Hirdetés
- sziku69: Szólánc.
- sziku69: Fűzzük össze a szavakat :)
- Luck Dragon: Asszociációs játék. :)
- btz: Internet fejlesztés országosan!
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Sub-ZeRo: Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
- BerserkGuts: 9800X3D Hitvallás, Dogma megcáfolása egy RTX5080+12600K-val
- Meggyi001: Áram nélkül....méltóság nélkül.....
- Lalikiraly: Mercis kalandok - Huszonkilencedik rész
- balojazz: Szódakészítés üzembiztosan és olcsón! Figyelem, csak hardcore szódázóknak!
-

LOGOUT



Új hozzászólás Aktív témák
-

konkav
tag
Üdv mindenkinek.
Szeretnék építeni egy coreXY-t. A Hypercube Evolution méretező xls fájl alapján, ha 2020-as profilokat használok, akkor 300x300-as heatbed-del pont 45 centi lesz a mélysége, és nekem éppen ennyi helyem van. Szélességében nagyobb is lehetne, csak sajnos nem találok téglalap alakú bed-et (kivétel a 300x200-as méret). Erre támadt egy ötletem, hogy két ilyet rakok egymás mellé, és akkor 300x400-as lenne, és még olyat is tudna, hogy ha kis darabot nyomtatok, akkor csak a felét kéne fűtenem. Csak sajnos nem igazán találtam rá jó megoldást a vezérléséhez, mert a jó megoldás az lenne, ha külön lehetnének vezérelve. Még az jutott az eszembe, hogy a második extruder helyére lehetne bekötni (külső FET-tel). Szerintetek megéri-e a sok macerát (vezérlés, rögzítés, szintezés, stb.) az a +10 centi?
-
#10097
 2thletme2day
őstag
izisz
#10076
2thletme2day
őstag
izisz
#10076
2thletme2day
őstag
Köszönöm szépen a válaszokat neked is és DeniL kollégának is. Nagyon úgy néz ki, hogy a a hangos működés a mechanikára vezethető vissza. A mai nap megjöttek a stepper motor damperek amiket rendeltem. Felszereltem őket és mintha nem is az a nyomtató lenne ami előtte volt. Nagyon lehalkult és a nyomtatási minőség is javult (mérsékelődött a ghosting x és y tengelyen) . A radiális tárgyhűtő ventilátor jelenleg a leghangosabb komponense a nyomtatónak.

-
#10096
 gerleimarci
aktív tag
Tomjack
#10089
gerleimarci
aktív tag
Tomjack
#10089
gerleimarci
aktív tag
válasz
 Tomjack
#10089
üzenetére
Tomjack
#10089
üzenetére
Én az Anycubic 4MAX-ot is tudnám neked ajánlani. Nálam úgy nyomtatta az ABS-t, mint a PLA-t (már ha neked ez szempont).
Most egy Tevo Black Widow-al sz...k, mert használtan vettem egy trehány némettől, aki csak behányta darabokban egy dobozba, ergó törött/hiányos alkatrészekkel küzdöttem, meg egy jópár helyen látszott az asztalon, hogy beleküldte a fejet . Már egész szépen nyomtat, még egy kis finomhangolás van hátra. Egyébként nagyon stabil szerkezet. De ha elég a 4MAX nyomtatási területe, akkor inkább azt ajánlom. Meg az ultrabase is jó barátom volt, csak a pókra nem találok megfelelő méretben. Bár már írtam az Aliexpressen az Anycubic store-nak, azt írták pár héten belül tudnak nekem szerezni egy Anycubic Chiron asztalt
. Már egész szépen nyomtat, még egy kis finomhangolás van hátra. Egyébként nagyon stabil szerkezet. De ha elég a 4MAX nyomtatási területe, akkor inkább azt ajánlom. Meg az ultrabase is jó barátom volt, csak a pókra nem találok megfelelő méretben. Bár már írtam az Aliexpressen az Anycubic store-nak, azt írták pár héten belül tudnak nekem szerezni egy Anycubic Chiron asztalt 
-
#10095
 albinolynx
senior tag
albinolynx
#10094
albinolynx
senior tag
albinolynx
#10094
albinolynx
senior tag
válasz
 albinolynx
#10094
üzenetére
albinolynx
#10094
üzenetére
Utolsó kérdésre rájöttem, csak át kell írnom a gcode "script"-et... Ez tárgytalan már.
-
#10094
albinolynx
senior tag
albinolynx
senior tag
Köszönöm a tárgyasztallal kapcsolatos tippeket!
Rettentően jól bevált a ragasztó stift. Hőálló üvegre nyomtatok. Rift alapon a nyomtatás (ez talán a legkönnyebben eltávolítható nyomtatás után).Sikerült nyomtatnom kismegszakítóhoz is fület. Mivel a legerősebbre szeretném - infill 100%. Hülyén hangozhat a kérdés, de létezik, hogy ennek ellenére szivacsos szerkezetűnek hat belülről a nyomtatott tárgy?
Simplify3D-vel ismerkedem. Próbáltam vele egy netes A8 profil, de a kalibrációs kocka nem lett túl fényes. Van ehhez bevált, belőtt profilja valakinek?
Cura-ban van olyan funkció, ami a szálnyomást elkezdi a nyomtatási területen kívül? Simplify-ben vettem észre, eddig csak videón tűnt fel: semleges területen extrudálja a szálat, így a felfűtéskor kinyomódott, lógó kis darab nem az aktív nyomtatási területre kerül. Oda már egy tiszta szállal érkezik.
(Cura tippet is köszönöm! Semmi egyéb változtatás nem történt, csak downgrade 3.4.1-re. Egyből minden helyreállt.) -

janek69
senior tag
Tegnap és ma is felültem a szopórollerre. Mivel szénszálas anyaggal nyomtatok folyamatosan keresem a legjobb extruder összeállítást. Tegnap titán ötvözet és ptfe csöves throat-al addig jutottam,hogy kézzel is alig bírtam kinyomni a PLA-t a 0.4-es fúvókán. Ma az egész délelőttöm azzal telt,hogy próbálgattam. Betettem egy rozsdamentes acél fúvókát all metal verzióban. Elkezdem 2x is nyomtatni,mind a 2x ugyanott,ahogy elkezdte az infillt,mert gondolom megnőtt az anyagigény egyszerűen megakadt a filament valahol a throat kezdeténél.Aztán visszahúzva újra szétszedés nélkül megindult.Utána PTFE csöves verzió vissza és maradt a fúvóka,így megy.Ja az all metal throat fel volt polírozva kézzel akadás mentesen mint a szél lement a filament a nozzle aljáig. Szóval arra jutottam,hogy PLA-hoz nemigazán jó az all metal verzió.Még szerencse,hogy a most épülő nyomtatómhoz azt vettem,most cserélhetem a throat-ot.
-
-

Tomjack
tag
válasz
 Mr.Csizmás
#10090
üzenetére
Mr.Csizmás
#10090
üzenetére
Köszönöm. Nagyon valószínű Tevo Flash lesz belőle.
-
Tomjack
tag
Sziasztok,
Eljutottam oda hogy 3D nyomtatót vásároljak. Segítség kellene választáshoz.
Előzetesen javasolták a TEVO Flash, Dual-Z-t.
Vagy esetleg ezek a típusok?
Flyingbear P905 Large Printing Area Dual Z
Tronix X5SDe azt is elfogadom javaslatba miket nézzek egy nyomtatónál a kiválasztásban.(tálca hőfok, fej stb.)
Pontosan nem tudom miket kell nézni.Egyébként 450 dollárig gondolkozom.
Köszönöm előre is.
-
#10087
Dalee
aktív tag
albinolynx
#10085
Dalee
aktív tag
válasz
albinolynx
#10085
üzenetére
Én ennek a nagyobb verzióját vettem a CR-10-re, de miután felraktam rájöttem, hogy nem kellett volna, az IKEA tükrön is szépen megragad, csak minden nyomtatás előtt áttörlöm tiszta alkohollal.
Mielőtt felraktam a linkelt nyomtató felületet az előző nyomtatásom a tükörről az egyik sarkán kissé felvált, de rájöttem, hogy csak annyi a volt a baj, hogy túl kicsi volt a heatbeddel érintkező nyomtatott felület (egy vékony 3 mm-es vonal, a többi support volt, azért hittem azt, hogy rossz a tapadás, mert a support megtévesztett. Valószínűleg az a nyomtatás a lapról is leválna kissé, bár nem biztos, az tuti, hogy ezen nagyon jól tapad.
-
#10085
albinolynx
senior tag
albinolynx
senior tag
Kicsit szopok az első kritikus réteggel. Ami beválni látszik az a ragasztóstift (így hirtelen). Ennek mi a profi alkalmazási módja? Hideg-, meleg asztalnál? 1-, vagy több réteg?
Valahol ajánlottatok kék színű, 200x200mm-es lapot amiről alig lehet "levakarni" a kész nyomtatást. Ezt tudná linkelni valaki, vagy talán még jobb, betenni az összefoglalóba?
Köszönöm!
Ui.: nyomtatott már valamelyikőtök esetleg pla-ból kismegszakítóhoz való fekete pöcköt, amivel egy mozdulat fel-le szerelni DIN sinről?
-
#10084
gerleimarci
aktív tag
Mr.Csizmás
#10083
gerleimarci
aktív tag
válasz
Mr.Csizmás
#10083
üzenetére
Mert neked billeg az asztalod
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
blountex
senior tag
válasz
blountex
#10080
üzenetére
Kipróbáltam 15mm/s-el is, és úgy néz ki így sokkal szebb lett a legteteje és a legalja is, azaz látszódik normálisan a lyuk része is.
Nem gondoltam volna, hogy még ennél is lasabban kellene nyomtatni azt az adott részt.
KösziIzisz:
Itt leginkább arra gondoltam, hogy telibe nyomtatja az egészet, gyakorlatilag aligha keletkezett lyuk a közepén és volt hogy elég rondára is sikeredett 1-2 alkalommal. -
blountex
senior tag
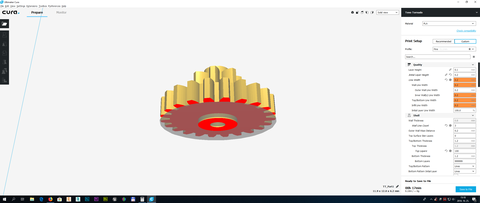
Egy meglévő fogaskereket próbáltam valamennyire lemodellezni, nem biztos hogy stimmel, de azért gondoltam megpróbálkozok vele.
Maga a tárgy igen kicsi és a nagyobb átmérőjű fogaskerék teljesen adott volt, de a felsőrészénél a fogak az eredetinél teljesen le vannak törve.
Az alját ahol nagyon kicsi a perem (2.kép) még csak-csak sikerül jól kinyomtatni és maga a fogaskerekeket aránylag egész szépen kinyomtatja 0,2-es nózival, de a felső fogaskeréknél ahol a perem rész van (tehát ahol a lyuk van) sose sikerül szépen mindig elnagyolja a végét.
Erre lenne valakinek valami tippje?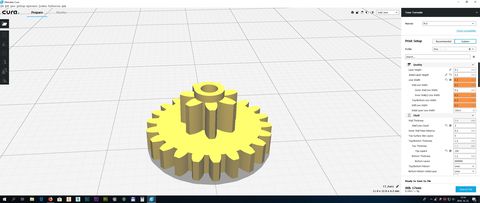
-
#10076
 izisz
senior tag
2thletme2day
#10074
izisz
senior tag
2thletme2day
#10074
izisz
senior tag
válasz
 2thletme2day
#10074
üzenetére
2thletme2day
#10074
üzenetére
Erre részben hadd válaszoljak: mi a tmc2130-ból indultunk ki, Denil is ez alapján válaszolt (mindkettőnknek csak ez van).
A 2208 "különcsége" nem merült fel - most néztem datasheet-et, ennél valóban csak ustep-et lehet állítani jumperrel standalone módban, igazad van.
A zaj+24V dolog meg innen jött: watterott faq - viszont ez is spreadcycle-re vonatkozik.
Viszont figyelmedbe ajánlom a datasheet 65. oldalát. Aflowcharton pont van egy elágazás "Audible chopper frequency" - itt is ajánlja a motor áram csökkentést (ezt emelem ki, mert ez a legegyszerűbb elsőre) -
DeniL
tag
válasz
2thletme2day
#10074
üzenetére
Hello,
de igen, ha jól tudom, de javítsatok ki, jumperrekkel csak 4/8/16 microstepet tudsz állítani, szoftveresen skálázódik fel. A baj csupán annyi, hogy ha megvan melyik módban akarod használni a TMC-t, akkor megnézed hogy a CFG-knek milyen állapot kell. Hiába veszed le vagy teszed fel a jumpert, ha smd ellenállással GND-re van fixen húzva, holott neked Open kellene, ha felrakod a jumpert (Gen L esetén), akkor meg VCC-re van húzva a lába. A full csendeshez ez nem elég. Az szomorú, hogy 24V-n is csinálja.
Én TMC1.0-át használok, ami nincs előkészítve SPI-re. Nem szórakozom Marlinből a TMC szekcióval, nekem elég ha csendes, nem kódból állítok mA, vref-et stb. Nem szoftveresen van használva. Nekem az már bonyolult volt. Amúgy Marlin 1.1.5-t használok, amiben még nem voltak definiálva a motorvezérlők az X,Y,Z,E-re, mint a későbbiekben.
-
#10074
2thletme2day
őstag
DeniL
#10018
2thletme2day
őstag
A jumperekkel nem a microstepeket tudod állítani? Tudomásom szerint a módok között csak soros usb porton keresztül lehet lépegetni 2208-nál és a default mód a steapthchop. Egyébként 24v-os a rendszerem és mégis megvan ez az idegesítő hang. Én a szoftverre gyanakszom, hogy az a ludas. M122-t futtatva a TMC debug az enabled sorban azt írja minden tengelyre, hogy false. Steapthchop sorban szintén. Nálad milyen firmware van az alaplapon?
-
#10073
 Zsolt74
senior tag
printerpeti
#10064
Zsolt74
senior tag
printerpeti
#10064
Zsolt74
senior tag
válasz
 printerpeti
#10064
üzenetére
printerpeti
#10064
üzenetére
A supportot nagyrészt csípőfogóval kell levagdosni egyenként.
Az FDM supportot ha jól van a gép beállítva akkor könnyebb eltávolítani. -

papptacsi
tag
válasz
printerpeti
#10064
üzenetére
Mosni mindenképp kell a darabokat nyomtatás után, hiszem csupa műgyanta a darab amikor kiveszed a gépből.
Általában az utókezelés menete: Gépből ki -> alkoholos fürdő vagy ultrahangos mosó -> öblítés vízzel, száradás -> UV kamraIlletve igény szerint UV kamra előtt vagy az után support leszedés.
-
papptacsi
tag
válasz
printerpeti
#10062
üzenetére
Sok féle anyag van minden géphez, de igen, az általánosságban elmondható, hogy a standard műgyanták általában ridegebbre keményednek már nyomtatás során is, de utókezelés során (UV kamra) főleg, mint az FDM technológiával készült darabok. Nem is igazán lehet összehasonlítani a kettőt. Teljesen más és teljesen másra jó.
Általában ezért is nem végfelhasználásra szánt munkadarabok készülnek ezzel a technológiával, hanem inkább mesterdarabok sokszorosításhoz. Ez lehet szilikonformázás vagy gumibasütés, de vannak olyan anyagok is, amelyek a "viaszveszejtéses" precíziós öntés során a viaszhoz hasonlóan kiégethetők.
Emellett persze vannak rugalmas anyagok és kifejezetten kemény és kopásálló anyagok, amik esetleg jók is lehetnek végfelhasználásra, de csak akkor ha nem túl nagy a terhelés.
Vagy esetleg proto darabok vagy olyan figurák is készíthetők amiket kirak az ember a polcra és nem piszkálja, fogdossa, mert ha igen, akkor előbb utóbb eltörik. Bár a polcra rakással is oda kell figyelni, mert ha napfény éri, akkor előbb utóbb ott is tönkre megy. Mivel UV reagens anyagokról beszélünk, a hosszas napsütés hatására előbb utóbb annyira kikristályosodik az anyag, hogy elkezd málóssá válni. Ez ellen is lehet védekezni lakkal stb... de már így is sokat írtam és érted a lényeget
-
#10070
 norbert1998
nagyúr
Imy
#10069
norbert1998
nagyúr
Imy
#10069
norbert1998
nagyúr
Lehet én is mahinálok majd az Ender-re egy lehetőséget, hogy a saját extruderét feldobom direkt drive-osnak. Vagy majd amit enged, testközelből csak a saját mókolásomat, meg még régen Replikator-t láttam(vagymineve), de akkor még nem is érdekelt az egész, csak úgy volt, hogy az OSZTV-n kell majd nyomtatni is. De elég volt az stl-t odaadni az illetékeseknek.
Többieknek is köszönöm

-
#10069
 Imy
veterán
norbert1998
#10065
Imy
veterán
norbert1998
#10065
Imy
veterán
válasz
 norbert1998
#10065
üzenetére
norbert1998
#10065
üzenetére
Én CR-10-et átalakítottam direktdrivera és az problémamentesen nyomtatja.
-
#10068
Dalee
aktív tag
tibi970307
#10058
Dalee
aktív tag
válasz
 tibi970307
#10058
üzenetére
tibi970307
#10058
üzenetére
Nem a top/bottom solid layerre, illetve az outline/perimeter shell layerekre gondoltam, hanem, amikor fusion 360-ban lemodellezem a rekesz akkor a modellnek milyen falvastagságot szerkesszek?
-
#10067
 Janix12
aktív tag
norbert1998
#10065
Janix12
aktív tag
norbert1998
#10065
Janix12
aktív tag
válasz
norbert1998
#10065
üzenetére
Szia!
Én most tesztelgetem az enyém és TPU-t viszi gyári felszereléssel szóval nem egy távoli álom...
János
-
#10066
 bigrob
őstag
norbert1998
#10065
bigrob
őstag
norbert1998
#10065
bigrob
őstag
válasz
norbert1998
#10065
üzenetére
Attól függ milyen puha lesz az a filament, ha nagyon puhát veszel az necces, szerintem megakad, de valami keményebb TPU akár jó is lehet csak LASSAN!
-
#10065
norbert1998
nagyúr
norbert1998
nagyúr
Srácok.
Lenne egy" rendelés" flexibilis anyagból. Tudom ,hogy az Endre 3 ezt nem igazán viseli a Bowden miatt , de azért nem használhatatlan. Gumi karkötőt kellene nyomtatni, 50 darabot. Domború mintával. Lehetséges lenne ezt megoldani vagy meg sem próbáljam?
(Igen, még se Endre se flexi filament)Végső esetben a marogepen a direkt driver extruderrel is meg tudom próbálni, csak ugye meg kell venni a flexi anyagot.
(Sorry, a Gboard egy szar. ..)
-
#10063
Zsolt74
senior tag
printerpeti
#10060
Zsolt74
senior tag
válasz
printerpeti
#10060
üzenetére
Már elkezdtem az átalakításokat rajta, vágtam rá egy ablakot hogy lehessen látni működés közben, mert volt olyan hogy elfogyott nyomtatás közben a műgyanta, ezért hiányos lett a nyomtatott tárgy.
Rendeltem hozzá 2db lineáris sínt mert a rudakat túl gyengének tartom, lehet hogy később még a trapézmenetes orsót is le fogom cserélni golyós orsóra, de az még a jövő zenéje.
Amúgy egyszerűen kezelhető, egyedül a végén az elmosás és eltakarítás isopropil alkohollal macerás egy kicsit, de van olyan műgyanta amit vízzel lehet elmosni, az mondjuk kicsit kényelmesebb, és olcsóbb. -
blountex
senior tag
Érdeklődnék hogy egy már használatban lévő nozzle heater block és throath tubet hogy lehet könnyen szétszedni?
A nozzle ugye könnyen kilehet, csak ha pl nem ugyan az a féle nozzled van mondjuk egy kicsit hosszabb a menete vagy más a kialakítása pl big nozzle, akkor már nem biztos hogy stimmel a régi helyre.
vagy pl kifolyt a filament, gondolok itt a helytelen összeszerelésreNálam leginkább a heater block és a throath tube szétszedése a problémás, mert míg a nozzlera rátudok fogni és hidegen is simán lejön, addig a throath tube-ra nem. Itt a gáztűzhely nem segít, egyedül a filament eltávolítása nozzleból arra alkalmas.
Ami speciel bevált....
Befogom satuba és egy kis gázpalack segítségével megküldöm forrasztópákával, így már eltudom választani a heater blocktól a throath tubet. (Bore 41mm)Egyéb hatékonyabb megoldás?
-
#10058
 tibi970307
tag
Dalee
#10035
tibi970307
tag
Dalee
#10035
tibi970307
tag
Simplify-t használok, ott csak réteg számot tudok megadni, de általában nálam 0,4-es Nozzle mérettel 5 rétegnél elég erős szokott lenni. Az ugye 5*0,4=2mm.
Az alján szintén 5 réteget szoktam általában, ott 0,2-es rétegvastasággal 1mm-re jön ki, de mivel a rétegeket kötésben csinálja az jóval erősebb is. -
#10057
Zsolt74
senior tag
printerpeti
#10045
Zsolt74
senior tag
válasz
printerpeti
#10045
üzenetére
Nekem Wanhao D7 plus DLP nyomtatóm is van.
Ezek sokkal szebben nyomtatnak mint az FMD nyomtatók, de a műgyanta(resin) is jóval drágább, 1 liter 21.000Ft legolcsóbban.
Viszont a legtöbb műgyanta törékeny (mondjuk ebből is van rugalmas), és gyengébb mint az FMD nyomtatók nyomtatószálai. -

jerry311
nagyúr
Felültem a szopórollerre én is, mert miért ne...
Nyomtató vásárláskor hozzácsaptam egy tekercs fekete PLA-t is, mert hát csomagban akciós volt.
Hamarosan el is fogy, szóval kell új tekercs.
És innen a nagy kérdés:
Ajánlott (vagy éppen kerülendő) PLA filament gyártó / márka? (remélem nem lesz belőle hitvita, mondjuk ha igen, akkor majd veszek valamit a saját fejem után) -

Saccco
nagyúr
Egyelőre marad így. Köszi a linkeket.
Egy szíjfeszítőt fogok felszerelni hátra középre. Azért a 2m szíj nem annyira feszes a hosszú részeken.Még kell pár tesztet nyomtatni, hogy kiderüljön, hogy van-e értelme a gépnek így.

Ui.: a beállított 1,5V még nem a tűréshatára a 2100-nak. Elég jól hűtve is vannak (92mm-es venti).
Ui.2: az utolsó kocka z irányban 19.99mm

-
papptacsi
tag
válasz
printerpeti
#10045
üzenetére
Formlabs Form 2-t, 3DSystems ProJet 1200-at, Envisiontec Perfactroy gépeket használunk. Pontosabban az Envisiontec-et már nem nagyon, azt valószínűleg el is fogjuk adni.
-
#10044
Balázs1621
senior tag
tibi970307
#10022
Balázs1621
senior tag
válasz
tibi970307
#10022
üzenetére
Kipróbáltam a 3.4.1 -es Cura-t, ezzel hibátlan szépen tolja kifele a filamentet, nem tudom mit ronthattak el 3.5.0-án és nálam a legújabb 3.5.1 se jó.
-
-
#10039
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
némi off, felvetettem hogy HA-n legyen saját rovatunk valahol (akár az egyébben is) [link]
-

MadaraS
csendes tag
Sziasztok!
Segítségeteket szeretném kérni. Szeretnék belekezdeni a 3D nyomtatásba hobbim miatt. Makettezem és szeretnék saját magamnak nyomtatni dolgokat. Fontos lenne, hogy kisméretűben is pontosak legyenek a dolgok. Nézegettem videókat, elmézéseket, cikkeket de nem igazán tudtam eldönteni mi felelne meg nekem. Kinéztem a Tevo Tarantulát. Szerintetek ez megfelelő lehet?
Előre is köszönöm a segítséget!
-
#10035
Dalee
aktív tag
tibi970307
#10034
Dalee
aktív tag
válasz
tibi970307
#10034
üzenetére
És mit javasolsz anyagvastagságnak, az alján, valamint a falaknál?
Illetve 0,4-es nózi 0,2-es rétegvastagsággal jó lesz?
-
#10034
tibi970307
tag
Dalee
#10031
tibi970307
tag
Bőven jó lesz, ha a füleket "tömörre" csinálod. Tehát ne ilyen kikönnyített legyen, mint az eredeti.
Érdemes rádiuszokat rakni az élek helyére, így elkerülöd a feszültséggyűjtő helyeket is. Még akár meg is lehet merevíteni az egészet lamellákkal az alján kereszt és hossz irányban, de anélkül is ki kellene bírnia. Viszont adnék az aljára és körbe egy jó 5 réteget, ha nem szeretnéd teljesen tömörre. Bár ilyen anyagvastagságnál majdnem az is lehetne.
A megfelelő infillt meg úgy is akkor látod, ha felszeleteled és megnézed a keresztmetszetét. Lehetőleg mindig jöjjön ki minimum egy alakzat a méhsejtből, az akkor erős. -
bigrob
őstag
válasz
 bitmad
#10032
üzenetére
bitmad
#10032
üzenetére
Szerintem inkább a szintezésnél kéne nézni a problémát. 50% sebességgel nyomom az első réteget. (PLA)
Avagy, nem tudom első rétegmagasságod mekkora? Alapból 80%-ra szokták mondani, hogy úgy a tuti.
Szerezz ikás tükröt, arra nyomtass, ha kitörik egy darab belőle nem fáj annyira mintha az asztal üvegét pattintgatná le.. (elég nehéz beszerezni, ha törik/reped és nem is occó) -

bitmad
aktív tag
válasz
 Tankblock
#10020
üzenetére
Tankblock
#10020
üzenetére
Szia,
A curaban melyik az a beállítás?
Egy Tevo Tornado 2018 a nyomtató.
Eddig azzal bajlódtam, hogy nem tapadt le az asztalra, most viszont az a baj, hogy nagyon tapad.
Konkrétan most kitört egy 2mm-es darab a gyári üveglapból, mert megvártam hogy kihűljön teljesen és a hűlés közben pattogott az anyag rendesen.
Pedig nem használok semmi ragasztót, hanem csak vizes törlőkendővel áttörlöm az üveget, és az első pár réteget 60%-on kezdem el, így már van ideje letapadni.
Ha 100%-on kezdtem a nyomtatást akkor felvált az asztalról. -
#10031
Dalee
aktív tag
tibi970307
#10030
Dalee
aktív tag
válasz
tibi970307
#10030
üzenetére
Összeraktam a mozaikokat.
Felül és előlnézet és felülnézet:

Oldalnézet a tartó ékkel:

-
#10030
tibi970307
tag
Dalee
#10029
tibi970307
tag
Szerintem azt, hogy elbírja-e ezt a terhelést a tárgy, nagyban függ attól, hogy hogyan van megtervezve az alkatrész.
Érdemes lenne lefényképezned, akkor látnánk, hogy milyen nyomatékok és erők hatnak a fülekre, mivel nem csak a súly számít.
Egyébként én PETG-ből szoktam nyomtatni leginkább, az egy jó 5 réteg shell, bottom, és top layerrel nagyon erős, rugalmas, tehát alkalmas lehet egy ilyet megtartani még 3x1 cm-es méretben is, ha megfelelő a konstrukció.A veszélyes keresztmetszeted mindenképp a füleknél lesz, ahol nyíró igénybevétel terheli az adott keresztmetszetet. Továbbá ha esetleg képes el is mozdulni, akkor ki is fáradhat az anyag, ami műanyagnál elég hamar jelentkezik. Az alján egy adott felületen megoszlik a terhelés, tehát ott nem gondolnám, hogy probléma lesz.
-
Dalee
aktív tag
A minap eltört a hűtőszekrény ajtaján lévő alsó (üdítő tartó) rekesz.
A rekesz belső mérete kb. 40 cm x 10 cm és 6 cm magas. A rekeszt a két szélén nagyjából 3 cm magas 1 cm vastag, az alján kb. 1 cm a tetején kb. 1,5 cm széles ék tartja.
Mivel az ára 15 eFt, gondoltam nyomtatok átlátszó PETG-ből.
Ránézésre 4 db 2l-es PET elfér benne, azaz 8-10 kg terhelést kaphat maximum. Elbírhatja ezt egy nyomtatott rekesz, illetve a két oldalon lévő ék tartók? Esetleg az aljára nyomtatnék külön egy pár mm magas X merevítőt.
Ha lehetséges mekkora falvastagságot és kitöltést ajánlotok?Ja igen, két darabban nyomtatnám ki.
-
#10028
bigrob
őstag
albinolynx
#10027
bigrob
őstag
válasz
albinolynx
#10027
üzenetére
- 3.5.0 ELŐTTI vagy a legújabb
- passz, silica golyókat ajánlják (vagy ilyen tartalmú macskaalom)
- Thingin az adott tárgynál lejjebb görgetsz és van "Print Settings" (30%-ot ajánl a készítő) -
#10027
albinolynx
senior tag
albinolynx
senior tag
Tanácsokat szeretnék kérni, sajnos nem sok időm van olvasgatni:
- melyik cura volt stabil?
- pla filament "szárításhoz" megfelelő lehet a dekorgolyó?
- kalibrációs kockát mekkora belső kitöltéssel érdemes minimum nyomtatni?Köszönöm!
-
#10026
Mr.Csizmás
titán
gerleimarci
#10025
Mr.Csizmás
titán
válasz
 gerleimarci
#10025
üzenetére
gerleimarci
#10025
üzenetére
annyira rossz a háromszöges megoldás? btw novemberben megy a kollégának eladásra, max elmentem a linket, hogy ezzel folytassa
 (kéne már egy Ender 3 nagyon)
(kéne már egy Ender 3 nagyon) -
#10025
gerleimarci
aktív tag
Mr.Csizmás
#10021
gerleimarci
aktív tag
válasz
Mr.Csizmás
#10021
üzenetére
Inkább ilyet nyomtass, ez amolyan "excenter pótló". Nekem egész jól működik még a nagyobb asztalnál is. Csak a Tronxynál az a baj, hogy közel futnak a kerekek. Most a polikarbonát kerekekre várok, amik kevésbé rugalmasak. Abból kell majd a Black Widow asztala alá is, mert nem tudom annyira meghúzni, hogy ne hajoljon, ha egy kicsit megnyomom az egyik oldalát az asztalnak.
-
tibi970307
tag
válasz
Mr.Csizmás
#10023
üzenetére
Néhányan írták ezt is, de elég érdekes a dolog.
Filament átmérő alapértelmezetten 3mm, azt át kell írni 1.75mm-re. Viszont még így is írták, hogy alulextrudál erősen, ezért körülbelül 2.5-es szorzóval működik jól.Én inkább a Simplify-t használom, sokkal jobban be tudom állítani, egyszerűbb is szerintem.
-
#10023
Mr.Csizmás
titán
tibi970307
#10022
Mr.Csizmás
titán
válasz
tibi970307
#10022
üzenetére
nálam okés a cura 3.5.0


-
tibi970307
tag
válasz
 Balázs1621
#10019
üzenetére
Balázs1621
#10019
üzenetére
Szia!
A Cura 3.5 mindenkinél ilyen, próbáld meg egyel korábbi verzióval.
Egyébként valaki épített már át Ender 3-at Dual Z tengelyesre? Magas tárgyaknál eléggé paralelogrammát nyomtat. Esetleg lehet valamennyit javítani rajta átépítés nélkül?
-
-
#10019
Balázs1621
senior tag
Saccco
#9788
Balázs1621
senior tag
Sziasztok!
Most volt idő foglalkozni a nyomtatómmal, még mindig megvan ez a hiba.
Ez az eredeti hsz-em:
"Sziasztok!
Valami történt a nyomtatómmal. Eddig hibamentesen ment, most viszont túl kevés anyagot tol kifele. Alulextrúdál, de nagyon, szinte nem is forog az E stepper motor. Kalibrálás oké. Cura lett újabb azóta 3.5.0. Ott profilnak ki van választva a Creality Ender 3. pla diameter 1,75-re állítva. Mi lehet a gond?"
Fejet kitakarítottam, az ágy jól van szintezve, mit lehetne még megnézni? Első layeren lehet látni, hogy nagyon alul extrudál, nem is érnek össze a vonalak..
-
DeniL
tag
válasz
2thletme2day
#10017
üzenetére
Hello,
2 napot szántam rá Izisz kollégával, mire rájöttünk a dolgokra Ugyan ezekkel küzdöttem, csak közben sikeresen megöltem két db TMC-t is a Gen-L-ben.
Ha minden jumper kiszedsz a driver foglalat alól, akkor SpreadCycle módban fognak menni a TMC-k, azaz van elég nyomaték, cserébe nem a legcsendesebb. Mivel 12 V-ról működteted szerintem, ezért van meg a cincogás-vinnyogás. Bár ha pár hozzászólással feljebb tekersz, amit nem tettél meg, ugyan ez volt a kérdésem és a jelenségről is linkeltem videót, csak nem fejtette meg a problémát senki.
SpreadCycle módban a CFG1,2,3 gnd-open-open-vannak. Vagy elfogadod ezt és használod így, vagy 18+V-al táplálod magát a boardot, vagy külön a drivereket. Ha 24V-al kínálnád meg a lapot, valószínűleg megszűnne a jelenség.
A másik lehetőség, amit Én is bejárok, maradok 12V-on, és csendesebb módban használom (StealChop), ellenben nyomatékvesztés léphet fel, de a hangja nem zavaró, nincs vinnyogó zúgás. Ehhez a módhoz a CFG-ket open-open-openbe kell tenni. Vagy kivágod a TMC-k megfelelő lábait, vagy levágod szikével az MKS GEN-L alaplapon a motorvezérlő foglalatoknál a nagy szürke kondi alatti két db smd ellenállást. Ezután berakva a TMC-ket, megfelelő Vref és hűtés után csendben dolgoznak.
Vigyázz ne járj úgy mint Én, ne matass áram alatt (usbről táplálva a board is számít), és nagyon figyelj a driverek irányára, mikor behelyezed.
-
#10017
2thletme2day
őstag
2thletme2day
#10016
2thletme2day
őstag
válasz
2thletme2day
#10016
üzenetére
Kifutottam a szerkesztési időből. Ilyen "halk" a nyomtató nyomtatás közben. [link]
-
#10016
2thletme2day
őstag
2thletme2day
őstag
MKS Gen L board TMC2208-akkal és LV8729-el. YouTube videók alapján ennek a kombónak síri csendben kéne dolgoznia az enyém mégsem hajlandó kussban maradni. Annyira nem hangos mint a gyári driverekkel de halknak sem mondanám. A jumperelés elvileg jó. Mi lehet a probléma?
-
Saccco
nagyúr
1200 az Accel.
A hűtés rendben, nem vettem észre melegedést. Illetve a motorok lemezekre vannak csavarozva, azok is jól elviszik a hőt.A kocka közben megnőtt 15,2mm-re, csak a Vref állításával.
Ez alapján állítgattam:
Trinamic TMC2100
0.5A max constant current (no cooling)
1.25A max constant current (active cooling)
2.5A peak current
1/16 stepping, but the chip can interpolate 16x in hardware, so the motor sees 1/256 stepping
Silent operation
Expensive, even for Chinese clones
Really only needed on X and Y motor, not Z or E
Formula: V = A / (1.77 / 2.5)
Amps Volts
0.5 0.71
0.55 0.78
0.75 1.06
1 1.41
1.25 1.77Formula: A = V * (1.77 / 2.5)
Volts Amps
0.65 0.4602
0.77 0.54516
1 0.708
1.25 0.885
1.5 1.062
1.75 1.239
[link] -
izisz
senior tag
válasz
 Saccco
#10009
üzenetére
Saccco
#10009
üzenetére
ha accel-t csökkentesz, az is segít(het) a step vesztést elkerülni (gondolom stealchop-ba konfigoltad)
vagy 24V és spreadcycle, akkor tarthatóak a magas accelek és nem zümmög és nem veszt lépést, erősebb is.
(csak azért írom, mert ok, hogy emeled az áramot, de több hőt is termel és combosabban kell akkor hűteni gondolom, hogy ne legyen gebasz) -
#10005
 Devil Smile
őstag
Devil Smile
#10004
Devil Smile
őstag
Devil Smile
#10004
Devil Smile
őstag
válasz
 Devil Smile
#10004
üzenetére
Devil Smile
#10004
üzenetére
G kodokba ennyi van:
bla bla bla
G0 X79.732 Y93.895
G0 X79.802 Y93.827
;TIME_ELAPSED:1061.331027
;LAYER:11
G0 X79.802 Y93.827 Z2.4
;TYPE ALL-OUTER
ALL-OUTER
G1 F1800 E1024.2133
bla bla bla
pedig a curaban a save gomb elott ott volt egy jel ami a betoltott scriptet jelzi (gondolom) -
#10004
Devil Smile
őstag
Devil Smile
#9981
Devil Smile
őstag
válasz
Devil Smile
#9981
üzenetére
nem allt meg a nyomtatas...
 a script aktivalas csak annyi h beallitom h 11. reteg meg a 2 retract aztan ennyi? vagy kell mast is mokolni vele?!?! alltam a gep elott elerte a 11. sort es siman ment tovabb..
a script aktivalas csak annyi h beallitom h 11. reteg meg a 2 retract aztan ennyi? vagy kell mast is mokolni vele?!?! alltam a gep elott elerte a 11. sort es siman ment tovabb..
mit rontottam el? -
#10003
2thletme2day
őstag
tibi970307
#10001
2thletme2day
őstag
válasz
tibi970307
#10001
üzenetére
Kinyomtatod mondjuk ezt.
-
#10001
tibi970307
tag
tibi970307
tag
Sputnyik123: köszönöm, a tárgyhűtő ventilátorom halt meg, akkor lecserélem majd egy blowerre.
Egyéb kérdés:
Mivel tudom rubber PLA-hoz hézagmentessé tenni az extrudert?
Múltkor rendeltem már PTFE csövet, amit itt ajánlottatok, csak még nem jött meg, de addig is a többi teendőt megcsinálnám.Jelenleg a fogazott kerék az extrudernél belemar az anyagba, utána pedig nem tudja behúzni.
Pedig nagyon szuper lenne az anyag, mint a rendes gumi.










 . Már egész szépen nyomtat, még egy kis finomhangolás van hátra. Egyébként nagyon stabil szerkezet. De ha elég a 4MAX nyomtatási területe, akkor inkább azt ajánlom. Meg az ultrabase is jó barátom volt, csak a pókra nem találok megfelelő méretben. Bár már írtam az Aliexpressen az Anycubic store-nak, azt írták pár héten belül tudnak nekem szerezni egy Anycubic Chiron asztalt
. Már egész szépen nyomtat, még egy kis finomhangolás van hátra. Egyébként nagyon stabil szerkezet. De ha elég a 4MAX nyomtatási területe, akkor inkább azt ajánlom. Meg az ultrabase is jó barátom volt, csak a pókra nem találok megfelelő méretben. Bár már írtam az Aliexpressen az Anycubic store-nak, azt írták pár héten belül tudnak nekem szerezni egy Anycubic Chiron asztalt 










![;]](http://cdn.rios.hu/dl/s/v1.gif)



















 gembird is jó hellyel-közzel, kicsit ridegebb.
gembird is jó hellyel-közzel, kicsit ridegebb.






















 ALL-OUTER
ALL-OUTER a script aktivalas csak annyi h beallitom h 11. reteg meg a 2 retract aztan ennyi? vagy kell mast is mokolni vele?!?! alltam a gep elott elerte a 11. sort es siman ment tovabb..
a script aktivalas csak annyi h beallitom h 11. reteg meg a 2 retract aztan ennyi? vagy kell mast is mokolni vele?!?! alltam a gep elott elerte a 11. sort es siman ment tovabb.. Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Fogyjunk le!
- OLED TV topic
- Itt a Galaxy S26 széria: az Ultra fejlődött, a másik kettő alig
- Távol-keleti webshopok OFF topikja (játékok, kuponok, stb.)
- Kerékpárosok, bringások ide!
- Nintendo tulajok OFF-topicja
- Kuponkunyeráló
- Genshin Impact (PC, PS4, Android, iOS)
- Milyen TV-t vegyek?
- Milyen billentyűzetet vegyek?
- További aktív témák...
- I7 2600K - RX 580 4Gb - 16Gb DDR3
- BONTATLAN Új iPhone 17 PRO 256-512GGB Független 1év Apple GARANCIA Deák Térnél Azonnal Átvehető.
- Bomba ár! HP ProBook 430 G3 - i5-6GEN I 4GB I 500GB I HDMI I 13,3" HD I Cam I W10 I Garancia!
- Bomba ár! Lenovo Tablet 10 - Intel N4100 I 8GB I 128SSD I 10,1" WUXGA I HDMI I Cam I W11 I Gari!
- Eladó egy Xiaomi k50 ultra (Xiaomi 12t pro) snapdragon cpu
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9800X3D 32/64GB DDR5 RAM RTX 5070 12GB GAMER termékbeszámítással
- Microsoft Windows, Office & Vírusirtók: Akciók, Azonnali Szállítás, Garantált Minőség, Garancia!
- SzoftverPremium.hu
- MiniITX GAMING PC! Ryzen 7700 / RTX 5070 / B850I / 32GB DDR5 / 2TB NVMe / 750w Gold! BeszámítOK
- LENOVO ThinkPad 13 - i7-7500U, 8GB RAM, 256GB SSD, új akku, számla, 6 hó gar
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest