- Luck Dragon: Asszociációs játék. :)
- Elektromos rásegítésű kerékpárok
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- ldave: New Game Blitz - 2025
- gerner1
- Magga: PLEX: multimédia az egész lakásban
- eBay-es kütyük kis pénzért
- sziku69: Fűzzük össze a szavakat :)
- Lenry: Melléképületblog - 4. rész - Kocsibeálló
- Ismerkedés a Zyxel NSA325 v2-vel
-

LOGOUT



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 Mp3Pintyo
#14955
üzenetére
Mp3Pintyo
#14955
üzenetére
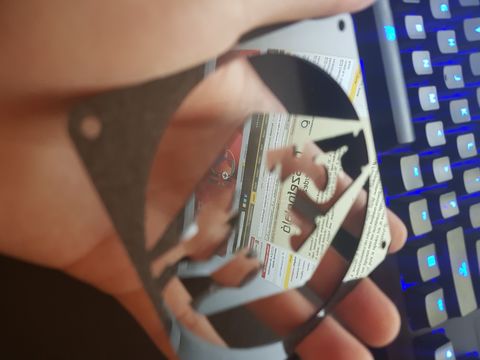
A szintezés elmászott valamiért?
Thomas Sanladerer csinált videót ilyen esetről [link]
Ahogy elnézem, én inkább maradok a matt üvegnél
 Azzal pla elég jól megy, ha fix 70 fokos az asztal és vékony első réteggel nagyon homogén matt felszínt kapok, brimet használok. Ha meg nagyobb méretű, magas dolgot nyomtatok, ahol a felszín nem érdekes, akkor simán gluestick-kel rásegítek. Az biztos, hogy összetapogatástól felválós lesz, szólva a legjobb minden nyomtatás előtt enyhén mosószeres (kézmosós, vagy akár mosógatószeres) vízes kendővel áttörölni.
Azzal pla elég jól megy, ha fix 70 fokos az asztal és vékony első réteggel nagyon homogén matt felszínt kapok, brimet használok. Ha meg nagyobb méretű, magas dolgot nyomtatok, ahol a felszín nem érdekes, akkor simán gluestick-kel rásegítek. Az biztos, hogy összetapogatástól felválós lesz, szólva a legjobb minden nyomtatás előtt enyhén mosószeres (kézmosós, vagy akár mosógatószeres) vízes kendővel áttörölni. -

Reggie0
félisten
válasz
Mp3Pintyo
#14955
üzenetére
En acetonnal szoktam megtisztitani ilyenkor, de pl. az ender3 gyari asztalat megkapja es sikosabbnak erzodik utana a felulet, de ettol fuggetlenul jol megtapad.
Ha a pla maradvanyok okoznak gondok, akkor csak a diklormetan marad, de azzal csak jol szellozo helyen dolgozz, mert mergezo.
-
Reggie0
félisten
válasz
Mp3Pintyo
#14737
üzenetére
Lehet nagyon folyik ez a filament, esetleg nezd meg 190 fokon.
Meg tudod nezni a G-code-ot, hogy hol kezdi a retractot? en ugy latom, mintha a fal oldalaban kezdene. Cura annyit trukkozik a retracttal, hogy nem a falnal kezdi a henger ket legkozelebbi pontja kozott, hanem a kb 30 fokkal feljebb es az infilen keresztul huzza a retractolt fejet, igy a szal nagy resze megtapad az infilen.
-
-

kopi120
tag
válasz
Mp3Pintyo
#14616
üzenetére
Mérjél rá tolómérővel a filamentre, nekem az 1.75-ös gembird pla 1.68 körül volt. Azt kétlem, hogy minden problémád megoldja, de javulhat. (Jelzem a kollégámmal mikor vettük a gembird pla-t, másnap mesélte, hogy földhözvágta a nyomtatót és összetörte, szóval kitartást!
) -
Reggie0
félisten
válasz
Mp3Pintyo
#14618
üzenetére
Tul gyorsan nyomtatsz szerintem. Latszik, hogy nem tapadnak ossze a retegek, ami homerseklet vagy alulextrudalas miatt lehet. Ha tul gyorsan nyomtatsz, annak kovetkezmenye az alulextrudalas, viszont nalad latszik, hogy a sarkoknal es ahol lelassit ott mar tobb anyag van, tehat oda mar tud eleget nyomni az extruder.
Az aljan is latszik, hogy az infill sok helyen hianyos, ahol felgyorsul a fej.
-

Dyingsoul
veterán
válasz
Mp3Pintyo
#14221
üzenetére
Le is adtam a rendelést ebay-en az Ender 3-ra.

Ez az üveglap amit linkeltél 235*235-ös. Az ender 3 ágya pedig 220*220. Biztosan ráfér ez az üveglap?
Fogókat kihagyom, mert az van itthon a support eltávolításokhoz, csavarok szintén vannak.
Csapágyakat berendeltem, mágneseket szintén. -

Tankblock
aktív tag
válasz
Mp3Pintyo
#14217
üzenetére
Hello
Ezzel küzdök én is.
A Capricorn cső segített rajta, Van-e layerenkénti retract beállítva?
Olyan mintha nem tudná ugyanazt a flow-t adni mindig.
Azt nézd meg. hogy ahol hiányos vágd ketté. Milyen a többi része annak a layernek?
Infill összefüggő vagy hiányos?Ha gyári az extruder akkor azt kell átnézni takarítani, valószínüleg a rugó nem szolgál elengendő nyomatékot és/vagy a továbbító fogaskerékre felragadtak a filamentből darabok.
Ezek után mindenképpen ellenőrizni az e-steppet.
Ugye a Z oldalon nem nyúltál hozzá?
Nálam valószínöleg nem ez lesz a hiba, most várom a másik Z rudat a T nuttal + 10 új görgőt.....
Nálam szerintem binddol, --> a Z magasság se stimmel a nyomtatott elemen..... -
Reggie0
félisten
válasz
Mp3Pintyo
#14225
üzenetére
En a helyedben inkabb a kalyhatol indulnek, szoval ha feltetelezed, hogy a retractnal a lotyoges a problema, akkor leoszor a retractot kapcsol ki es ugy probald meg. Amugy nem az lesz a gondod, a pressure fitting nem fog segiteni rajtad. Ha nem jo a nyomtatasi sebesseged akkor eleve az a gond, hogy befele egy fordulattal kevesebb anyagot nyom be, mint amennyit kifele huz, tehat egy ki-be huzas utan anyaghiany lesz, fuggetlenul attol, hogy lotyog-e a fitting.
-
Reggie0
félisten
válasz
Mp3Pintyo
#14217
üzenetére
Mekkora a nyomtatas sebessege es milyen nozzleval milyen retegvastagsaggal nyomtatsz?
Nekem ugyan ez volt a gondom, a nyomtatasi sebesseget kellett csokkenteni es a homersekletet felvenni. Az a baj, hogy ha nagy sebessegnel kalibralod a flow-t, akkor a kis sebessegnel blob-os lesz, foleg az ivek korul. Ha kis sebessegnel kalibralod, akkor a nagyobb sebessegnel hiany lesz es ugy fog kinezni, mint a tied. Kezdetnek irjal at minden printspeedet 20mm/s-re es 0.3-as retegvastagsaggal es 220 fokkal nyomd ki.
En pont tegnap ejjel szoptam ezt vegig, vagy 8 oran keresztul. De most tokeletesen nyomtat. Nezd meg a tablazatot amit nemreg irtam: [link]
Ime a peldam: nagy filament sebessegnel kalibralt nagy sebesseg, kis filament sebessegnel kalibral nagy sebesseg, kis filament sebessegnel kalibralt kis sebesseg
-
-
azbest
félisten
válasz
Mp3Pintyo
#14217
üzenetére
Nem lötyög retract-kor a bowden cső? Ismert hiba, hogy a gyári csőrögzítő elem nagyon gyenge minőségű és elkezd ki-be csúszkálni, s emiatt a fejben dugulás jöhet létre. Ideiglenesen talán egy nagyobb gyorskötöző is segít, de inkább a rögzítő cseréjét javasolják. Van aki meg egy köztes műanyag alátétet javasol, hogy ne húzhassa ki a fejből a cső alsó végét.
A gyári rögzítővel pár nap után újra kicsúszik.
-

izisz
senior tag
válasz
Mp3Pintyo
#13101
üzenetére
Mindekinek, nem csak neked: újra és nyomtatékosan ajánlom mindenkinek, aki Marlin FW-t használ (különösen v1.1.9-től) ÉS alapból kb. már elfogadhatóan be van lőve a nyomtató, hogy mélyedjen el a Linear advance beállításában és használatában.
Ebben a bögrés hibában is segíthet.
(Klipper esetén pressure advance, többi firmware-t nem ismerem) -
#11921
 energy4ever
addikt
Mp3Pintyo
#11919
energy4ever
addikt
Mp3Pintyo
#11919
energy4ever
addikt
válasz
Mp3Pintyo
#11919
üzenetére
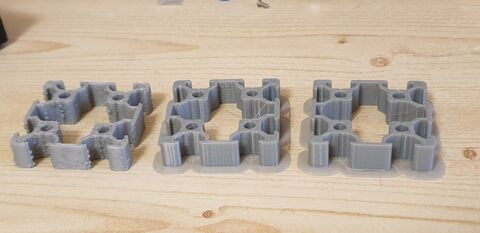
Ezzel gondban vagyok. Ilyen apro dolgokat nyomtatsz? Keprol olyan volt, mint valami nagy disz szobor.
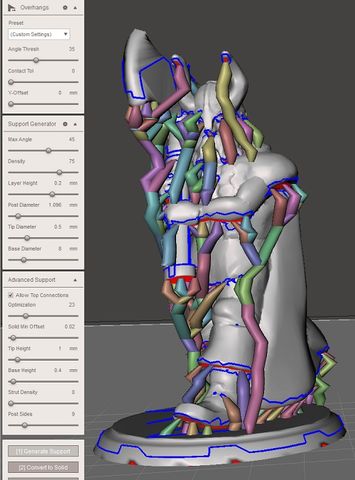
Amiket en csinaltam igy, olyan pici reszen tapadt fel, hogy koromvago olloval lazan elcsiptem.
Azt ensem tudom, hogyan lehet megoldani ezeknel, hogy a atalapzatra nem tapadjon fel.Mas:
Mar azt hittem nem tudok hova fejlodni 1. reteg ugyileg. Viszont ez mar beteges, ami most jott ki a gepbol!

-

miniboy
csendes tag
válasz
Mp3Pintyo
#10762
üzenetére
Azért arra számítsál, hogy a vámon megfogják és ráteszik a 2,5% vámot és utána a 27% ÁFA-t is. Ezt még add hozzá a 109000-hez és mindjárt 142000 körül jársz, ennyiért szerintem sokkal jobb gépet is kapsz fűthető asztallal és nem lesz kínszenvedés a nyomtatás.
Hidd el kell a fűthető asztal, saját tapasztalatból mondom, mert nekem sem volt és utána buherálhattam rá egyet, ahelyett, hogy mindjárt olyat vettem volna. -

Tikakukac
titán
válasz
Mp3Pintyo
#10765
üzenetére
Lehet használni. Sajtreszelővel is lehet közösülni, ahogy a vicc szól
 Itt mindig a minőség és a szopófaktor lesz a kérdés. Ami lesz.
Itt mindig a minőség és a szopófaktor lesz a kérdés. Ami lesz.De tényleg nem értem mitől akkora pukkanás ez ennyiért. Nekem inkább riasztó. Ha meg szerelni nem szeretnél vagy akarsz, rossz hírem van: fogsz
![;]](//cdn.rios.hu/dl/s/v1.gif) Ez nem az a hobbi, amihez nem kell.
Ez nem az a hobbi, amihez nem kell. -
Tikakukac
titán
válasz
Mp3Pintyo
#10762
üzenetére
110k és nincs fűthető asztal? Az elég vad.
PLA-hoz annyira nem kell fűthető asztal, hogy húgoméknál van 3 gép, az egyiken nincs és utólag most kötök meg ügyeskedik rá az egyikre, mert hónapok óta áll a masina. Inkább nem használják, mert macera.
Ennyi pénzért ez nekem igen luftos.
-
-

printerpeti
tag



























 Itt mindig a minőség és a szopófaktor lesz a kérdés. Ami lesz.
Itt mindig a minőség és a szopófaktor lesz a kérdés. Ami lesz.![;]](http://cdn.rios.hu/dl/s/v1.gif) Ez nem az a hobbi, amihez nem kell.
Ez nem az a hobbi, amihez nem kell.

Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- IPhone 13 mini 256GB gyári független jó akku
- Csere-Beszámítás! Asztali számítógép PC Játékra! I5 12400F / RTX 3070 / 32GB DDR4 / 500GB SSD
- IPhone 12 64GB gyári független 2025.08.30. iStyle jótállás
- Áron alul garanciával!!!! 3 hónapos gamer konfiguráció!!! AkciÓÓ!
- 4TB Seagate HDD / Kingston NV2 1TB SSD
- Bomba ár! Fujitsu LifeBook U727 - i3-7GEN I 16GB I 256SSD I 12,5" FHD I Cam I W11 I Garancia!
- Xiaomi Redmi Note 10 Pro 128GB, Kártyafüggetlen, 1 Év Garanciával
- LG 27GS95QE - 27" OLED / QHD 2K / 240Hz & 0.03ms / 1000 Nits / NVIDIA G-Sync / AMD FreeSync
- Samsung Galaxy A20e 32GB, Kártyafüggetlen, 1 Év Garanciával
- 15,6" Dell Latitude laptopok: E6540, E5550, E5570, 5580, 5590, 5500, 5501, 5510/ SZÁMLA + GARANCIA
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest