







Külföldiek! A hazatelefonálást hogyan oldjátok meg olcsón? Odakint van kinti mobilotok?
Gyorskeresés
Legfrissebb anyagok
- Bemutató Route 66 Chicagotól Los Angelesig 2. rész
- Helyszíni riport Alfa Giulia Q-val a Balaton Park Circiut-en
- Bemutató A használt VGA piac kincsei - Július I
- Bemutató Bakancslista: Route 66 Chicagotól Los Angelesig
- Tudástár AMD Radeon undervolt/overclock
Általános témák
LOGOUT.hu témák
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [Sub-ZeRo:] Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
- [Re:] [sziku69:] Szólánc.
- [Re:] [antikomcsi:] Való Világ: A piszkos 12 - VV12 - Való Világ 12
- [Re:] PLEX: multimédia az egész lakásban
- [Re:] [D1Rect:] Nagy "hülyétkapokazapróktól" topik
- [Re:] [sh4d0w:] Rebel Moon - Ne nézd meg!
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] [bitpork:] Fogyasztásra ítélve
- [Re:] Kempingezés és sátrazás
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
GAMEPOD.hu témák
Hozzászólások

nchelp
tag
Skype-on. Ha töltesz rá, akkor egy rakás ország vonalas száma alig 2 centes percdíjjal elérhető. Két évvel ezelőtt még teljesen díjtalan volt, csak a mobilszámokra ketyegett a pénz. Egy feltöltés 12 euro, kb, mint otthon egy feltöltőkari. De itt van a blau.de, van egy pre-paid mobilcsomagjuk, ahol a külföldi telegrafálás az EU-ba 9 cent. Szerintem ez mobiltelefonról teljesen jó, igaz, én a fentiek miatt nem használom... Persze, van itt mobilom is, de azt csak akkor használom, ha kell, a net mellé ugyanis jár a telefon is, (csomagárban van), ezzel pedig a belföldi vonalasok felár nélkül is teljesen díjtalanok.
[ Szerkesztve ]
nchelp

degumentes
tag
Valakinek van tapasztalata a drégelyvár gsm cnc-oktatásával és vizsgáztatásával kapcsolatban? Egy picit már kezdek ideges lenni, nem tanítottak eddig semmit és mindjárt vizsga!

Phülöp
addikt
tapasztalatom nincs, de guga régi haverom (a nevedből gondolom, hogy te is ismered)
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
degumentes
tag
guga? Nem ismerem így a neve alapján 

batyo85
csendes tag
Sziasztok!
Nchelp fanucon hogy lehet a legegyszerűbben kúpos furatot marni?
A minap kaptam egy melót amin egy kúpos zsákfurat van és nem tudom hogy programozzam le.
A válaszodat előre is köszönöm.
nchelp
tag
Csökkenő körök paraméterezve, a legegyszerűbb fokos felület. No, akkor egy példa, csak arra figyelj, hogy ehhez G52-vel ki kell tolnod a furatközépre a nullpontot:
#1=25 monnyuk kezdő rádiusz
#2=0 kezdő Z sík, később aktuális Z pozíció
#3=.3 fogásvétel
#4=30 félkúpszög
#5=-15 teljes mélység
G0 X0 Y0
G0 Z2
WHILE [#2 GE #5] DO 1
G1 Z#2
G1 G41 X#1
G3 I-#1
G40 G1 X0 Y0
#2=#2-#3
#1=#1-#3*TAN[#4]
END 1
G0 Z20
Ennyi a programszakasz, ami a kúpért felel. Ezt lehet tovább cikornyázni a végtelenségig, amíg ciklus nem lesz belőle, a kérdéseim a következők:
Érted-e a fentieket?
Amennyiben nem, akarod-e érteni, vagy csak helyettesítést kerestél gyorsbeugróba? Akkor aszerint részletezem tovább...
[ Szerkesztve ]
nchelp
batyo85
csendes tag
Köszi a gyors válast!
Hát ha megtennéd hogy részletezed megköszöném mert nem minden világos számomra.
Phülöp
addikt
Azt megjegyezném, hogy ezt a módszer csak sarkos maró esetén adja a jó átmérőt. Ha már rádiusz is van a lapkán, akkor az még kicsit bonyolít rajta, mert a félkúpszög érintőként jön be a képletbe, így a maró tényleges átmérője nem lesz mérvadó.
Az alábbi képeken talán érthetőbb:
(a kék a Z0 pozíció, a piros a valahanyadik fogás, a fekete az anyag)
Sarkos maróval: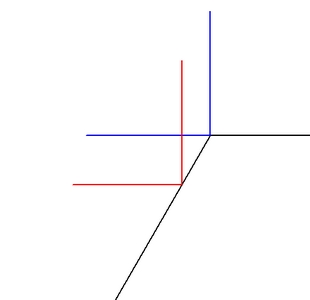
Rádiuszos maróval:
Ez esetben a zöld vonal mentén alakulnak ki a mérhető átmérők.
45fokos félkúpszögnél a legnagyobb az eltérés a valós és a kívánt átmérő között.
A paraméteres programrészlet ettől függetlenül teljesen jó (nchelp-től már megszoktuk  ), de nem is abba akartam belekötni.
), de nem is abba akartam belekötni. 
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
batyo85
csendes tag
Oké rendben van!
Köszi szépen igazából sarkos maróval akarom csinálni.
A paraméteres példát jobban megnézve számomra ez a Do1 és End1 nem igazán világos.
A többi úgy érthető. Ha jól értelmezem akkor G1-el először beállunk z0-ra ,majd konturkövetés bekapcs. kiállunk X25-re majd ott csinál egy 25-ös sugarú kört majd fogást vesz csinál egy kört úgy ,hogy a négyedik paraméterben megadott félkúpszöggel süllyed.
Ezt addig ismétli amíg a #2 egyenlő lesz #5-el.
Ha jól értelmezem persze.
Phülöp
addikt
A WHILE (amíg) feltételvizsgálat eredményétől függően a DO1 és az END1 címke közé írt programrészletet ismétli a vezérlő.
A két címke határolja be a ciklusmagot (ez ismétlődik - az elmozdulás, ill. a paraméterek újraszámolása, értékadása).
Az END1 címke visszaküldi a WHILE utasításhoz a programot újravizsgálni a paraméterek viszonyát.
Ha a feltétel nem teljesül, akkor a ciklusmag nem hajtódik végre, a program az END1 címke utáni résszel folytatódik.
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
batyo85
csendes tag
Oké igy már világos.
Köszi!

SirTom
tag
Ez a skype nem is rossz ötlet,sztem kipróbálom én is, most Olaszban nekem is aktuális a kérdés. Vettem egy TIM sim kártyát, több mint 4 euro volt 6 perc magyar mobil hívása, ez nem üzlet,nemsokára kuka lesz Külföldöt nem hívok vele, az ziher.
A Britteknél egyszerű, volt sim-kártyám amivel magyar vezetékest 12Ft-ért, mobilt 40Ft-ért, britt számokat 30Ftért lehetett percenkén hívni.
Nincs más hátra mint előre

Spawn
csendes tag
az ilyen paraméteres dolgokat hogyan gondoljátok ki? igy müködjön minden
nchelp
tag
No, ahogy ígértem:
Köszönet iguananak, még kicsit sok is volt talán  én ábrát nem terveztem... Szigorúan a kérdésre szorítkoztam. Ja, ha a félkúpszög 45 foknál nagyobb, akkor a síkra vetített hiba is tovább nő, és nekünk sajnos az számít.
én ábrát nem terveztem... Szigorúan a kérdésre szorítkoztam. Ja, ha a félkúpszög 45 foknál nagyobb, akkor a síkra vetített hiba is tovább nő, és nekünk sajnos az számít.
@batyo85
Rátérve a szerszámrádiusz-problémára, ezt úgy lehet egyszerűen kivédeni, ha a sarokrádiuszt szorzod a félkúpszög szinuszával, és azt negatív korrekciónak felviszed, teljesen jó. A paraméterértékeket jól fogod, a figyeltetés arról szól, amit írtál. A cimkékhez szintén nincs mit hozzátennem, teljesen jó iguana adaléka, talán csak annyit, hogy van egy korlátja, cimkét 1-3-ig lehet adni.
@Spawn
Csak azt kell tudnod, hogy hány kezdő és változó értékre van szükség a megfelelő programkivitelhez, de hogy ezt milyen paraméterszámok alá osztod be, csak rajtad múlik. Utána már "csak" a megfelelő matekot kell bevinned. Nem annyira ördöngösség, mint inkább egy kis gyakorlati matek és mértan, meg gyakorlat kérdése.
@SirTom
Csak ajánlani tudom, nekem évek óta bejön. Eleinte VoIPBusterrel próbálkoztam, de mivel felette igen tisztességtelen üzletpolitikát folytatnak, így hamar leszoktam róluk.
Namost, a 2 cent, az kicsivel több, mint 5 Ft-os percdíj, a mobilra asszem 19 cent ketyeg. Szóval, nem SIM-kari
nchelp
Phülöp
addikt
Szerintem a 3-as korlát a ciklusok egymásba ágyazására vonatkozik, lezárt DO/END páros lehet több is egymás után.
szerk: ábrát én se terveztem, de már késő volt, ráadásul kezdett hatni a fogalmazásgátló szilva, így rajzzal pótoltam a hiányosságokat.
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
nchelp
tag
Sajnos nem, kipróbáltam, még a 31-es Fanuc sem hajlandó 3-asnál nagyobb cimkeszámot elfogadni,. akkor sem, ha csak egy hurok van. Azért lepett meg a dolog, mert ebből pl az NCT, csodák csodája, 5-öt engedélyez.
nchelp
Phülöp
addikt
Számomra is meglepő.
Igaz, egy kezemen meg tudom számolni, hányszor volt szükségem ennyi címkézésre. A Fanuc-nál alprogramokra lebontva megoldható, ugye?
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
nchelp
tag
Micsoda oldható meg? Nem vágom tényleg...
nchelp
Phülöp
addikt
Ha sok DO/END címkét akarsz használni egymás után (pl. sok különböző kúpos furat - ha már úgy is szóba jött), akkor ha mindegyik ciklust kitolod külön alprogramba, akkor elbírja-e a vezérlő?
szerk: tudok hülyeségeket is kérdezni, Fanuc-ot 10 éve nem láttam, akkor is csak messziről (és hátulról)
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
nchelp
tag
Hármasával szét lehet válogatni, ha szükség van annyira, de azért az ritka. Nem hülyeség, csak fonalat vesztettem...
Nemrégiben kellett vésnem pár programot, a legrövidebb is 160-170 mondat körül volt, ott használtam el mind a hármat, meg kellett egy GOTO- leágazás. Mivel elég sok dolgot lemakróztam már, ami rendszeresen visszatérő dolog, így nem nagyon veszélyes.
Ha valaki sok kúpos furatot kell csináljon, makrózza le, vagy fizesse meg, és megcsinálom
nchelp

bela669
csendes tag
Üdv!
A gépünk egy Fanuc vezérlésű Robodrill T-21 -es .
Automata futtatásban szerszámváltásnál be kell írni a köv. parancssort:
G91G28Z0
G90
G49
M6T..... (szerszámszám)
csak így váltja be a szerszámot.
Egyedi mondatban a T (szerszámszám) M6 parancsra is megtörténik a szerszámváltás,a fent felsorolt G kód beírások nélkül is.
Szeretném megtudni, hogy tud-e vki abban segíteni, hogy automata üzemmódban is elég legyen csak a T (szerszámszám) M6 parancsot beírni?
Előre is köszönöm.
nchelp
tag
Akkor adok egy ajándékot, ezen káromkodtam rendesen én is, aztán csináltam rá M-kódot
O9020 (TOOL CHANGE) (magamnak németül írtam )
IF[#9 EQ #0] THEN #9=#4109
IF[#19 EQ #0] THEN #19=#4119
G49 S#19 F#9 T#20 M6
G43 H#4120 D#4120
M99
No, ha ezt bevitted a gépbe, akkor utána a #6070-be (ha jól emlékszem, de mindenképp a MACRO CALL M oszlop első sorába) ültesd a kívánt M-kód számát. Vigyázz, mert ez a makró rögtön kapcsolja a korrekciót is, nem csak a szerszámot hívja be! Azért az M6-ot nem javaslom, mert néha jó, ha korrekció nélkül hívja a szerszámot, pl. tárazásnál. Én M60-ra állítottam magamnak.
Sok sikert hozzá.
Ja, refpontra nem kell elküldeni, felmegy cserepontra elvileg magától. Az enyém legalábbis igen. És egyedi mondatban is csak akkor váltja be a szerszámot, ha G43 nem aktív....
[ Szerkesztve ]
nchelp
nchelp
tag
Ja, majdnem elfelejtettem, természetesen megadható fordulat és előtolás is.
Azaz pl: (S2000) (F800) T3 M60
Mint említettem, én erre az M-kódra állítottam, hogy nektek mi szimpatikus, csak rajtatok áll.
A zárójeles címek elhagyhatók. Ja, és csak a fő SYSTEM mappából fog működni, az alkönyvtárakból nem működik a mutatvány. Ahhoz azokba is be kell vésni a makrót, ha vannak.
Minden üzemmódból megy, még ha kártyáról DNC fut, az is kezeli, MDI úgyszintén.
[ Szerkesztve ]
nchelp
SirTom
tag
Na szépek ezek a fanucos tippek, kár hogy nem értek hozzá Kemény két napot dolgoztam rajta egy hónapja, úgy, hogy egy melót a végén már magam állítottam be.
A Skypeot lecsekkoltam, a tipped alpján megnéztem még milyenek vannak, és a VoipCheapCom-ot választottam, heti 5 óra ingyen vezetékesre, meg a mobil hívás fele annyi egyesült királyság felé mint a Skype-al. Kicsit macerás volt a regisztrácio, de a vonal minőség elfogadható egyelőre, aztán majd elválik milyen.
Nincs más hátra mint előre
bela669
csendes tag
Előre is köszönöm, holnap kipróbálom, remélem nálunk is jó lesz.

Angyal Zoli
csendes tag
Látom nagyon belemerültetek a bonyolultam programozásba (legalább is számomra az, mivel még csak tanuló vagyok). Gondoltam megosztom Veletek életem első saját makró programját, amit ma sikerült elkövetnem. Egy olyan G ciklusról lenne szó ami a G77 helyett lehet hasznos, ha átmérőben sokat kell esztergálni (pl 50-ről 20-ra), ilyenkor hogy ne kelljen a rengeteg X-et egymás alá bevésnem, csináltam egy makrót, amibe beírom a kezdő és a vég átmérőt, a hosszúságot , a fogásmélységet, és gyakorlatilag egy mondatból megtudom oldani, megfűszereztem még annyival, hogy a kiemelés előtolását is magam választom meg, szemben a G77-el ahol, nem tudok nagyobb előtolsát adni kiemeléskor, mint amikor a hosszesztergálást végzem
X=#24 (kezdő X)
K=#6 (kezdő Z)
Z=#26 (végpont Z)
W=#23 (fogásmélység)
P=#16 (kiemelés előtolással)
F=#9 (előtolás)
E=#8 (végpont X)
%O9015
G90 G0 X#24 Z#6
N5 G1 Z#26 F#9
#11=#23/2 (ezt tudom hogy sokan hibának vennék, ez azért van hogy a fogás felével emeljen ki)
G1 XI#11 F#16
G0 Z#6
#24=#12
#12=#24-#23-#11
G1 X#12 F#9
IF[#12GT#8]GOTO5
G1 X#8 F#9
Z#26
G0 X#24 Z#6
M99
%
Tehát a teljes címlánc így néz ki:
G777 X50 K1 Z-30 W1 E20 P.3 F.1 (átmérő 50-ről 20-ra)
NCT-104T vezérlőn legrafikáztam és móködött, a negatív és pozitív kritikákat várom, sőt szívesen veszem , tervezek még továbbá egy változó menetemelkedéses makrót is csinálni, illetve még amit kitalálok (ha szeretnétek azt is szívesen feldobom)
nchelp
tag
Üdv, leendő kolléga!
A próbálkozás dicséretes, és ahhoz, hogy első, meg még működik is, nem is rossz Ez nem gúny akar lenni, nyugi. Komolyan mondom.
X év makrózgatás, számos gép feltöltése után tenném számodra a következő javaslatokat:
1-33-ig ne használj paraméterszámokat részeredmények kitárolására. Azokat célszerűbb meghagyni adatbevitelnek, bármikor kedved támadhat tovább bővíteni a makrót, és akkor már kilőtted az argumentum felhasználhatóságát. Olyankor kissé bosszús az ember. Ja, és makróba jobb nem tenni fix G90-et, csak ha előbb lementetted a megfelelő regiszterét.
Az alapelgondolásod jó, (még a végén kiderül, hogy marós agyad van ) amire technikai szempontból érdemes lenne figyelni, hogy ha kiváltani akarsz egy gépi ciklust, akkor a hasonló értelmű címekhez hasonló argumentumot használj. Az is feltűnt, hogy nem használsz biztonsági távot a pozícionáláshoz. Veszélyes lehet. Ez a Fanucnál is agyrém... Megpróbálom kicsit itt most átdolgozni kapásból, szóval semmi nem garantálja, hogy elsőre jó lesz. (Járulékos előnyként viszont láthatod, hogy is csinál az ember saját hibajelzéseket, elkerülendő a hibás adatbevitelt, elírást)
Először is szedjük össze, miket akarunk programozni!
Nyers átmérő, legyen I
Kész átmérő X
Fogásvétel (U) (figyelem, eddig mind a három X tengelyre utal... Ráadásul G77 alatti sorokban U-val is tudsz fogást venni, tehát ez ilyen szempontból közös is)
(R) kezdő biztonsági táv (mindkét tengelyen)
Z mélység
(V) ráhagyás átmérőn
(W) megmunkálási sík
(K) mint Z irányú ráhagyás.
(B) kiemelés, azaz befejező bizt. táv a teljes megmunkálás végén (mindkét tengely)
(F) előtolás
(E) visszahúzás értéke a fogásvétel után, a mélységi ponton, felhúzás.
%O9015
IF[#4EQ#0] THEN #3000=4 (NYERSMERET?)
IF[#24 EQ #0] THEN #3000=24 (KESZATMERO?)
IF[#24 GE #4]THEN #3000=144 (ATMEROARANYOK HIBASAK)
#104=#4 kitároljuk I értéket
#124=#24+#22 ugyanezt X-re is
IF[#23 EQ #0] THEN #23=0 W-nek fix értéket adunk, ne legyen üres
IF[#6LE#0+0] THEN #3000=6 (RAHAGYAS HIBA!)
IF[#26GT#0] THEN #3000=26 (MELYSEG HIBA/HIANYZIK]
#126=#23-#26+#6 esztergálási hossz számítása
IF[#18EQ#0] THEN #18=2
#18=ABS[#18]
#128=#104+#18
#118=#23+#18 kezdő biztonsági táv rögzítése
IF[#2EQ]0] THEN #2=20
#2=ABS[#2]
#102=#23+#2
#112=#4+#2 kiemelési érték rögzítése
#114=#104-#21 Első fogás meghatározása
IF[#21 EQ #0] THEN #114=#124 ha nem adunk fogást, azonnal teljes mélységre megy!
IF[#9 EQ#0] THEN #9=#4109 mentjük az utolsó előtolást
IF [#8 EQ #0] THEN #8=2
G0 X#112 Z#102 F#9 gyorsjárati közelítés R távokra
WHILE[#114 GT #124] DO1 hurok meghatározása
G1 X#114 F#9/2 fogásvétel
G1 Z#126 F#9 a lényegi megmunkálás
G1 U#8 visszahúzás X-en, "felhúzás" E-vel
G0 Z#118 visszaugrás Z tengelyen R értékre
#114=#114-#21 fogásvétel számoltatása
END 1 Hurok lezár
G1 X#124 F#9/2 kész átmérőre fogást vesz
G1 Z#126 F#9 mint hat sorral feljebb...
G1 U#8 mint egy sorral feljebb...
G1 W[#8/2] átmérő tövétől elemel
G0 X#124 Z#102 visszamenekül biztonsági távokra
M99 vissza főprogramba
%
Nos, ez csak ránézésre ijesztő, amíg nem lesz egy kis rutinod. Utána már szinte kiabál a szemedbe, hogy mit is lehet programozni, mit nem. Természetesen nekem eleinte szintén nem volt egyszerű, viszont igaz az is, hogy én már a kezdet kezdetén így akartam összehozni anno a makróimat, hogy ne lehessen bennük elírást továbbvinni, tehát a nyilvánvaló baromságokat ne engedjék meg. Ez később sok kellemetlenségtől mentett meg úgy engem, mint a kollégákat, akikkel egy gépen dolgoztunk.
Az elején megadott címek közül csak azok a kötelezően megadandóak, amelyek nincsenek zárójelben.
tehát, hogy is nézne ki a mondatod?
G777 I70 X32 (K) Z-80 (W) (R) (B) (F) (E) (V) (U2)
Mindenképp kéri a két átmérőt, hosszot, és ennyi. A többi opcionális, annak függvényében, hogy mit szeretnél. Értelemszerűen a ráhagyások, biztonsági távok, felhúzás, megmunkálás Z kezdőpontja W cím alatt kapnak egy alapértéket, és nagyon fontos segítség gyakran, hogy a W-ben gyakorlatilag meghatározod, honnan számoljon Z-re mindent. Ha a nullpontod a darab tövén van, a teljes hosszod 142.77, és ennek az elején kell 34,28 hosszra esztergálnod, akkor a mondatodban a W142.77, és Z-34.28 állnak. Nem kell számolni, mint mazsola, erre van a vezérlő. Ha pedig elhagyod a fogást, akkor azonnal kész átmérőre esztergál, ami akkor jöhet jól, ha csak valamit egyszerre fel kell átmérőzni, vagy simítani.
Ha kérdésed van, csak bátran, és ha nem ijesztettelek el nagyon, hozhatod majd nyugodtan a többit is.
nchelp


SirTom
tag
Ma az asztalon wolfrám kovácsolt hasábot találtam előkészítve. Még nem került rá sor,nehezebbnek tünt mint az ólom, reszelővel megnéztem a keménységét, hát szerencsétlen gyorsacél reszelő csak csúszkált az élén,mintha szappanos lenne,nem találkoztam még ilyen anyaggal. Remélem hozzám kerűl ma éjszaka ![;]](http://cdn.rios.hu/dl/s/v1.gif)
Nincs más hátra mint előre
nchelp
tag
Otthon volt hozzá már szerencsém. A Franken, és Iscar cuccok elég jól boldogulnak vele, de csak sok vízzel, és 160-as vágó felett ne is reménykedj. De legyen inkább csak 100...Lényeg, hogy a szerszám ne legyen túl rideg, mert az anyagod le fogja darálni, mint állat, és legyen éles rendesen.
nchelp
Spawn
csendes tag
kemény ez a markozás ahogy látom!lehet h nekem csak h esztergákon dolgozunk csak.
batyo85
csendes tag
Sziasztok!
Nchelp
Először is köszi a hogy segítettél a kúpos furat marásba. Az alkatrész elkészült és nagyon fasza lett.
Az lenne még a kérdésem ,hogy ha mondjuk a kúpmarás előtt ki akarom nagyolni a furatot és utána marni csak a kúpot akkor ezt a do/endet a programba használhatom mondjuk úgy hogy a nagyolás a do1 end1 között van a kúpmarás pedig a do2 end2 közötti részben.
Vagy ez hogy működik?
Ja és még egy dolog ,a kúpmaró programod alapján ,illetve azt módosítva megírtam úgy hogy csak sima köröket marjon ne kúpos furatot.
Így nézne ki:
#1=25(furat rádiusza)
#2=0 (kezdő pont)
#3=2(fogásmélység)
#4=-30(furat teljes mélysége)
G0 X0 Y0
G0 Z2
WHILE[#2GE#4]DO1
G1Z#2
G1 G41 X#1
G3I-#1
G40 G1 X0 Y0
#2=#2-#3
END1
Jó ez így szerinted?
Bocs hogy ilyen sok kérdést zúdítok rád de kezd egyre jobban érdekelni ez a paraméteres programozás.
Phülöp
addikt
...kezd egyre jobban érdekelni ez a paraméteres programozás.

A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem

zolikaDB
veterán
Beteg vezérlő az Ultimax is, de vhogy nem életszerű azért ez a Fanuc se... Nehogy már Auto üzemmódban mókolni kelljen a szerszámváltást... 
batyo85
csendes tag
Hát ez a G49 a rododrillnél nállam se igazán érthető. Ugyanis a G49-el a G43-ban megadott sugár és hosszkorrekciókat törli ha jól tudom ,de ha én behívok egy másik szerszámot akkor megadom annak a szerszámnak a hossz és sugárkorrekcióját. Akkor ennek mi értelme van azt nem tudom.
Egyébként engem nem igazán zavar csak eleinte párszor lemaradt aztán csak néztem hogy szerszámváltáskor hibát ír.
nchelp
tag
Azért ez így nem igaz... csinál az mindent, de sajnos néhány vezérlőn nagy szájbarágósan kell neki megmondani.
Mivel az embernek szerszámcseréhez nincs kedve állandóan három mondatot programozni, így összerittyent egy ilyen kis szubrutint (én mindenképpen...), aztán rögtön normálisan megy...
nchelp
nchelp
tag
Tévedtem, majd holnap...
nchelp
nchelp
tag
Üdv batyo85!
Kezdjük az egyszerűbbel, ahogy átvésted, paraméteres alprogramnak is lehet akár használni, működőképesnek tűnik.
A nagyolás/simítás dolgot viszont úgy gondolom, kissé életszerűtlenül közelíted meg. Gyakorlati megmunkálásban eléggé furcsán adná elő magát, hogy egy makró/alprogram ugyanazzal a szerszámmal nagyoljon és simítson váltakozva. Az inkább átgondolható, hogy adott pozíciókra lehívni a nagyolást, majd másik szerszám, és ugyanoda mehetnek a készre mukálások. Mindazmellett programozástechnikailag kivitelezhetőnek tartom, de megmunkáklás szemszögéből finoman szólva is furcsának.
Az jó, ha érdekel a paraméterezés, később még sokat könnyíthet az életeden.
nchelp
nchelp
tag
Nem egészen ez a logikája. A G49 kikapcsolja a korrekció funkcióját, de nem az aktív offsetmezőket. Tehát teljesen mást jelent pl a G43 H0, mintha azt mondod, hogy G49, mert a meghívott korrekciós mezők bent maradnak, mint utolsó regiszterértékek. Főleg paraméterezéstechnikailag van jelentősége.
Valamint aktív G43 mellett offsetcímek nélkül is letiltja a szerszámcserét, míg lehetnek offsetek meghívva, ha a figyelembevételük ki van kapcsolva G49 által. Erre egyébként csak azért volt ennél a felépítménynél szükség, hogy a szerszámcserepozíciót egyszerűbb legyen figyeltetni. Röviden, G49 nem töröl semmit, csak deaktivál.
nchelp
zolikaDB
veterán
Nem tudom, hova s milyen irányba fejlődik a vezérléstechnológia, de kezdenek az egyre okosabb, életszerűbb dialogok teret hódítani. Mazak, Siemens, HDH ugye régóta, és a Hurco Winmax pl számomra sok olyan újítást mutat, ami kimaradt az Ultimaxból.
Nem hátrány a G-kód ismeret, mert pl majdnem ugyanígy írom meg Heidenhain-re a kúpot, ahogy nchelp, csak én #1 helyett Q1-et használok. Viszont egy dialogot kisebb hibalehetőséggel és gyorsabban lehet véleményem szerint programozni, mint egy ISO gépet. Kétségtelen, h pl a Fanuc olcsó.
Én, mint magánember lehet, hogy egy régi hagyományos gépre NCT-t építenék, de mint Audi Gmbh tuti, hogy a legjobban felszerelt HDH-t vagy Mazak-ot kérném.
[ Szerkesztve ]
nchelp
tag
Itt egy kicsit más eltérés is mutatkozik a két vezérlő közt. Pl a CNC-parancs egy ISO-nál lehet kifejezés is, nem csak paraméter, vagy fix számjegyű érték.
Fanucon: G1 X[30*TAN[60]]
Ugyanez Philipsen: G1 X=30*tan(60)
Ezt egy mondatban, paraméter nélkül HH-dialog legjobb tudomásom szerint nem tudja, és bizony sokszor hiányolom.
És én egyidejűleg dolgozok Fanucon és HH-dialogon is, nem venni észre különbséget, melyik lenne gyorsabb.
Mint magánember, sem telepítenék NCT-t a gépeimre, ha lennének, de hát kinek a pap, kinek a papagáj Aztán a Fanuc azért tud rohadt drága is lenni, a full-opcióval kéred. De egy átlagos tudású sem nagyon van már lemaradva egy HH mögött árban.
[ Szerkesztve ]
nchelp
batyo85
csendes tag
Üdv!
A kúpmarásnál bár nem irtam ezért bocs ,de én úgy gondoltam ,hogy lenne egy nagyoló szerszám és egy simító. Igazából nem is azért kérdeztem hogy igy akarnám csinálni csak azért hogy megoldható-e ennek a használat hogy leírom a nagyolást aztán a simítást egy főprogramon belűl.
A G49-el kapcsolatba pedig kösz hogy felhomályosítottál.
nchelp
tag
ha hasznát tudod venni, már megérte... 
nchelp
batyo85
csendes tag
Nchelp
Igy paraméteresen hogy nézne ki mondjuk egy gömbsüveg marása?
Tudnál nekem írni erre egy példá? Persze csak ha nem nagy probléma és az időd engedi.
nchelp
tag
Miért van az az érzésem, hogy ki akarsz próbálni? 
Most ide kéne engednem a párom is, aztán valszeg filmet nézünk, de akkor a hétvégén dobok fel egy példát.
nchelp
batyo85
csendes tag
Köszi előre is!
Nem akarlak kipróbálni de tanulni csak attól lehet aki keni vágja a témát és úgy veszem észre hogy te ilyen vagy.
SirTom
tag
Köszi a tippeket, na az történt, hogy nappalos kollega elkészített egy darabot készre, aztán leirta melyik szerszám milyen fordulat/előtolás, a progit elindította, még azért a lapkákra is ránézett hogy állnak mielőtt végzett, szóval gép belőve, ekkor jött az esztergályos srác megmutatni,hogy kell darabot cserélni majd 6 óra mulva mikor a darab kész, és ekkor repült ki a darab a satubol, amit nappalos müszak elindított. Ilyen volt az elő találkozásom a Wolfrámmal 25-ös lapkás maro game over, én meg csináltam a következő melót.
Nincs más hátra mint előre

Téma tudnivalók
● nem beszélgetős OFF topic!

Mai Hardverapró hirdetések
prémium kategóriában
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Laptop 15,6" -70% i7-10610U 4Mag 32GB 512GB SSD FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!
- The Last of Us Part I Ps5
- Bomba ár! HP EliteBook 830 G6 - i7-8G I 8GB I 256GB SSD I 13,3" FHD I HDMI I Cam I W11 I Gari!
- Bomba ár! Dell Latitude 5580 - i5-G6 I 8-16GB I 256 SSD I 15,6" FHD I HDMI I CAM I W10 I Garancia
