- Lenry: Melléképületblog - 4. rész - Kocsibeálló
- eBay-es kütyük kis pénzért
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- sziku69: Fűzzük össze a szavakat :)
- Magga: PLEX: multimédia az egész lakásban
- Boss81: Halott Torrentek keresése, törlése egyszerűen.
- Luck Dragon: Asszociációs játék. :)
- droidic: Videó letöltés yt-dlp-vel (profi módszer)!!!
- sziku69: Szólánc.
- gerner1
-

LOGOUT



Új hozzászólás Aktív témák
-

izisz
senior tag
válasz
 #48613632
#19170
üzenetére
#48613632
#19170
üzenetére
"Gcode futtatásával ezeket megoldani, nem túl elegáns." - pedig pontosan gcode van minden menüpont mögött, amit nyomkodsz a kijelzőn, szóval igenis meg kell tanulnod, melyik gcode mire jó [Marlin gcode lista]
A duet-et 2 okból linkeltem: az ára miatt elrémisztésnek. Mint látod, van kényelmes megoldás, pont azt csinálja, amiket szeretnél, pont úgy, ahogy szeretnéd - de borsos áron.
A másik, hogy lásd, van alternatíva.
De jól mondják a többiek. Valami - lehetőleg linux alapú - gépre USB-n feldugod a lapod és Octoprinttel nyomogatod, vezérled. Így nem kell SD kártyával b*iskodni. Kényelmes, open source. Pi4 melegszik, felesleges. Pi3 okés, ha arra nézelődsz. De ha a szerveredre/NAS-ra fel tudod rakni az octoprintet, az a legjobb. -

kzkz
őstag
válasz
#48613632
#19172
üzenetére
Egy orange pi a harmadábol megvan. Sőt egy s905x-es vagy hasonló amlogic vagy rockchip procis tvbox is jó megoldás, ott még az sdkartyaval se kell vacakolni, mert van saját emmc-je. Ez is feléből megvan, mint a pi 4, és gyorsabb is.
Khadas vim2 vagy vim3, asus tinkerboard, és egyéb SBC-ket is érdemes megnézni, mert árban a pi 4 környékén van, de általában gyorsabbak, több magosak.
-

mekkGyver
aktív tag
válasz
#48613632
#19164
üzenetére
Nálam synology NAS alatt dockerben fut az OctoPrint. Előtte rapsberryben gondolkodtam, de mivel a nyomtató a sever mellett van a pincében, adta magát a dolog. Tökéletesen működik, 1-2% load-ot csinál max. nyomtatáskor, és így egy fillérbe sem került.
Jagi: köszi a kódot, én is rendeltem 3 tekercs filamentet.
-
izisz
senior tag
válasz
#48613632
#19164
üzenetére
Ha nem tetszik a Csizmás ajánlata, akkor

[Duet LAN] vagy [Duet WiFi] + [PanelDue]
Halk, hálón elérhető (nem kell raspi sem, beépített web interfésze van)Ha Marlin vonalon maradnál és mondjuk SKR 1.3 board + TMC driverek (2208/9)
===================
ABL:
[User-defined menu items that execute custom GCode]
Illetve
[Mesh bed leveling]"Szeretnék wifis kapcsolódást, amennyiben lehetséges. (Érdekelne, hogy ebben az esetben is folyamatos kapcsolatnak kell lennie a géppel, a nyomtatás végéig?)"
Amennyiben nem másolod SD kártáyra a Gkódot, akkor igen, kell folyamatos kapcsolat. Ha odamásolod, akkor nem kell. -

azbest
félisten
válasz
#48613632
#19161
üzenetére
az új prusa mini behozott néhány jópofa dolgot. Ha jól értettem egy 32bites soc kezeli a nyomtatást és a kijelzőt. Ezt a kínai kijelzők egy külön soccal csinálták. És lanja is van, távoli nyomtatáshoz.
Nem is azért mondom, hogy ilyet kellene venni, de gondolom a kínsi gyártók hamar átveszik a spórolós megoldásokat és a szoftver meg mintha nyílt lenne hozzá.
-

Reggie0
félisten
-
-
Reggie0
félisten
válasz
#48613632
#19090
üzenetére
Nekem egyszer felszakadt a gyari asztal, vettem kinaitol a gyarira hajazo matricat es lecsereltem arra. Az annyira tapad, hogy a PLA-hoz gyakorlatilag nem kell futeni a bedet. Gyarirol siman tapetavagoval vagy kezzel pattintottam le a pla-t, ennel le kell venni a lapot es gorbitgetni, hogy megkezdje valahol. Ketto kozott hasznaltam uveget is, de ez a matrica sokkal jobb.
-
kzkz
őstag
válasz
#48613632
#19090
üzenetére
Kb. így, ahogy írtad. Egy hosszú darab szélei általában mindig felhajlottak. Én nem akarok bajlódni a ragasztóval, simán alu lapra nyomtatok, és itt a PETG bevált, ez sose hajlik fel, cserébe az első réteget lassabban kell nyomtatni, de utána már atomstabil, nem úgy, mint a PLA.
-

Saccco
nagyúr
válasz
#48613632
#19064
üzenetére
Úgy van, rá szokott. 4.3 telepítése óta nem kérdez.

De azért az gáz, hogy PETG -> PLA váltás után a hőfok nem áll át.
Emiatt kezdtem használni most a Prusaslicer-t, annak meg a felülete irritál.

Meg barom módon kezeli a Cura-ban már bevált start kódot. Közben persze ezt kijavítottam. -

Joshi
titán
válasz
#48613632
#19033
üzenetére
Amit a képeken láttál, vagyis amit eddig nyomtattam az 20% Infill-el (kitöltéssel) volt. Most ezt a kezet 100% Infillel (kitöltéssel) nyomtatom, de szerintem semmi pozitív hozadéka nem lesz (S3D). Szerintem.

Negatív az bőven. Több idő kinyomtatni, illetve több anyag használat.
-
Joshi
titán
válasz
#48613632
#18920
üzenetére
A Skirt egyértelműen arra való, hogy mielőtt elkezdené a valós modellt nyomtatni, már megfelelő mennyiségű és minőségű anyagot nyomjon a nozzle. Persze kiváltható a Brimmel is ha éppen nagyobb tapadást is akarunk nagyobb felülettel.
A Retractra meg nem nagyon van tökéletes megoldás, legalább is én még nem jöttem rá. Szerintem az FFF nyomtatás egyik gyengéje.
ui.: lehet hogy egyszer beruházok a kisebb és részletesebb modellekhez egy SLA nyomtatóra, a nagyobb gyorsabb nyomtatáshoz meg jó lesz a jelenlegi FFF.
-
#18919
 norbert1998
nagyúr
#48613632
#18914
norbert1998
nagyúr
#48613632
#18914
-

zsolt320i
senior tag
válasz
#48613632
#18916
üzenetére
sztem 3 faktor a mi fontos:
1. amit te is írtál a nyomtatási hőmérséklet. én arra jöttem rá akkor a legjobb szálazás szempontjából a nyomtatás ha a nyomtatási hőmérséklet minél kisebb
2. retract lenght és retract speed
3. tárgyhűtés, állítsd be hogy 3mm nyomtatási táv alatt 100%on pörögjön a tárgyhűtő. -
#18915
 WunderKinder
aktív tag
#48613632
#18910
WunderKinder
aktív tag
#48613632
#18910
WunderKinder
aktív tag
válasz
#48613632
#18910
üzenetére
Be lehet állítani, hogy Layer váltásnál csináljon-e retract-ot, mert alapból nem feltétlenül csinál. Akkor van értelme a lift head-nek ha nem csinál. Illetve a lift head értékét érdemes nagyobbra venni, hogy a fejből sugárzó hő ne melegítse feleslegesen a tárgyat. A z-hop-ra ritkán szükséges 1-2 rétegvastagságnál nagyobb érték, a lift head-re meg tárgyhűtőtől függően 5 mm körül a jó.
-

Gabesz87
veterán
válasz
#48613632
#18911
üzenetére
Azért lehet jó pl. mert látod a first layer milyenségét. Pl. tudsz babystep-et állítani, ha kell. Meg a másik, hogy ha van a nozzle-n pl. egy kis "felgyűrődés", nem teszi rá, nem keni bele a nyomtatandó tárgy első rétegébe, hanem ebben a skirt-be fogja lehúzni. Legalább is én ezekben látom az előnyét.
-
#18908
WunderKinder
aktív tag
#48613632
#18899
-
#18907
norbert1998
nagyúr
#48613632
#18905
norbert1998
nagyúr
-
Saccco
nagyúr
válasz
#48613632
#18892
üzenetére
Annyira lassít, hogy 10 sec legyen egy layer. Ha még a lassítással együtt se végez, akkor parkol. Utóbbi esetben folyik az anyag (ooze).
Tedd 0-ra, akkor nem vár. Ilyen esetben nem áll meg, viszont több hőt visz be a fej.A Lift head = Z-hop, legalábbis erre gondolok.

-

#48613632
törölt tag
válasz
#48613632
#18892
üzenetére
Na indul egy újabb próba. Beállítottam a 10 secet 20-ra, kipipáltam a "Lift Headet", plusz vettem vissza sebességből, 80-ról 60-ra.
Az eddigi nyomtatási idő viszont jelentősen megugrott, 24 percről, 1 óra 8 percre.
Ez a szar ebben a szakmában, hogy van, hogy akár napokat vársz a végeredményre, amiből aztán következtetéseket tudsz majd levonni. -
Gabesz87
veterán
válasz
#48613632
#18546
üzenetére
Nem tudom. Nekem 0,4-es van, úgyhogy nem valószínű.
A facebbokos Cura csoportban rákeresem a wall thickness-re, és valaki írt már stzintén emiatt, hogy inaktív némelyik opció. Baromi egyszerű a megoldás, elvileg csak a mellette lévő kis kör alakú vissza nyílra (visszaállítás) kell kattintani.
-
Gabesz87
veterán
válasz
#48613632
#18536
üzenetére
Igen, tudom, hogy mi ez, és hogy a kettő u.a. Csak az egyik mm-ben, a másik darabszámban definiálja a falak számát. Pedig ez pont azt csinálja amit leírtál, hogy hány réteg fal legyen kívül (milyen vastag összesen). Csak azt nem értem miért nem tudom a mm-el állítani, csak a db számmal. Meg ugyanígy a top/bottom layer vastagsagot. Ezt a videót néztem egyébként.
-
#18514
 Mr.Csizmás
titán
#48613632
#18513
Mr.Csizmás
titán
#48613632
#18513
Mr.Csizmás
titán
válasz
#48613632
#18513
üzenetére
baj sokminden lehet, erre se tudnék neked határozott választ adni
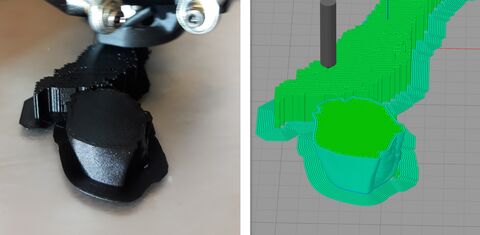
 próbáld meg a preview képeken, a legtöbb feltöltőnek van annyi sütnivalója, hogy bekommenteli ha nem preview szerint kell nyomtatni. (hálistennek)
próbáld meg a preview képeken, a legtöbb feltöltőnek van annyi sütnivalója, hogy bekommenteli ha nem preview szerint kell nyomtatni. (hálistennek)1.Both things do not require any support but due to the printing orientation they both need rafts.
-
válasz
#48613632
#18356
üzenetére
Egy baromi hosszú hsz-t akartam írni, de rájöttem hogy semmi értelme, rövidítek: te nagyon el vagy tévedve. Nagyon régóta bújom az érdeklődési köreimnek megfelelő szakmai fórumokat, levlistákat, gyakorlatilag azóta, amióta itthon elérhető az internet. Leírni sem merem, hogy az mikor is volt. Nekem elhiheted, hogy van némi fogalmam róla, hogy hogyan is kell egy ilyen közösségben tudást megosztani, meg milyen elvárásokat lehet támasztani egymással szemben, és nem utolsó sorban: viselkedni. Az ilyen hozzállás miatt (ne küldjenek el infóért, nem jó az angol, biztos visszatartod a tudást direkt, stb..) jobb helyeken még manapság is konstans ban/ignore jár (sajnos itt nem), utána el lehet rajta gondolkodni, hogy ki van kiért, meg ki kinek a szabadidejével rendelkezik (mert ugye az fel sem merül benned, hogy azért nem tesznek a kis kezeid közé videókkal tarkított ékes magyar dokumentációt mindenről is, mert NEM ÉRNEK RÁ).
Az eszem megáll néha tényleg, hogy ilyen van, még akkor is, ha csak ötlet szinten, jószándékkal merült fel benned.
-
-
Saccco
nagyúr
válasz
#48613632
#18260
üzenetére
A szálazást a kalibrálással (step, flow, retract) lehet megoldani.
A szálazásra talán a PLA a legkevésbé hajlamos. Persze kalibrálás nélkül nem fog ez se menni. Ha nedves akkor is szálaz.Egyébként a szálazás témára izisz írt egy összefoglalót.
(#18265) pitepeti71:
A Fusion360-ban a Startup vagy hobbi licenszet kell aktiválni.(#18261) Joshi:
Szerintem nem logikus az S3D. Én először a Craftware-t használtam, utána S3D és Slic3r, most legvégül a Cura-t. Minden hibája ellenére egyelőre kitartok utóbbi mellett. Bár lassan a Prusaslicer is jó választás lesz, illetve most is az, csak nekem nem fekszik annyira.(#18263) pitepeti71:
A resin nyomtató teljesen másra van. Az elérhető árcédulával rendelkező gépek nyomtatási területe igen kicsi. Nem mellesleg maga a resin nem egy barátságos anyag, sőt... kesztyű, maszk, jól szellőző tér, stb.
Olyan nincs, hogy veszel egy "resin fejet", teljesen más technológia. Ott a tálcát húzza ki az anyagból és lentről világít egy LCD kijelző.(#18264) Joshi :
Szerintem PETG-vel könnyebb nyomtatni, mint PLA-val. Egyedül a szálazás részt nehezebb megoldani.(#18266) Joshi :
Retract-ot kellene inkább kalibrálnod, mielőtt ilyesmiket nyomtatsz. Utána lenne ámulás, hogy mit tud a gép.(#18268) Joshi:
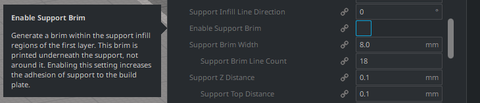
Tipikusan Brim-ért kiállt ez a modell.
Pont ma reggel találtam egy számomra új funkciót a Cura-ban:
Brim support alá...
(#18270) Joshi:
Kell is a pillanatragasztó, ha haza akarod vágni az asztalt.(#18272) zsolti_20:
Rosszul raktad össze a nyomtatót vagy mindig rakosgatod ide-oda. Nem szabad eddig tartania a dolognak.
Szorítsd meg majdnem teljesen az asztal négy sarkát és onnan engedd vissza a szinteséshez, természetesen a végálláskapcsolót is állítsd hozzá. Az is jó, ha csak 3 csavart használsz. (Egy síkot 3 pont határoz meg.)(#18284) zsolti_20:
Az aluprofil tökéletesen működik. Ha valamire át akarod alakítani, akkor a rúd a rosszabb választás. Lineáris sín az upgrade, de nem a HIWIN.(#18287) zsolti_20:
Az a régi akril asztalos Tarantulá-hoz való.
(#18288) Joshi:
0,4-es nozzle-val nyomtattam már 0,05-0,3 között mindent. Lehet, csak kalibrálni kell!(#18291) pitepeti71:
Print Quality Troubleshooting Guide
Nem mellesleg a Craftware-ben képpel és mozgóképpel illusztrált beállítás leírások vannak.
A Cura is minden beállításhoz ad infót, illetve van hozzá kiegészítő, ami még több infót ad.(#18296) dugesz77 :
Volt ez olcsóbb? Köllllllll! -
Joshi
titán
válasz
#48613632
#18289
üzenetére
Alapértelmezetten a 0,4-es Nozzlehoz 0,1-0,2mm között lehet rétegvastagságot állítani. Vagyis ez ajánlott. A lényeg, hogy ha tényleg nagyon kicsi rétegvastagság kell, akkor célszerű a Nozzlet is hozzá igazítani. Ez igaz felfele is, vagyis ha vastagabb réteg kell akkor nagyobb Nozzle is kell.
Az hogy egy program alapértelmezett beállítása mi, az sok mindentől függ. Lehet hogy nem is a te nyomtatódhoz volt beállítva.
-
Joshi
titán
válasz
#48613632
#18286
üzenetére
Gondolkozz egy kicsit. Van egy 0,4mm-es Nozzled és te azon akarsz 0,1mm körüli anyag csíkot nyomtatni. Akkor inkább cseréld le 0,2-es Nozzlera.
A Simplify3D beállításait már nagyjából vágom, ha valami nem világos kérdezz. Egyedül a Retraction nem megy még. 
Még1x mondom, ha igazán jó minőséget akarsz akkor SLA nyomtató a barátod.
-
Joshi
titán
válasz
#48613632
#18277
üzenetére
Milyen Nozzle méreted van? Alapban 0,4mm szokott lenni. A 0.1-es Layer vastagság nagyon kevés főleg 0,4-es Nozzlehoz. Én általában 0,13-0,15 között szoktam nyomtatni ha kell a minőség. De ez is nagyban megnöveli a nyomtatási időt.
PLA-hoz 200-205 fok elég, az asztal (Bad) meg 60-65 fok.
-
-
Joshi
titán
válasz
#48613632
#18269
üzenetére
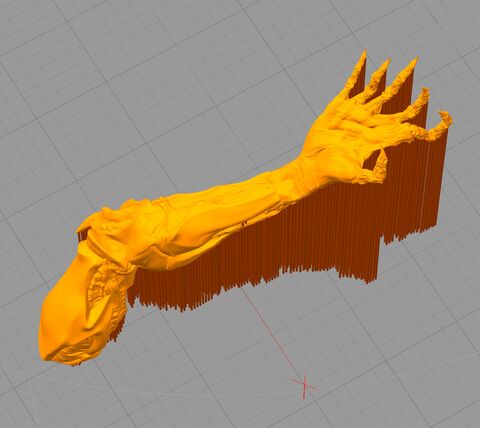
Én iskolai stiftes ragasztót használok. De ha olyan kis felületeken van csak kontakt az asztallal mint a jelenleg nyomtatott Predátor raszta haj, akkor mindenképpen odapöttyintek ide-oda egy kis pillanat ragasztót. Megéri, mert nem megy kárba a sok-sok órás munka. Mint neked.

Pucold ki a Simplefy dolgokat Regisztriből.
-
-
Joshi
titán
válasz
#48613632
#18263
üzenetére
Én is mostanában kezdtem nyomtatni, de az biztos hogy a PLA-n kívül csak szopósabb anyagok vannak mint ABS, PETG stb.
Az FFF nyomtató csak így tud nyomtatni. Ha nagyon jó minőséget szeretnél akkor SLA vagy DLP nyomtatóban kell gondolkodni. Csak ott meg drága a gyanta, azt hiszem. Meg gondolom ott is rá kell jönni mi merre.
-
-
Saccco
nagyúr
válasz
#48613632
#18252
üzenetére
Az esetek nagy százalékában 2 oldalról szoktam töltögetni: Thingiverse, MyMiniFactory.
Ha össze kell ütni valamit, akkor általában két program szokott szóba kerülni, Fusion360 és a FreeCAD. Én előbbit ajánlom. Korábban nem használtam ilyen programokat, viszont amióta van 3D nyomtatóm, már terveztem is egy nyomtatót magamnak F360-ban.
A Fusion előnye az egyszerű kezelhetőség. Ingyenes és rengeteg jó tutorial van hozzá. Illetve nagyon jó a büszkeség feeling, amikor valamit megtervez benne az ember, nyomtatja és használja.
-
-
Joshi
titán
-
Joshi
titán
válasz
#48613632
#18246
üzenetére
Igen nevezhetjük hőtoronynak is. Az a lényege, hogy minden egyes szint azzal a hőfokkal van nyomtatva ami rá van írva. Amelyik a legjobb minőségű lesz azzal kell nyomtatni azt az anyagot. Persze ez anyag függő is, még akár PLA és PLA között is lehet különbség gyártótól függően.
Én is Simplify3D-t használok, de nekem már meg van az a beállítás amivel általánosan "jól" nyomtatok. Szerintem részletes igazán jó minőséget csak DLP/SLA nyomtatóval lehet nyomtatni. Persze FFF nyomtatóval se lehetetlen, de most már ki merem jelenteni hogy nem egyszerű.
Vagy még a lézeres nyomtatás, de az még nem otthonra való.






































![;]](http://cdn.rios.hu/dl/s/v1.gif)





Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- AKCIÓ! HP Elitedesk 800 G1 USDT mini asztali számítógép - i7 4770S 16GB RAM 128GB SSD Intel HD
- BESZÁMÍTÁS! ASROCK H310CM i5 8500 16GB DDR4 960GB SSD RX 5700XT 8GB Rampage SHIVA Zalman 600W
- REFURBISHED és ÚJ - Lenovo ThinkPad 40AS USB-C docking station (akár 3x4K felbontás)
- Bomba ár! Lenovo ThinkPad L390 - i7-8GEN I 8GB I 256SSD I 13,3" HD I HDMI I Cam I W11 I Gari!
- LG 25GR75FG - E-Sport Monitor - FHD 360Hz 1ms - NVIDIA Reflex + G-sync - AMD FreeSync - HDR 400
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest