- Hóban vigad a ló
- "Egyszerű" Ügyfélkapu+ regisztráció
- Fűzzük össze a szavakat :)
- Asszociációs játék. :)
- Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- "A homoszexualitás természetellenes" 😠
- NASsoljunk: ZyXEL NSA-310 és az FFP
- Nagy "hülyétkapokazapróktól" topik
- A siker két szabálya
- Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
Új hozzászólás Aktív témák
-
#6050
 BÁ Nutrition
addikt
Berci1975
#6048
BÁ Nutrition
addikt
Berci1975
#6048
BÁ Nutrition
addikt
válasz
 Berci1975
#6048
üzenetére
Berci1975
#6048
üzenetére
én ma voltam. érdekes volt de mintha a nem raktak volna olyan sok gépet ki. a csajok viszont ott voltak a szeren

DMG stand tetszett leginkább.
eszterga lehetett volna több, de lehet nincs mit mutatni
nagy egy sem voltSandvikot nem láttam, bár külön nem is kerestem. összességében azért jó volt
vmelyik lapkadíler cégnél láttam egy komoly beszúrót, akkora volt mint egy ló patája
ill nem tudom ilyen kovácsolt vasas cuccok voltak-e vhol. a hegesztős pavilont annyira nem jártuk be, talán ott vmi?
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-

nchelp
tag
Lehet, a lista korrekt, de valóban annyira nem így működik, hogy mióta az iskolapadból kikerültem, soha nem csináltam így. Soha nem rajzoltam be koordinátát
 , a hármas pont pedig a teljes bontásával kimarad nálam (pontosabban ebben a formában nem nyer létjogosultságot)...
, a hármas pont pedig a teljes bontásával kimarad nálam (pontosabban ebben a formában nem nyer létjogosultságot)...A rajz+gép+felszereltség ad mindent, azt is, hogyan foghatom fel. Ezen már bukhat a koordinátarendszer. A lista sorrendje pedig csapnivaló. a 4-5. pontoknak külön nincs létjogosultsága oktatási intézményen kívül, de megkockáztatom, ott sem volna szabad.
Mondhatni: ha ez az öt pont nem egy egyetlen szerves folyamat (még véletlenül sem ilyen bontásban) egy gépnél dolgozó, önmagára valamit is adó szaki számára, akkor szerintem megette a fene az egészet. Jobban belegondolva, ez alapján a vezérfonal alapján tanítani sem volna szabad
Jut eszembe, hiányolom a megfogási terv részét. Ez is erősen befolyásolja a szerszámhasználatot (is), úgy a szerszámfajtákat, mint az alkalmazható technológiát...
nchelp
-
#6043
nchelp
tag
kkrisztian90
#6041
nchelp
tag
válasz
 kkrisztian90
#6041
üzenetére
kkrisztian90
#6041
üzenetére
Te még a régi szabvány szerinti jelöléseket keresed, az ékjeleket.
-1 ék: nagyolt, esetleg nyers felület
-2 ék: többnyire esztergálással/marással elért közepes-jó minőségű felületek
-3 ék köszörült-polírozott-tükrösített felületekmindegyik ékjelölt osztályba tartozik 3-4 gyökjelölt Rz/Ra felületi érdességi besorolás, Rz-Ra közti jellemző váltás 4:1 Ezért manapság elég sokat szitkozódok, mert én is többnyire régi ékjeles rajzokat kapok, de azon belül még igen nagy a szórás, most akkor melyik normára csináljam?...
nchelp
-
#6042
 -igu-
addikt
kkrisztian90
#6041
-igu-
addikt
kkrisztian90
#6041
-igu-
addikt
válasz
kkrisztian90
#6041
üzenetére
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
-
#6041
 kkrisztian90
csendes tag
kkrisztian90
csendes tag
kkrisztian90
csendes tag
Köszi szépen!
Valaki fel tudna világosítani arról hogy a műszaki rajzon található háromszög jelzéseket hogyan kell értelmezni? Ugye a felületérdességről van szó ha jól tévedek, de melyik háromszög mit jelent? Melyik jelenti a durva felületet stb. (egy db. háromszög, két db. háromszög, három db. háromszög egy sorban) -
-igu-
addikt
válasz
Berci1975
#6037
üzenetére
Szep ez a lista, de a gyakorlatban ez (szerencsere) nem igy mukodik.
A felsorolt tetelek 90%-a automatikusan jon az elso percben, amikor a dolgozo elkezdi nezegetni a rajzot.
Gyakorlatilag fejben lejatsza az egesz megmunkalast.
Mindettol fuggetlenul a lista teljesen korrekt.A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
-
-
#6037
 Berci1975
csendes tag
kkrisztian90
#6001
Berci1975
csendes tag
kkrisztian90
#6001
Berci1975
csendes tag
válasz
kkrisztian90
#6001
üzenetére
Eljárás
1. Munkadarab-rajz előkészítése
– munkadarab-nullapont meghatározása
– koordinátarendszer berajzolása
– esetlegesen hiányzó koordináták kiszámítása
2. Megmunkálás-lefutás meghatározása
– Melyik szerszám mikor és melyik kontúr megmunkálására kerül alkalmazásra?
– Milyen sorrendben kerülnek a munkadarab egyes elemei elkészítésre?
– Melyik egyedi elemek ismétlődnek meg (esetleg elforgatva is) és ezeket egy
alprogramba tesszük-e le?
– Létezik-e ez a munkadarab-kontúr vagy ehhez hasonló más
munkadarabprogramokban ill. alprogramokban, amelyet esetleg alkalmazni tudnánk?
– Hol célszerű vagy szükséges nullaponteltolás, forgatás, tükrözés, skálázás (frame-
koncepció)?
3. Munkaterv felállítása
Határozzuk meg lépésenként a gép összes megmunkálási lépéseit, pl.:
– gyorsmeneti mozgások pozicionáláshoz
– szerszámcsere
– megmunkálási sík megadása
– szabadra-menet utánmérésre
– orsó, hűtőszer ki-/bekapcsolás
– szerszámadatok felhívása
– fogásvétel
– pályakorrekció
– kontúrra rámenet
– kontúrról lemenet
– stb.
4. Munkalépések lefordítása a programozó-nyelvre
– Minden egyedi lépés NC-mondatkénti (ill. NC-mondatoként) felírása
5. Összes egyedi lépés összefogása egy programba -
#6036
BÁ Nutrition
addikt
BÁ Nutrition
addikt
valakinek nincs véletlenül deckel dialog 12-es vezérlőhöz leírása?
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-

_BM_
senior tag
"ha a japánok mindent csak felárért tesznek bele"
Az a röhej, hogy minden benne van, csak a titkos paraméterekkel lehet előcsalogatni a fícsöröket. Még a plusz memória is be van szerelve. Régi 10T-s vezérlőben elő tudtuk varázsolni (találomra). Tehát nem spórolják meg, illetve nem tartják meg maguknak. Odaadják, de nem tudja használni a vevő, ha nem fizet érte.
-
#6034
nchelp
tag
csiziktomi
#6033
nchelp
tag
válasz
 csiziktomi
#6033
üzenetére
csiziktomi
#6033
üzenetére
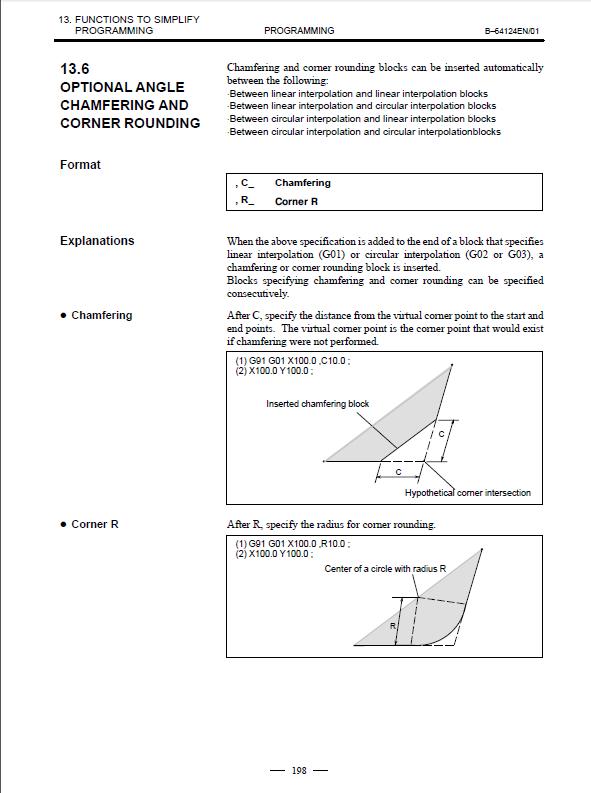
Kis kiegészítés: még nem láttam Fanuc vezérlőt kifejezetten marógépre, amin a fok ezen a segédcímen programozható lett volna, pedig láttam már párat. Ez jellemzően eszterga-megoldás, de valóban ott is opcionális. Érdekes módon a japánok a mai napig nem gondoltak arra az alap szoftverben, hogy ilyen is jó lenne, a letörés-lekerekítés (szintén opcionális) létrehozása után azt hitték, kész vannak mindennel. A japánok védelmében szólva: ne feledjük el, hogy a legutolsó időkig őket a jenkik minden téren nagyon rövid pórázra fogták, bosszúból a háborúért. Ennek köszönhető ez a túlzóan "üzleti" gondolkodásmód. A Fanuc csak nemrég lett önálló japán tulajdon.
Aljas dolog de a magyarázat ez: ha a japánok mindent csak felárért tesznek bele, akkor a Haas sokkal versenyképesebb az amerikai piacon (is). Sok gépszállító nemrég még a nem opcionális paraméterkapcsolásokon is megpróbált opciós pénzeket szedni ez okból. Nem véletlenül a paraméterlista sokáig közel hadititok besorolásba esett náluk.
nchelp
-
#6033
 csiziktomi
senior tag
BÁ Nutrition
#6032
csiziktomi
senior tag
BÁ Nutrition
#6032
csiziktomi
senior tag
válasz
 BÁ Nutrition
#6032
üzenetére
BÁ Nutrition
#6032
üzenetére
Gondolom üzletpolitika:ha kell fizess. Alapba csak az alapvető mozgásokat tudja:G1-G2 stb G81 de semmi különösebbet.Ha kell a polárkoordináta akkor updateltesd a vezérlőt.!Ez van.A régi philips 432-es vezérlő alapból tudott mindent teljes értékű volt.

-
#6032
BÁ Nutrition
addikt
csiziktomi
#6031
BÁ Nutrition
addikt
válasz
csiziktomi
#6031
üzenetére
de amúgy ezt nem értem hogy miért nem jó ha a marón nincs szög?
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-
#6031
csiziktomi
senior tag
cserkopater
#6029
csiziktomi
senior tag
válasz
 cserkopater
#6029
üzenetére
cserkopater
#6029
üzenetére
Lehet nem teljesen igaz,de a mi fanuc vezérlőnk se tudja az A-t kezelni és mág a polárkoordinátát se ismeri.
Megkérdeztem és egy jelentősebb összegért felprogramozzák ,hogy tudja.Olyan mint a winfos-nál a home meg az ultimate közötti különbség.Bizonyos funkciókat nem tud a gép kezelni Nesze neked üzletpolitika
Nesze neked üzletpolitika -
#6030
 Locsi
senior tag
cserkopater
#6029
Locsi
senior tag
cserkopater
#6029
Locsi
senior tag
válasz
cserkopater
#6029
üzenetére
Szerintem az egy eszterga. Ott biztos működik.
-
#6029
 cserkopater
csendes tag
Locsi
#6028
cserkopater
csendes tag
Locsi
#6028
cserkopater
csendes tag
Akkor tehát Fanuc 21 MB -ben nem lehet A-címen megadni hajlásszöget, ez azért furcsa mert Fanuc 21 vezérlésű esztergán lehet. De nem baj mert van számológép. Köszönöm mindenkinek a választ, meg azt hogy utánanéztetek! (Fanuc 21i vezérlőn viszont már lehet: [link]
26. oldalon van is egy kis példa)[ Szerkesztve ]
-
#6028
Locsi
senior tag
BÁ Nutrition
#6023
Locsi
senior tag
válasz
BÁ Nutrition
#6023
üzenetére
Sima 3 tengelyes, de dolgoztam Kondia B640-en, az 4 tengelyes volt, csak azon NCT vezérlő volt, ott működött a ",A". A fanuc szerintem ebben a formában nem tudja. [link]

-
#6027
cserkopater
csendes tag
Locsi
#6022
-
#6026
nchelp
tag
peregizsolt
#6024
nchelp
tag
válasz
 peregizsolt
#6024
üzenetére
peregizsolt
#6024
üzenetére
A Renishaw képviseletnél próbálkozz makróügyben, Kutnyánszky Tamásnál
nchelp
-
#6025
nchelp
tag
cserkopater
#6020
nchelp
tag
válasz
cserkopater
#6020
üzenetére
Igen, marón ezt úgy nem oldod meg. Kapcsos zárójelek közt, szögfüggvénnyel.
nchelp
-
#6024
 peregizsolt
újonc
peregizsolt
újonc
peregizsolt
újonc
Sziasztok CNC-s kollégák! Olyan dolgot keresnék ha valakinek a gépén lennének a következő macró ciklusok és eltudná küldeni számomra. Szereztem egy darab használt Renishaw OMP40-2 és egy TS27R bemérőket, de igy macrók nélkül nem nagyon lehet használni (Gondolok itt az Inspection Plus és a Tool setting macrókra, amik a 9000-es fölötti paraméterek, de ha programozási dolgok vannak azért se haragszok meg ) Fanuc 18M vezérlőre lesz csatlakoztatva a hardver. Ha valakinek van ötlete és meglennének hálássan meg köszöném asegítségét igy előre is.
Köszi ha válaszol valaki. -
#6023
BÁ Nutrition
addikt
Locsi
#6022
-
#6022
Locsi
senior tag
cserkopater
#6020
Locsi
senior tag
válasz
cserkopater
#6020
üzenetére
Nem akarok hülyeséget mondani, de a , A fanuc -on nem működik, legalábbis amin én dolgozom, azon a marón nem. A , C és a , R az igen.
-
#6021
BÁ Nutrition
addikt
cserkopater
#6020
BÁ Nutrition
addikt
válasz
cserkopater
#6020
üzenetére
elvileg ,A
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-
#6020
cserkopater
csendes tag
cserkopater
csendes tag
Üdv mindenkinek!
Fanuc 21 vezérlő esetén hogy lehet megadni egyenest hajlásszögével marógépen?
Ha úgy csinálom mint esztergán akkor syntax error-t kapok. Polárkoordinátás interpolációval már sikerült megcsinálni, meg mondjuk ki is lehetett számítani, de arra lennék kíváncsi hogy A val hogy lehet megadni? -
#6019
 aram01
nagyúr
Danivagyok
#6018
aram01
nagyúr
Danivagyok
#6018
aram01
nagyúr
válasz
 Danivagyok
#6018
üzenetére
Danivagyok
#6018
üzenetére
gratulálok a géphez
megyek hozzád dolgzni

Isten jól sikerült alkotása vagyok, elvégre rögtön bőrkötésben adott ki...
-
#6018
 Danivagyok
csendes tag
zolikaDB
#6017
Danivagyok
csendes tag
zolikaDB
#6017
-
#6017
 zolikaDB
veterán
Danivagyok
#6016
zolikaDB
veterán
Danivagyok
#6016
zolikaDB
veterán
válasz
Danivagyok
#6016
üzenetére
Az szép! Magyar vagy kintről van? Indiszkrét, mennyiért vesztegetnek egy ilyet?
-
#6015
zolikaDB
veterán
Danivagyok
#6014
zolikaDB
veterán
válasz
Danivagyok
#6014
üzenetére
Tömb?
-
#6014
Danivagyok
csendes tag
Danivagyok
csendes tag
Új gép a fedélzeten!
Csináltam magamnak fasza programot hosszúhétvégére.
Na megyek betaszatjuk.
[ Szerkesztve ]
Mindenki végezzen adatmentést MOST!
-
#6013
nchelp
tag
BÁ Nutrition
#6012
nchelp
tag
válasz
BÁ Nutrition
#6012
üzenetére
Arra a hosszra azért az tényleg öngyilkosság, még körmös pofával is... Igaz, én is rendszeresen csinálok 185-ről tömörből 110/80-as csövet 140 hosszon. kb 8 mm megfogással
 de én sugárban adagolom neki a 2 milla fogást, és 0.4-0.5-ös előtolást
de én sugárban adagolom neki a 2 milla fogást, és 0.4-0.5-ös előtolást 
[ Szerkesztve ]
nchelp
-
#6011
zolikaDB
veterán
BÁ Nutrition
#6010
zolikaDB
veterán
válasz
BÁ Nutrition
#6010
üzenetére
Böcsületes, de gondolom stabil a géped is, meg nem 2 fogásból szedted le átmérő 50-ből...

-
#6010
BÁ Nutrition
addikt
BÁ Nutrition
addikt
ma csináltam 14mm-es megfogással megtámasztás nélkül 200mm-es 35m6 ill 28h6-os méretet
[ Szerkesztve ]
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-
#6009
csiziktomi
senior tag
csiziktomi
senior tag
Sziasztok!
Egy régebbi gondra szeretnék ötletet:adott egy átmérő 20-as Telibefúró(sandvik).Mit lehet tenni ,hogy a furat vége,ahol kilép a szerszám ne szűküljön be?Konkrétan a furat 20.03 a kilépésnél pedig 21.95 .
Köszi az ötleteket
-

SirTom
tag
válasz
 kpityu2
#6006
üzenetére
kpityu2
#6006
üzenetére
egyszer sok meló van, most épp kevés, jön a pangás, 5 hét szabadságot kell kivenni nyáron, erről tegnap előtt szereztem tudomást, jövőhéten otthon áztatom magam valami termálban..Multhónapban 3 nap voltam szabad abból egy nap géphiba miatt, szal rámfér. kettő kollegát szélnek eresztettek, abban az eresztésben nem voltam benne, aztán hogy lesz-e még leépítést az majd kiderül.
Nincs más hátra mint előre
-
-
#6005
SirTom
tag
kkrisztian90
#6001
SirTom
tag
válasz
kkrisztian90
#6001
üzenetére
Nincsenek lépések előtte, kapsz egy modellt, aztán kiadod mekkora nyersdarabot kell előkészíteni, és míg a kollega a darabolás végzi, addig jó ha generász valami programkódot, hogy a nullapontfelvétel után zörögjön a gép, és a főnők ne azt lássa, hogy a gépkezelők kávéval sétálgatnak. Remélem segítettem
A programkódhoz ugye kell a szoftver/szerszámok/technológia/melósok(kire mit lehet bízni)/helyi információs rendszer ismerete.Nincs más hátra mint előre
-
#6004
csiziktomi
senior tag
kkrisztian90
#6001
csiziktomi
senior tag
válasz
kkrisztian90
#6001
üzenetére
Megbizonyosodni arról,hogy a végén ki is fizetik a melódat
-
#6003
cserkopater
csendes tag
kkrisztian90
#6001
cserkopater
csendes tag
válasz
kkrisztian90
#6001
üzenetére
Először átnézed a rajzot, és megtervezed a megmunkálás sorrendjét. Átgondolod hogy majd milyen szerszámok fognak kelleni hozzá. (Ez fontos ezt az előző kommentelő is leírta) Hogyan fogod meg a munkadarabod, milyen a munkadarabod... Beméred a szerszámokat, a munkadarabot is (nullponteltolás) Nagyvonalakban ennyi de még a program írás után is van még feladat.
-
#6002
-igu-
addikt
kkrisztian90
#6001
-igu-
addikt
válasz
kkrisztian90
#6001
üzenetére
A legfontosabb: kitalálni a mit/mivel/hogyant.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
-
#6001
kkrisztian90
csendes tag
kkrisztian90
csendes tag
Üdv mindenkinek! Azt lenne a kérdésem hogy cnc gépen történő megmunkálás előtt mik a programozás előtti lépések? (Tudom buta kérdés de ne haragudjatok!)










 , a hármas pont pedig a teljes bontásával kimarad nálam (pontosabban ebben a formában nem nyer létjogosultságot)...
, a hármas pont pedig a teljes bontásával kimarad nálam (pontosabban ebben a formában nem nyer létjogosultságot)...






















 de én sugárban adagolom neki a 2 milla fogást, és 0.4-0.5-ös előtolást
de én sugárban adagolom neki a 2 milla fogást, és 0.4-0.5-ös előtolást 







Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Fejhallgató erősítő és DAC topik
- One otthoni szolgáltatások (TV, internet, telefon)
- Honor Magic5 Pro - kamerák bűvöletében
- Nothing Phone 2a - semmi nem drága
- Milyen billentyűzetet vegyek?
- Büszke apukák és anyukák topikja
- Mibe tegyem a megtakarításaimat?
- Gaming notebook topik
- További aktív témák...

Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest