglalót. Azok az anyagok amiket te szeretnél nyomtatni kissé haladóbb kategóriának számítanak, de azért az is elsajátítható.
Ha pedig tényleg csak hobbi / ismerkedés kategóriának szánod akkor ott a Bambu A1+combo. Ha később úgy érzed hogy váltanál komolyabb nyomtatóra és haladóbb anyagokra (abst, asat és ilyesmit ezzel nem tudsz nyomtatni) vagy nem jön be ez a hobbi akkor talán ezt a legkönnyebb eladni a használtpiacon.
-
sgery
őstag
Sziasztok!
Az összefoglalóban nem láttam termék ajánló részt, ezért írok első körben.
Alapvetően eddig semmilyen közöm nem volt 3d nyomtatáshoz, viszont van pár projektem, amihez kellene, továbbá szórakozásra és kiegészítők nyomtatására (pl. kocsihoz) nagyon jó lenne.A projekteknél ilyenekre gondolok: raspberry pi gyári kijelző szebb felfogatás, víztartályra betöltő nyílás, víztartályra szintjelző stb...
Tervezni sketchupban szoktam, nem tudom innen mennyire könnyen vihető át egy nyomtatóra a terv?
Milyen gépet és anyagot ajánlanátok ezekhez?
Köszönet
-
Sziasztok!
Most csöppentem bele a 3d nyomtatás világába, most az év végi akció közben szemeztem nagyon egy Bambulab A1 minivel, nekem ez elég is lett volna otthonra, nem akarok én hatalmas dolgokat nyomkorászni, de végül elvetettem a dolgot.
Viszont közben, úgy alakult, hogy lett egy Ender 5 Plus és most nyomkodom a Bambu studio-t. Azt vettem észre, hogy egy nyomtatásra, 1.5-3x több időt saccol az Endernek, mint az A1 mininek. Valamit még állítgatni kéne az 5 Plus nyomtatásán vagy tényleg ennyivel okosabb az A1? -
#49108
ParadoxH
aktív tag
kriszpontaz
#49107
ParadoxH
aktív tag
válasz
 kriszpontaz
#49107
üzenetére
kriszpontaz
#49107
üzenetére
Természetesen igazad van, rosszul fogalmaztam fent a px-el kapcsolatban. Az importált dxf-ben volt a probléma. Mivel többen használjuk a cégnél az autocad licenszét az INSUNITS 4-es helyett 1-es en volt így inches méretarányt exportált.
-
#49107
 kriszpontaz
veterán
ParadoxH
#49101
kriszpontaz
veterán
ParadoxH
#49101
kriszpontaz
veterán
válasz
ParadoxH
#49101
üzenetére
AutoCAD-ben mi ez a pixel dolog? Milliméterben tervezel, vagy adott méretarányban, de amit ott lerajzolsz, csinálsz DXF-et belőle, importálod Fusionbe, ugyanazt kell kapd. Exportáláskor meg nem változik az STL-ben lévő tárgy mérete. Nem értem mi ez a 220px. Ez nem Fotoshop. Globálisan szabályzod egy paranccsal a méretarányt de úgy látom megvan a gond.
-

mumtaz
senior tag
Hülye kérdés és talán nem is itt van a helye, de próbálta valaki máshogyan távolról megoldani a felügyeletet? OctoEverywhere és hasonlókat valahogyan nem szeretném már használni. Inkább valami saját dologban gondolkodok.
Leginkább valami VPN, de ahhoz meg tök hülye vagyok. -
#49105
JulianSinulf
őstag
dvd_R+
#49104
JulianSinulf
őstag
válasz
 dvd_R+
#49104
üzenetére
dvd_R+
#49104
üzenetére
Van ez így.
Nyomtatóval még nem jártam így, mert még a refurbished cuccban is benne volt minden. Még a sample anyag is.
De táppal már voltam így. Poros, cigifüstös, még a kábel is kuka volt. Akart némi kedvezményt adni, de írtam neki, hogy ilyen büdösen ez nem maradhat a lakásban. Visszaküldtem, visszakaptam a pénzem. Vettem máshonnan egy másikat. Jobbat, drágábban... -

dvd_R+
őstag
Sziasztok!
Na végre megérkezett nekem is a december 16.-án rendelt nyomtatóm (bambu A1 combo) dec 22-re ígérték.. Jan 13

Felbontott, használt karcos, tele új lenyomattal a plate alatti rész stb.. és hiányos,
Filament sample, és azok a csövek amibe a filamentet kell befüzni a hotend / ams kit-be
az sem volt benne..
3DJake.hu ...
Járt már így valaki ?
írtam nekik 2 levelet is.. kíváncsi vagyok a válaszukra, kabaré...
-
ParadoxH
aktív tag
Fusion 360 guruk, segítsetek.
Egy nagyon furcsa hibának keresem az okát.
Előzmény:Adott egy dxf rajzom pixelben elmentve autocad-ből:
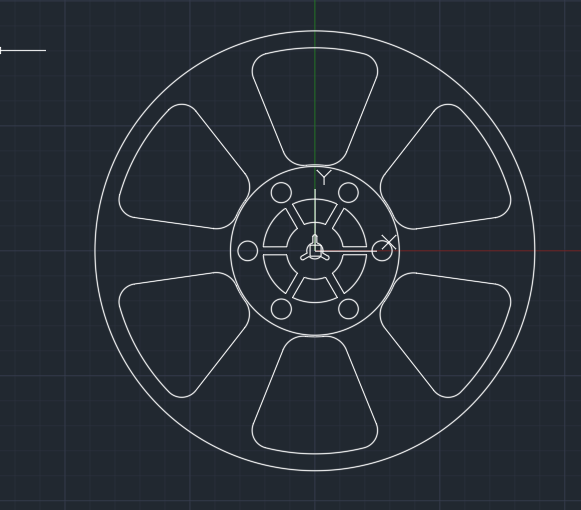
Ezt importálom fusion-be ahol teljesen más méretet kapok valamiért (2700mm feletti átmérőt, míg az autocad-ben ez 220px). Ezt skálázom 220mm-es külső átmérőre, megcsinálom belőle a body-kat, majd egyesítem az egészet.
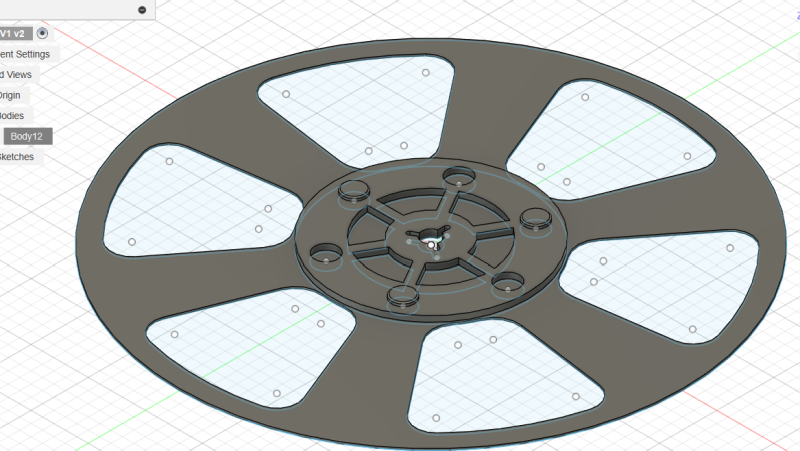
És amikor kiexportálom a bambu szeletelőjébe mm-ben, egy teljesen más méretet kapok:
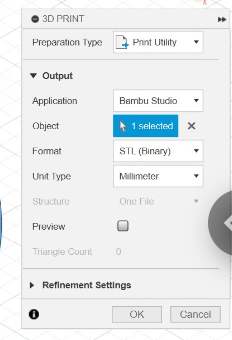
Mit csinálok rosszul?








![;]](http://cdn.rios.hu/dl/s/v1.gif)



 Mindegy, nekem mindháromból Ku..va kevés van!
Mindegy, nekem mindháromból Ku..va kevés van! 






























































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Clair Obscur: Expedition 33 teszt
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Fejhallgató erősítő és DAC topik
- Kodi és kiegészítői magyar nyelvű online tartalmakhoz (Linux, Windows)
- PlayStation 5
- Renault, Dacia topik
- Ingatlanos topic!
- Motorolaj, hajtóműolaj, hűtőfolyadék, adalékok és szűrők topikja
- YouTube
- Xiaomi 14 - párátlanul jó lehetne
- További aktív témák...
- Bomba ár! HP ProBook 6560B - i5-2GEN I 8GB I 480GB SSD I 15,6" HD I Cam I W10 I Garancia!
- Apple iPhone 13 128GB, Kártyafüggetlen, 1 Év Garanciával
- Így lehet neked Teljes Magyar Logitech Craft Billentyűzet
- AKCIÓ! Sony PlayStation 5 Slim 1TB SSD lemezes konzol + fejhallgató garanciával hibátlan működés
- PS5 konzolod megvásároljuk: Budapest, Kecskemét, Szeged, Debrecen vagy akár GLS futárt küldünk!
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest