Hirdetés
- sziku69: Fűzzük össze a szavakat :)
- vrob: Próbálkozás 386 alaplap újraélesztésre
- weiss: Autó költségek
- GoodSpeed: Te hány éves vagy?
- Luck Dragon: Asszociációs játék. :)
- Luck Dragon: Alza kuponok – aktuális kedvezmények, tippek és tapasztalatok (külön igényre)
- Magga: PLEX: multimédia az egész lakásban
- sziku69: Szólánc.
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Geri Bátyó: Agglegénykonyha különkiadás – Bors
-

LOGOUT



Új hozzászólás Aktív témák
-
válasz
 Mexbacsi
#38080
üzenetére
Mexbacsi
#38080
üzenetére
nem kell off-ba raknod mert ez itt on topic
a sarkokon a kitüremkedést (ha tovább akarsz keresni ezzel kapcsolatban akkor corner bulging) több dolog is okozhatja, nincs rá tuti tipp. Végig kell menned mindenen:
1. túl gyorsan nyomtatsz ahhoz képest amit a hűtés elbir, növeld a tárgyhűtést
2. rosszul kalibrált linear advance (pressure advance) ami azt eredményezi, hogy a nyomtató mikor lefékez irányváltáshoz még egy kicsi anyagot kiereszt magából a nyomás miatt
3. Acceleration/Jerk értékével kell játszanod, mert ha túl lassan megy a sarkokon a gép akkor kiereszti az anyagot, de ha túl gyorsra állitod hibák keletkeznek a nyomtatáson. Meg kell találni a gép maximum határát ahol még jó. -

gabelli67
csendes tag
Sziasztok! Arra szeretnék választ kapni, hogy a z-offset miért változik meg, CR touch esetében,egy hosszabb nyomtatás után!? Minden csavar meg van húzva, a nyomtatás gyönyörü, csak mindig csökkentenem kell a távolságot a következő nyomtatáshoz.
Köszönöm! -

TechRobot
aktív tag
válasz
 TechRobot
#38079
üzenetére
TechRobot
#38079
üzenetére
félig megoldva kicsit vegzáltam a zhopretractions beálíltásokat most extrudálás nélkül nem ütközik a fillerbe, viszont a filler nyomtatásakor ahol kereszteződik a filler lásd cube infill ott extrudálás közben ugrál most erre megoldás mi lehet?
Illetve kipróbálom a concentrik kitöltést mert az nem keresztezi elvileg saját magát ha jól értelmezem, de ez tüneti kezelés. -

Mexbacsi
tag
Sziasztok!
Első nyomtatásom egy Kobrával. Thingiről van a kocka, cura-ban szeletelve. Nem állítottam semmit. A kép alapján tudnátok tippet adni, mit érdemes állítanom rajta?
A valóságban egyébként szebben mutat jóval mint a képeken. Ja, gondolom az sem mellékes hogy csak a gyárilag hozzáadott PLA-val nyomtattam.
200C és 60C a bed. Az kocka X oldalán látszik egy kicsit, mintha válla lenne a szélének.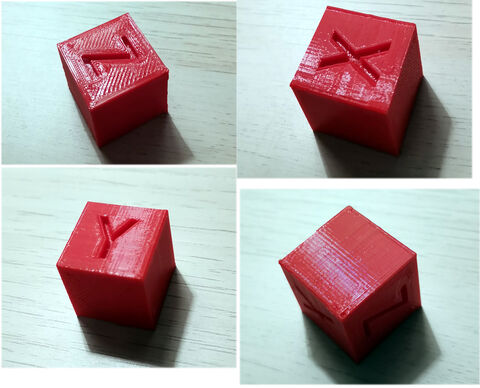
-
-
fabula
őstag
válasz
TechRobot
#38076
üzenetére
Ha új a nyomtató, akkor illik végigmenni egy teljes kalibrálási folyamaton, ehhez pl. itt egy nagyon jó leírás: [link]
Ezzel nagy valószínűséggel kiküszöbölhetsz egy csomó apró hibát.
Ha még ez után is problémák vannak a nyomtatóval, akkor az már komolyabb mechanikai, esetleg összesezerelési hibára utal (pl. merőlegességek, párhuzamosságok, Z orsó hiba vagy a Z tengely ferdesége, stb.). Ne csak az általad összerakott részekre, hanem a gyárilag készre szerelt részekre is gondolj, azok sem mindig tökéletesek ezeknél az olcsó nyomtatóknál. (De láttam már én új, gyári hibás BMW-t is példának okáért .)
.) -
kzkz
őstag
válasz
 Reggie0
#38070
üzenetére
Reggie0
#38070
üzenetére
Ilyen akkor szokott előfordulni, ha felkunkorodik valahol az anyag, és magasabban van, mint kellene. Ez a külső rétegnél (jellemzően a túlnyúlásoknál) a kevés hűtés miatt is lehet.
Az is lehet az oka, hogy a Z tengely nem olyan mértékben emelkedik, mint ahogy kellene. Pl.: [link] Bár ez az első pár rétegre mutatja be a problémát, de ha elég rossz a menetes orsó, akkor más rétegeknél is előjöhet. A mintavideódban látszik is, hogy a Z irányban nem konzisztensek a rétegek.
A z-hop egy megkerülő megoldás, az alapproblémát kellene megszüntetni.
-
TechRobot
aktív tag
Sziasztok,
Az alábbi videón hallható jelenséget, hogyan lehet megoldani?
Szóval a belső töltöttség 10% és ennek a rácshálójában akad a fúvóka mikor extrudálás nélkül poziciót vált és ilyen hangja van.. Azt se tudom, hogyan hívják ezt a jelenséget.
[link]előre is köszi a segítséget, (Ender 3 S1 plus+ creality slicer)

-
kzkz
őstag
válasz
 olajecset
#38059
üzenetére
olajecset
#38059
üzenetére
Én ezt vettem, de lesz pár gond vele, ahogy jobban belegondolok: [link]
1. Az Y tengelyhez túl vastag, beleér az asztal állító kerék, és emiatt nem megy el az endstopig.
2. A Z tengelyre nem tudod rátenni, mert nem fér oda. Erre azért csak most jöttem rá, mert nálam már nem lent van a Z motor, hanem fent. -
#38060
 Lookup
tag
SunMount3r
#38055
Lookup
tag
SunMount3r
#38055
Lookup
tag
válasz
 SunMount3r
#38055
üzenetére
SunMount3r
#38055
üzenetére
A Fusion360-at nem ismerem de a szakkifejezések kb hasonlóak lehetnek mint solidworksben:
Reference plane - segédsík
Convert entities - geometria átvetítése
Boss extrude - kihúzás művelet
Up to next - végkondíció, a következő síkig húzza
Egyébként jó az a megoldás is amit találtál. Nem kell túlbonyolítani ha 3 kattintással is megoldható -

olajecset
tag
Sziasztok!
Van egy Ender 3 nyomtatóm, amivel az a gondom, hogy melegszik a Z-tengely motorja. Már fél óra nyomtatás után is jóval melegebb a többinél, ezért nem merek beválallni több óra nyomtatást. Arra jutottam, hogy vagy teszek mégegy Z-tengelyt motorral, vagy megpróbálom beállítani a firmwareben. A firmware beállítással van gondom, mert még soha nem csináltam. Szerintetek mit kellene csinálni? -
#38055
 SunMount3r
nagyúr
Lookup
#38053
SunMount3r
nagyúr
Lookup
#38053
SunMount3r
nagyúr
válasz
 Lookup
#38053
üzenetére
Lookup
#38053
üzenetére
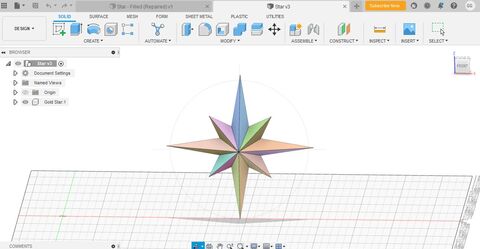
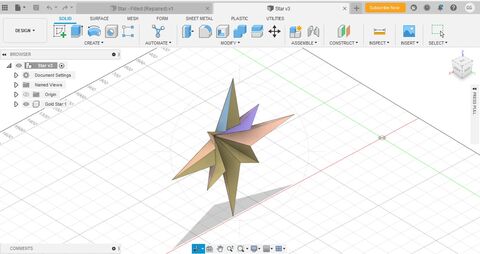
Erre még majd visszatérhetünk, mert ez így nekem "kínai". De azt hiszem sikerült valahogy megoldanom.
Itt a bal legalsó objektumnál a felkiáltójelre kattintva előjött jobb oldalt a "Repair" opció.

No itt a "Close Holes" opcióval ezt az eredményt kaptam:
Tinkercad-ba betöltve is jó lett:
Bár lehet nem ez a "legelegánsabb" és legszakszerűbb módja. -

boorit
csendes tag
válasz
 daninet
#38051
üzenetére
daninet
#38051
üzenetére
erről még nem hallottam, hogy minden sebességhez kalibrálni kell. És ha van egy tárgyam, aminek vannak hosszú oldalai, meg kisebb részletek, akkor mit csinál? mármint csak egy pa értéket tudok állítani, tehát hiába kalibrálom be különböző sebességekre, csak egyet tudok használni.
megpróbálom a szárítást, köszi
-
#38053
Lookup
tag
SunMount3r
#38052
Lookup
tag
válasz
SunMount3r
#38052
üzenetére
Hi!
Vegyél fel egy segédsíkot a hátuljára és vetítsd rá a kontúrt, majd töltsd ki a következő felületig. -
#38052
SunMount3r
nagyúr
SunMount3r
nagyúr
Hello!
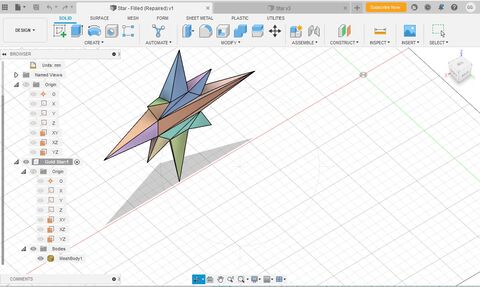
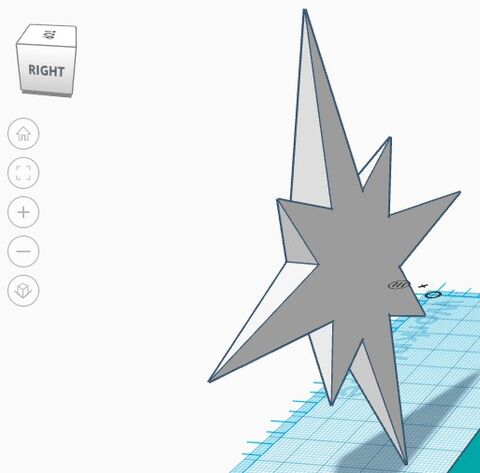
Fusion 360-ban van egy ilyen "csillagom":
Aminek ilyen "üreges" a belseje/hátulja: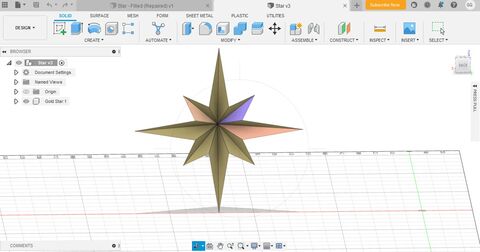
Hogyan tehetem ezt "tömörré"? Tehát, hogy teljesen kitöltött legyen belül? A hátulja elég ha csak "sima" egybefüggő, azaz egy síkban ban, tehát nem "tükrözni" akarom az front oldalát.Ezt hogyan tudnám megoldani?
THX!
-
válasz
 boorit
#38047
üzenetére
boorit
#38047
üzenetére
egyébként az jutott még eszembe, hogy nekem volcano-nál a pressure advance kalibrálása nagyon fontos volt, mert mikor elkezdtem növelni a sebességet sokkal jobban szálazott. volcano különösen szeret csak úgy ereszteni magából kicsit ezért a gépnek el kell vennie a nyomást a vonal vége felé, majd retract.
Szóval ennek a kalibrációjára is nézz rá. Minden sebességhez be kell külön kalibrálni -

asdddsa
tag
Üdv! Zero g, még mindig a gyári ender lappal és marlinnal. Sajnos nem sok időm van vele foglalkozni l, hogy klipper legyen és alaplapcsere. Ma nyomtatni akartam egy nagyobb dolgot, de olyat csinál, hogy a skirt után megy egy kört a fej a tárgy kontúrján és utána kezdi el nyomtatni. Kalibrációs kockánál és Benchynél nem volt ilyen gond. Újra szeletelve és más nagy tárgyaknál is ugyan ezt csinálja. Curat használok, valami tipp valakinek esetleg?
-
boorit
csendes tag
Hello!
Hotend választásban kérném a segítségeteket. Jelenleg volcano hotendet használok, orbiter v2 extruderrel, de néhány filamentnél nem tudom megszüntetni a szálasodást. Próbáltam 0,1től 1,5mm-ig, 30-120mm/s sebességig, de 0,6mm és 60mm/s fölött már nem volt javulás, nem vészes, de hajszálas marad a tárgy.
Általában 0,6os nozzlet használok, 0,3 layer height, 0,72 width, sebesség 50-100mm/s között, tehát a volumetric flow akár 20mm³/s is lehet. Egy V6 + cht nozzle jó lenne ehhez? Ha nem, akkor van tippetek mit érdemes? (ha nem muszáj, nem költenék rá egy vagyont )
) -

mistvan
csendes tag
Sziasztok!
Ne haragudjatok, de új vagyok a témában, nemrég vettem egy használt Creality CR-20 PRO gépet. A gondom vele, hogy a mágneses lap eléggé viharvert, nem mindig tapad rá a filament.
Hol érdemes beszerezni egy újat? Ezt az oldalt találtam, de érdekelne esetleg költséghatékonyabb megoldás is. Ebayt néztem még, de onnan elég lassan érkezne meg a cserelap.Esetleg van olyan módszer, amivel tudnék javítani a mostani lapon? Tapintásra a közepén sokkal kevésbé érdes az eszköz, a szélére a nyomtatás kezdetekor rányomott szál mindig feltapad.
Minden segítséget köszönök.
István
-
Lookup
tag
válasz
daninet
#38038
üzenetére
Igen, a kezdőpont randomsága miatt is kérdeztem hátha tudtok valami jó kis scriptet vagy szeletelő változót ami megmondja ezeket a koordinátákat.
Enélkül viszont marad amit írsz, hogy a bed mesh közepéről fog indulni.
Gondoltam, hogy megint egy olyan speciális dolgon töröm a fejem aminek kb nulla gyakorlati haszna van és csak engem foglalkoztat
-
#38041
Lookup
tag
Mr.Csizmás
#38035
Lookup
tag
válasz
 Mr.Csizmás
#38035
üzenetére
Mr.Csizmás
#38035
üzenetére
kzkz válasza lényegében lefedi amit írni akartam. Néha speciális eset vagyok
-
#38038
 daninet
veterán
szabieable
#38036
daninet
veterán
szabieable
#38036
válasz
 szabieable
#38036
üzenetére
szabieable
#38036
üzenetére
eléggé random a brim-et hol kezdi a slicer. Legrövidebb travel útvonallal kalkulál ezért valahol úgy kezdi hogy amikor vége a brimnek akkor a legközelebbi pontban kezd nyomtatni. a bed_mesh_area-val csak azt tudod hol fog nyomtatni, nagyobb tárgynál továbbra sem tudod hol az eleje
Szerintem középre küldeni a leglogikusabb, vagy lehet akár a bed_mesh_area közepére is, el kell osztani kettővel és annyi -
#38037
kzkz
őstag
Mr.Csizmás
#38035
kzkz
őstag
válasz
Mr.Csizmás
#38035
üzenetére
Engem is zavar, hogy mesh után 0,0-hoz megy, és ott közelíti meg az asztalt, majd onnan megy a skirt kezdőpontjához. Mindig fosok, hogy végigkarcolja, amíg odaér. (Régebben volt is rá példa évekkel ezelőtt.)
Purge-öt én nem használok, a modell méretétől függően 2-5 kör skirtöt rakok két rétegben, mert így könnyebben feljön, mintha egy rétegben lenne. A skirt előnye még a purge-el szemben, hogy közelebb van a tárgyhoz, így amikor befejezi, akkor alig kell mennie a fejnek a konkrét tárgy nyomtatásáig, nem kell az asztal szélétől beutaznia a fejnek, és közben kifolyik egy csomó anyag... -
Lookup
tag
válasz
daninet
#38030
üzenetére
; generated by PrusaSlicer 2.5.0+win64 on 2023-01-10 at 15:10:43 UTC
;
; external perimeters extrusion width = 0.40mm
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.50mm
; solid infill extrusion width = 0.50mm
; top infill extrusion width = 0.40mm
; first layer extrusion width = 0.60mm
M73 P0 R68
M107
;TYPE:Custom
M104 S0
M140 S0
START_PRINT EXTRUDER_TEMP=200 BED_TEMP=60 AREA_START=98.2073,94.9573 AREA_END=136.793,133.543
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
; Filament gcode
M107
;LAYER_CHANGE
;Z:0.2
;HEIGHT:0.2
;BEFORE_LAYER_CHANGE
G92 E0
;0.2
G1 E-.75 F3000
G1 Z.2 F9000
;AFTER_LAYER_CHANGE
;0.2
G1 Z.45
G1 X100.971 Y100.971
G1 Z.2
G1 E.75 F3000
M204 S3000
;TYPE:Skirt/Brim
;WIDTH:0.6
G1 F1200
G1 X105.5 Y96.441 E.2819
G1 X107.024 Y95.476 E.07935
G1 X108.41 Y95.236 E.06189
G1 X126.59 Y95.236 E.80005
G1 X128.35 Y95.631 E.07935
G1 X129.5 Y96.441 E.06189
G1 X135.309 Y102.25 E.36155
G1 X136.274 Y103.774 E.07935 -
Lookup
tag
válasz
daninet
#38028
üzenetére
1) Igen, ott húzza be a gcodeból a bed meg extruder hőfokot és pont amiatt amit te is írtál.
2) Ez is működik, kiáll 50mm magasra az utolsó probe point felett és megvárja amíg felfűt az extruder.
Ezután indul el a szeletelt gcode, aminek következtében ahol éppen van ott lemegy az első réteg magasságába a nózi MAJD EZUTÁN elmegy a nyomtatás kezdő pontjára és elkezdi a munkát.
Na én azt szeretném hogy pl. 50 mm magasan menjen el a kezdőpontba és utána ereszkedjen le, hogy ne közvetlen az ágy felett száguldozzon.
Igazából egy teljesen jelentéktelen dolog, mert a bed mesh miatt nem fog belemenni az ágyba akkor se ha ferde, csak kíváncsi voltam hogy lehet-e ilyet vagy hasonlót valami trükközéssel -
válasz
Lookup
#38026
üzenetére
Szóval először a makró fut le, utána kezdi a gcodeban a dolgokat.
A 60as bed és a 200as extruder ott van beállítva a makró elején{% set BED_TEMP = params.BED_TEMP|default(60)|float %} # pull bed temp from slicer gcode
{% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(200)|float %}Ezek az előmelegítéshez vannak, általában előmelegítjük a bed-et és utána megy a probing mert meleg hatására még változhat az alakja. Jól van ez így. Csak ha a gcodeban utána nincs beállítva az extruder és bed hőmérséklet akkor ígymarad

Jól csináltad, a start gcodeban ott kell legyen a hőmérséklet.Viszont a probing után ott a
G1 Z50 F240hogy emelje fel 50mm-t a nózit. Nem emeli fel? vagy felemeli csak mielőtt elkezd nyomtatni újra lemegy? -
Lookup
tag
válasz
daninet
#38025
üzenetére
Klipper:
[gcode_macro START_PRINT]
variable_parameter_AREA_START : 0,0 # gcode parameters for area bed mesh
variable_parameter_AREA_END : 0,0 # gcode parameters for area bed mesh
gcode:
{% set BED_TEMP = params.BED_TEMP|default(60)|float %} # pull bed temp from slicer gcode
{% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(200)|float %} # pull nozzle temp from slicer gcode
M140 S{BED_TEMP} # start bed heating
G90 # use absolute coordinates
SET_GCODE_OFFSET Z=0.0 # reset the G-Code Z offset (adjust Z offset if needed)
G28 # home the printer
M190 S{BED_TEMP} # wait for bed to reach temperature
M104 S{EXTRUDER_TEMP} # set nozzle temperature
BED_MESH_CALIBRATE AREA_START={params.AREA_START|default("0,0")} AREA_END={params.AREA_END|default("0,0")} # probe print area
G1 Z50 F240 # raise the nozzle
M109 S{EXTRUDER_TEMP} # wait for nozzle to reach temperature
G92 E0 # zero the extruderPrusaSlicer:
M104 S0
M140 S0
START_PRINT EXTRUDER_TEMP={first_layer_temperature[0]} BED_TEMP={first_layer_bed_temperature[0]} AREA_START={first_layer_print_min[0]},{first_layer_print_min[1]} AREA_END={first_layer_print_max[0]},{first_layer_print_max[1]}
Itt be kellett szúrnom a két nullás fűtést mert különben megint csak valami máshonnan kinyert értékkel bohóckodott a klipper a normális értékek helyett.Bed mesh on print area only eszerint.
-
Lookup
tag
válasz
daninet
#38023
üzenetére
Lehet nálam van a hiba de úgy indul el a nyomtatás, hogy ahol végzett a bltouch vagy ahova küldtem utoljára ott egyenesen lemegy az első réteg magasságába és utána megy el XY irányban a kezdőpontra. Nem tetszik, hogy az asztal felett pár tizeddel megy oda. Mehetne 40 mm-el felette is miután feljött a bltouch probeolásból és utána menne le az első réteg magasságába, hogy elkezdje a nyomtatást.
Ott a bed mesh szóval nem fog ütközni még véletlenül se, csak zavar, mert fordított sorrendben sokkal biztonságosabb lenne szerintem. -
válasz
Lookup
#38021
üzenetére
A klipper makrók inkább globális feladatokra valók, neked ezt a prusa slicer start gcode részébe kell raknod, klippertől független.
Ezek a változók amiket a start gcode-ba beleírhatsz prusa slicernél. Csak kíváncsiságból. Mennyi időt veszítesz azzal, hogy mondjuk az asztal közepétől elmegy a kezdőpontig travel sebességgel? Nincs több egy másodpercnél. Esetleg más oka van, hogy ezt akarod?Ha esetleg valami sorozatgyártáshoz akarod optimalizálni akkor simán meg kell nyitni a gcode-ot manuálisan és az első sorban ott lesz a koordináta, oda kell egy lineáris mozgást a start részbe másolni.
-
Lookup
tag
Hali!
Klipper + PrusaSlicer kombóval megoldható az, hogy nyomtatás kezdésnél amíg melegszik a hotend, azalatt beálljon a fej a kezdő XY koordináta fölé valamilyen magasságban? Az lenne a lényeg hogy amikor elindul a nyomtatás akkor csak lefelé kelljen mennie az asztalig és már kezdheti is a nyomtatást.
Olvastam fórumokat és ahogy nézem mást is foglalkoztat ez a kérdés, de még nem találtam rá normális megoldást.
Ott tart most a projekt, hogy a nyomtatási terület Xmin Ymin koordinátáját ki tudom nyerni a "bed mesh on print area only" scriptből és így azért már elég közel kerülök a kívánt koordinátákhoz.
Egyelőre még csak tanulgatom a klippert, szóval magamtól nem sikerült írni semmit rá. -

ssgk
aktív tag
Azt tudja valaki, hogy az Anycubic Photon Mono Xen gyárilag van-e védőfólia ? Eddig az egész screent + vet alatt védő fólia volt rajta (-> nagyobb volt mint a kijelző
 ) de módosítás miatt le kell szednem. De nem tudom eldönteni, hogy van e rajta védőfólia vagy nincs
) de módosítás miatt le kell szednem. De nem tudom eldönteni, hogy van e rajta védőfólia vagy nincs  ...
... -
#38016
 kriszpontaz
veterán
daninet
#38013
kriszpontaz
veterán
daninet
#38013
kriszpontaz
veterán
válasz
daninet
#38013
üzenetére
Kivéve ha valami agyoniskolázott szakértő lép be a refundba az Aliexpress oldaláról és fogalma sincs milyen probléma miatt kérsz pénzvisszatérítést és azzal a húzással elutasítja. Jártam már így hamis termékkel. Ez a link is olyan hogy 0 eladás, most nyitott (dec. 8.) a "bolt", erősen lehúzás szaga van.
-
#38008
kzkz
őstag
Mr.Csizmás
#38007
kzkz
őstag
válasz
Mr.Csizmás
#38007
üzenetére
Hopp, ezt találtam: [link]
elvileg TL-es, bár más az eladó, és gyanúsan olcsó, 13e, és németből jön motorral együtt. -
kzkz
őstag
válasz
daninet
#38004
üzenetére
Hát ja, most már örültem, hogy lassan kész az Ender, már a gyorsulásmérővel is kimértem, bekerült egy üvegajtós IKEA-s 60*60*80-as szekrénybe, és végre áttérhetek a másik nyomtatóra, ahol feltehetem a vízhűtést, mert legalább már van egy jól működő nyomtatóm, amivel ki tudom nyomtatni a tervezés után az adaptereket, erre majdnem 1 órát szereltem az Endert mire be tudtam fűzni a műanyagszálat bele

Az extruderen már átment szerintem a fila, utána akadhatott el valahol. Pedig korábban simán utána tudtam nyomni az új tekercset a régi után menet közben. Most valahogy nem talál utat magának...
-
kzkz
őstag
válasz
daninet
#37997
üzenetére
Most egy műanyag titán extruder van az Enderen, de hétvégén akkorákat káromkodtam, hogy magam is meglepődtem
Nem tudtam befűzni a szálat, mert mindig elakadt valahol. Szét kellett kétszer is szednem teljesen. Most még 3/4kg anyag van a tekercsen, de ha lefogy jobb lenne egy másik extruder  .
.Aztán a másik nyomtatómra is jó lenne ugyanolyan a BMG klón helyett, és nem mindegy, hogy 2x27e, vagy 2x13-t adok ki erre a szinte felesleges dologra. Ugye én csak szerelni, tervezni, upgradelni szoktam, nyomtatni nem igazán van mit ezen kívül
-
#38001
 Saccco
nagyúr
Mr.Csizmás
#37999
Saccco
nagyúr
Mr.Csizmás
#37999
Saccco
nagyúr
válasz
Mr.Csizmás
#37999
üzenetére
*kedvezményes jeggyel*
![;]](//cdn.rios.hu/dl/s/v1.gif)








 Köszönöm a segítséget!
Köszönöm a segítséget!



 ) Prusa-t használok
) Prusa-t használok 




 .)
.)






























 ) de módosítás miatt le kell szednem. De nem tudom eldönteni, hogy van e rajta védőfólia vagy nincs
) de módosítás miatt le kell szednem. De nem tudom eldönteni, hogy van e rajta védőfólia vagy nincs 







 .
.![;]](http://cdn.rios.hu/dl/s/v1.gif)
Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Debrecen és környéke adok-veszek-beszélgetek
- Autós topik
- Borotva, szakállnyíró, szakállvágó topic
- Apple asztali gépek
- Kormányok / autós szimulátorok topikja
- Úgy állhat le a 16 GB-os GeForce RTX 5060 Ti gyártása, hogy közben nem áll le
- A legrosszabb CPU-k – az ExtremeTech szerint
- Bambu Lab 3D nyomtatók
- Házimozi haladó szinten
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- További aktív témák...
- ÉV ELEJI RAKTÁRSÖPRÉS!!! - Videókártyák, Monitorok, Notebookok, Stb. - Szaküzletből! Számlával!
- Xiaomi Redmi 14C / 4/128GB / Kártyafüggetlen / 12Hó Garancia
- GYÖNYÖRŰ iPhone 13 mini 128GB Pink -1 ÉV GARANCIA - Kártyafüggetlen, MS3841, 100% Akkumulátor
- Gamer PC-Számítógép! Csere-Beszámítás! R5 3600 / RX 5700XT / 16GB DDR4 / 256 SSD + 2TB HDD
- Telefon felvásárlás!! iPhone 12 Mini/iPhone 12/iPhone 12 Pro/iPhone 12 Pro Max
Állásajánlatok

Cég: Laptopszaki Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest