- sziku69: Szólánc.
- sziku69: Fűzzük össze a szavakat :)
- Luck Dragon: Asszociációs játék. :)
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- eBay-es kütyük kis pénzért
- Okos Otthon kezdőknek
- Elektromos rásegítésű kerékpárok
- Szoszo94: Xiaomi Mi Router 3G - Padavanra fel!
- vrob: Az utolsó DOS játékok 1996 - 1997-ben, egy korszak lezárul
- Magga: PLEX: multimédia az egész lakásban
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

LOGOUT
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

fabula
őstag
Még is mit vártál? Néztél videókat és tájékozódtál, mielőtt megvetted az Bambut AMS-el? Ha igen, akkor ezt tudnod kellett volna, ha meg nem, hát így jártál
 .
.
Az ilyen "egyszerű" színcserélős (helyesebben anyagcserélős) rendszereknek idő kell a színcserére és minél színesebb meg minél vékonyabb réteggel, nyomtatod a tárgyat, annál több idő kell. Ilyen a "szegény ember" többszínű nyomtatója .
.
Van egyébként megoldás, a többfejes rendszerek, pl. a Prusa XL 5 fejjel [link] . Itt nincs kaki meg ki- és betöltési idő, csak fejcsere, tehát gyorsabb. 5 fejjel "csak" 3699 € az ára. -

Imy
veterán
Azért ez a színváltásos dolog elég lassú....
Ezt a tököt nyomttatam ki tegnap, hogy a tök szára zöld legyen, a többi narancssárga.
[link] Így a nyomtatási idő 1h 8m.
Ha a száját, a szemét beszínezem feketére akkor pedig 4h 34m. Ez így nagyon nem jó, vagyis nagyon-nagyon lassú. -

Joshi
titán
Tényleg az AMS, pedig az jó dolog azt nem akarnám nélkülözni. Amúgy ha a külön filament tartót akarom használni, azt kézzel kell befűzni mindig, vagy az hogy működik? Azt láttam, hogy kell nyomtatni egy Y elosztót, esetleg van róla valami leírás/video?
(#4280) Mr.Csizmás pont a support része lenne a lényeg. Tényleg a Bambu Studio vagy az Orca az tud kézi supportot?
-

Dalee
aktív tag
Tapadás/nem tapadás:
Én is a poli által ajánlott spray-t vettem, illetve használom (ABS, AS is), illetve a Bambu folyékony ragasztóját (nem amit a nyomtatóhoz adnak) Igazából egyik sem hagy nyomot, a spray-t főleg egyenletesen lehet felvinni, utána csak kicsit ragad a tárgy alja, ami vízzel lemosható. A tisztítás a szintén ajánlott DM-es szappannal, ekkor szinte nem is kell használni a spry-t vagy ragasztót, csak akkor használom ha a cool plate-en nyomtatok 35 fokon, illetve ABS,ADA-nál. Azóta nem is volt nagyon tapadás gondom, csak a TPU-nál, de azt más technikával szintén sikerült megoldani. -
Dalee
aktív tag
A szeletelőbn ki lehet kapcsolni, hogy tornyot nyomtasson, akkor az adott rétegnél váltja a színt és kinyom kakinak annyi anyagot amennyi a "flushing volume" ablakban meg van adva az adott színcserére. A nyomtatási sorrendet átváltod és nem az alapértelmezett küldő fallal kezd a nyomtató, akkor még a fej is letisztul(hat) a belső rétegeknél.
-

Lookup
tag
Az IPA nem takarítja meg túl jól. Pont hogy csak vékony, kevés felületi szennyeződést, zsírt távolít el. Ha hetekig csak IPA-val mostam az asztalt akkor egy idő után szabad szemmel látszott, hogy csak elkeni a zsírt és nem tapadt le semmi. Amióta átálltam az illatosító mentes ablakmosóra az maradéktalanul leszed minden zsírt. Ezen felül néha IPA-val is le szoktam törölni, hogy ne kelljen mindig ablakmosózni.
-
Joshi
titán
A SimpliFy3D-nél a nyomtató kompatibilitásnál azt írja, hogy támogatott a Bambu Lab. Ez mit takar? Minden Bambu funkció működni fog? A Start és End g-code-ok ugyan úgy benne vannak mint a Bambu Studio-ban?
Tud erről valaki valamit? Választ előre is köszi.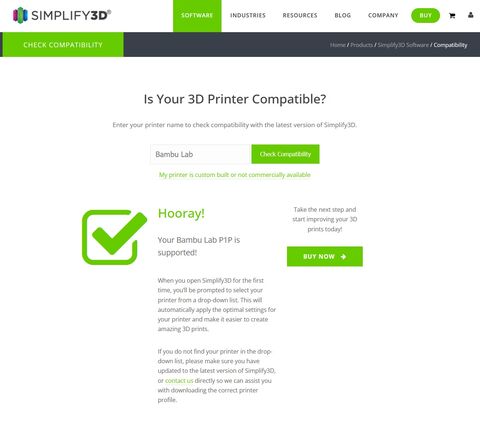
-

poli27
Topikgazda
Nekem most van egy Sunlu PLA+ silk fehérem, sehonnan nem lehet leszedni High Temp plateről is le kell kapargatni, hiába van lakkozva... Most is kész lett a nyomtatás, és leszedé közbe egy darab az asztalon maradt a nyomatból... nem tudom ez miből van, de iszonyatosan ragad...
-
#4275
 axlfsi
veterán
2thletme2day
#4274
axlfsi
veterán
2thletme2day
#4274
axlfsi
veterán
válasz
 2thletme2day
#4274
üzenetére
2thletme2day
#4274
üzenetére
Természetesen a hidegről, ... annyira beleolvad a barázdákba, az egyenletlen felületbe, hogy brutális... már megfordítottam, a másik felét használom és szerintem egy kicsit még mingig maradt néhány darabka a lap szélére nyomott csíkból.
Gondolkodtam, hogy esetleg hőlégfúvóval felmelegítem olvadásig és úgy letakarítom, de félek a texturált felület is sérülne... hagyom a francba, de többet nem nyomtatok PETG-t alatta semmivel."A TPU.... Na az kemény. Még teljesen hidegen is élmény leműteni a lapról.
"
Az csodás! ... mostanában terveztem megbarátkozni ASA-val, TPU-val
... mostanában terveztem megbarátkozni ASA-val, TPU-val 
-
#4274
 2thletme2day
őstag
axlfsi
#4260
2thletme2day
őstag
axlfsi
#4260
2thletme2day
őstag
Kihűlt asztallapról próbálod leszedni vagy azonnal nyomtatás végén? Hideg lapnál könnyedén felválik nálam még a nagyobb alapterületű tárgy is. Az a pei lap valószínüleg hibás volt. Eddig soha nem volt problémám petgnél tapadással vagy a tárgy eltávolításával. A TPU.... Na az kemény. Még teljesen hidegen is élmény leműteni a lapról.
-
axlfsi
veterán
Nem a lap a hibás (mellesleg ez a gyári - Bambulab - textured PEI lapja). A probléma az amúgy alapból nagyon tapadós PETG.
Egyébként most visszaolvastam amikor ezt áprilisban még kibeszéltük és felelevenítettem a témát (most nem idézek semmit, de sokan írtunk akkor erről, érdemes visszaolvasni).Téma volt még, hogy talán az IPA a baj, mert tulságosan jól megtakarítja (zsírtalanítja) és attól tapad annyira (lehet benne valami, habár fabula kolléga akkor azt tapasztalta, hogy részéről ez nem okozott problémát).
Mindenesetre, Prusa egyik topikjában azt írta egy srác, hogy nem gond szerinte sem az IPA textured PEI-re PETG előtt, de(!), érdemes ragasztót használni VAGY lefújni ablaktisztítóval és hagyni csak úgy, megszáradni azt rajta - ez utóbbira lehet teszek majd egy próbát, mert olcsó és egyszerű megoldásnak tűnik és még kevésbé lehet problémás, mint a ragasztó (ott ugyebár fontos, hogy jól/egyenletesen el legyen dolgozva, ne legyen túl sok, stb).
-

snowman
tag
Texturált PEI lapon is jól működik a ragasztó úgy ahogy írtad, illetve víz helyett IPA is használható eloszlatásra. Ragasztóstift helyett a folyékony PVA ragasztó is jó, könnyebb egyenletesen felhordani.
Volt olyan anyagom, amihez muszáj volt ragasztózni, mert különben jött vele a PEI is. -
fabula
őstag
Kevés lila nebuló ragasztó stift, majd egy nedves ronggyal (szivaccsal) vékonyan elkenve nem hagy nyomot a tárgy alján, illetve ha valahol vastagabb volt a ragasztó és ráragadt a tárgyra, vízzel lemosható.
Én eddig csak üvegre tettem PETG alá, miután kiszakított egy darabot egy Anycubic gyári üveglapból és nem volt túl olcsó pótolni .
.
PEI lapra még nem kentem ragasztót, lejött róla a PETG hidegen.
Esetleg próbáld ki a textured PEI lapon vékonyan, később szappanos vízzel úgy is lemosható lesz. -
axlfsi
veterán
A gyári textured PEI, amiről leszedte pár nyomtatás az anyagot...
Amikor ragasztóról beszélünk itt, az ugyebár az egyszerú papírragasztó stift, ami ugyan segítheti a tapadást, de egyúttal a nyomtatás végén a tárgy eltávolítását is megkönnyíti (legalábbis úgy tudom - de még nem próbáltam). Az anyagba/assztalba nem eszi bele magát, nem kell súrolni vagy hasonlók. -
axlfsi
veterán
"Vagy textured PEI lap. Én mindig arra nyomtattam, és arra letapadt minden."
Lehet félreértettél, de pont ez a bajom: túlságosan letapad a nyomtatás során a textured PEI lapon a PETG és amikor leveszem a tárgyat a kihűlt lapról, feltépked belőle darabokat - ezt szeretném elkerülni -
axlfsi
veterán
Srácok!
Biztosan már kibeszéltük, talán többször is, így előre is elnézést, de egy rövid kérdés hadd tegyek fel (újra): textured PEI és PETG kombinációnál a ragasztós stift a jó megoldás vagy esetleg hajlakk? (ugyebár, nem a tapadás a gond, hanem a TÚL nagy tapadás, ... nyár elején valamikor írtam, hogy letépte pár helyen a texturált felületet a lemezről a nyomtatott tárgy, ... azóta csak PLA-t nyomtattam, de kelleni fog a PETG
)Köszi a tippeket előre is!
-
fabula
őstag
Szerintem itt is válaszoltunk minden kérdésedre és továbbra is csak olyan választ kaphatsz bármelyik fórumon, hogy hangold be a filament pressure advance (PA) értékét, azzal lehet a varrat láthatóságát csökkenteni (Bambu Studio-ban k érték). Enélkül hiába állítod a szeletelőben a varratot bármire, másképp nem lehet csökkenteni a láthatóságát.
Pl. nézd meg ezt, van benne PA (azaz k) érték és áramlási sebesség, azaz Flow beállítás [link] -
Teljesen megszüntetni semmilyen szeletelővel nem lehet egy hengeres tárgyon (még a Simplify3D-vel sem), max véletlenszerűre állathatod a varratot, de akkor meg össze-vissza apró pöttyök lesznek, ami pl. egy fényes filamenten mindenképp látszódni fog.
Ha van bármely él a tárgyon, akkor oda jobban elrejthető a szeletelőben igazítottra állítva a varratot.
Ilyen az FDM nyomtatás, ha ez nem felel meg, próbálkozz gyantás nyomtatókkal, ott nincs varrat, de lesz más (támasztékok elhelyezése és eltávolításuk) . -
fabula
őstag
válasz
 TheProb
#4254
üzenetére
TheProb
#4254
üzenetére
Jogos
.Én már jó ideje ragaszkodom a DM-es Denkmit szappan + dörzsis mosogatószivacsos melegvizes lemosáshoz a textured PEI-n és soha nem volt tapadás gondom
.
Már írtam párszor itt a fórumon - én is olvastam máshol - hogy a sima, adalékmentes mosósazappan a legjobb erre a célra, ilyen a Denkmit. Sok szappanhoz, mosogatószerhez, ablaktisztítóhoz adnak kézkímélő, fényesítő, stb. adalékokat és azok nem biztos, hogy maradék nélkül lejönnek.
Nem beszélve arról, hogy ez a legolcsóbb megoldás, egy szappan évekig elég . -
Joshi
titán
+ brumi1024, + fabula
Jogos.

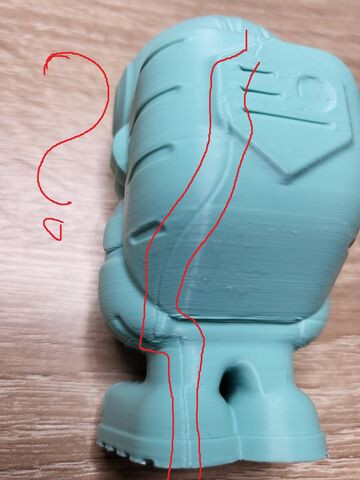
Kérdeztem, de végül is magamtól jöttem rá, hogy mi a probléma. Azért ez a varrat dolog ilyen durva hibát nem kellene hogy okozzon, legyen az bármilyen beállítás. Most azt már ne is említsem, hogy az egyik legrosszabb beállítást választotta a Bambu alapértelmezettnek. Soha ezzel nem kellett foglalkoznom, habár abban igazat kell adnom nektek, hogy nem vagyok egy profi 3D nyomtatós. Szerintem nem is kell annak lennem, mert akkor már rég vettem volna egy szerelgetős kitet ehelyett.
Én már arra kezdtem gondolni, hogy valami mechanikai (tengely probléma). Ha megnézitek a szeletelés után a képet, abból nem derül ki, hogy az majd olyan lesz amit a kész modellen láttok. Na nekem ez a bajom ezzel. Szívesen kipróbálnék egy másik szeletelő progit (pl Simplify3D v5.1), de én azért annyi pénzt biztosan nem adok.
Mind1, az már látszik, hogy nyomtatási kérdésben maradok a nagyobb táború sima 3D nyomtatós topiknál. Ott eleve többen olvassák a kérdéseimet így gyorsabban és pontosabban kaphatok megoldást. Nyomtatóspecifikus kérdésekben meg maradok ennél a topiknál.
-

TheProb
veterán
Én csak annyit mondanék, hogy Dunning–Kruger effect.
Btw: Halad tovább a warpingos szívásom. Mára már 65 fokos asztal és lelőtt aux venti mellett is feljöttek a tárgyak, persze félúton, hogy minél több anyagot vághassak a qkába...

Mondom az anyja 3.14csáját, megnézzük mosogatószerrel és körömkefével a plate takarítást. Illetve utána még áttöröltem kézfertőtlenítővel (IPA-m már alig maradt). Lehet hogy az említett ablaktörlőhabos+mikroszálas kendős tisztítás nem elég, mert azóta - erősen lekopogom - nincs gond.
-
fabula
őstag
Már elnézést, de jó lenne, ha megválogatnád a szavaid itt a fórumon, főleg egy olyan témában, ami egyértelműen user error, mint most a te esetedben. A varrat minden szeletelőben beállítható és az FDM nyomtatásban kikerülhetetlen, ennek e technológiának a velejárója. Lehet csökkenteni a pressure advance behangolásával (magyarul nyomás előrehaladáa), ez a Bambu Studio-ban a k érték, de eltüntetni sosem lehet teljesen, csak elrejteni, pl élekben, ha olyan a tárgy.
Sajnos a #4239Joshi hsz-ed végképp meggyőzött arról, hogy hiába volt már 3D nyomtatód évekig, az alapfogalmakkal és teendőkkel sem vagy tisztában, de azért megítéled azok munkáját, illeteve tanácsait, akik ezeket a szoftvereket és hardvereket tervezték, megcsinálták és folyamatosan fejlesztik, illetve azokat is kioktatod, akik segíteni próbálnak neked itt a fórumon. A legkönnyebb leszólni mindnet, amit mást csinál, sajnos ez egyre jellemzőbb manapság. Ilyenkor csak azt szoktam megkérdezni, te csináltál már akár csak hasonlót is?
Ha neked minden sz*r, ami nem találja ki a gondolataidat, az a te hibád és nem a szeletelőt készítőké.
Először is kezdj el tanulni, sok jó videós anyag van a 3D nyomtatás alapjaival kapcsolatban a youtube-on, meg sok jó leírás is van a különféle jellemzőkről és beállításokról. Utána ha még mindnig nem értesz valamit, majd kérdezhetsz és véleményezhetsz, de bizonyos indulatszavak és minősítő jelzők használatát jó lenne kerülnöd addig is meg később is.
Megértésedet előre is köszönöm. -

brumi1024
veterán
Tovabbra sem ertem, hogy miert nem lehet elfogadni, hogy ez egy preferencia, valamihez egyszeruen ez a legjobb. Itt van ez az alkatresz:

itt az aligned/rearen kivul minden mas rosszabb lenne. Akkor szar a random vagy szar a nearest? Nem, ehhez a felhasznalashoz ez a jobb.
Prusa nagyon gyenge ebből a szempontból.
vs
Ha tudnám mi az, akkor be is állítanám.
-
Joshi
titán
válasz
 brumi1024
#4247
üzenetére
brumi1024
#4247
üzenetére
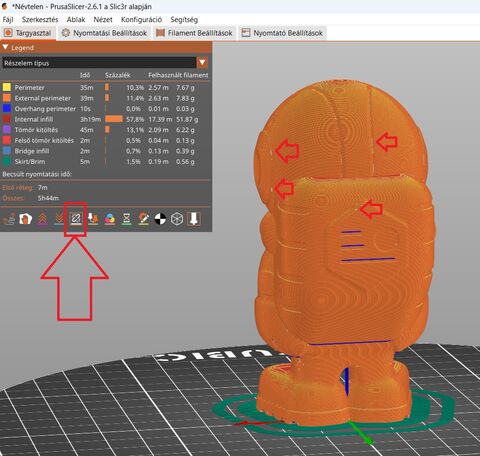
Igen, ebből a szempontból a Prusa Slicer is szar, mert megnéztem azzal is a Back opciót. Nem pont ugyan olyan, de hasonló lett (csak a szeletelést néztem). De ettől még ami szar az szar. Annyi, hogy a Prusa Slicerben az alapértelmezett legalább nem a Back, habár ott nem is így hívják, hanem Rear-nek.
"Tenyleg erdemes elolvasni a Prusa fele seam leirast."
Prusa nagyon gyenge ebből a szempontból. -
brumi1024
veterán
De hogy a Back ennyire szar legyen, na az már felháborító. Ezzel remélem te is egyet értesz. Ilyen szar beállítás ne is legyen, már elnézést.
Nem?
Pont azt csinalja a back, amit elvarnek tole, semmi problemat nem latok vele. Nem lennek meglepve, ha pont ugyanaz a kod kalkulalna a seameket (legalabbis Back/Rear esetben) a PrusaSlicerben es a Bambu studioban.Tenyleg erdemes elolvasni a Prusa fele seam leirast.
-
Joshi
titán
válasz
brumi1024
#4245
üzenetére
A Prusa Slicerben az alapértelmezett beállítás a Nearest volt míg Bambu Studio-ban a Back. Jó rendben, valaki Bambunál úgy gondolta, hogy a Back beállítás a legjobb alapértelmezettként. Ezzel nincs is semmi gond. De hogy a Back ennyire szar legyen, na az már felháborító. Ezzel remélem te is egyet értesz. Ilyen szar beállítás ne is legyen, már elnézést.
-
brumi1024
veterán
 Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter.
Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter. -
Joshi
titán
válasz
brumi1024
#4241
üzenetére
Ha tudnám mi az, akkor be is állítanám.
Igazság szerint az a durva, hogy egy ilyen beállítást hogy lehet alapértelmezetten használnia a Bambu Studionak? 
(#4242) Scallion még itt tart néhány szeletelő progi, hogy ilyen létezhet?
Basszus a Simplify3D 4.0-nál se volt ilyen, pedig az tényleg nem mai darab. De ha a Bambu Studio a Prusa Sliceren alapul, akkor ezt hogy sikerült Bambunak összehoznia? Azért ez nagyon durva hiba. 
-
Joshi
titán
Basszus, kínlódok itt a filamentel, beállításokkal és most vettem észre, hogy ez a foshalom Bambu Studio teszi bele a hibát.
 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 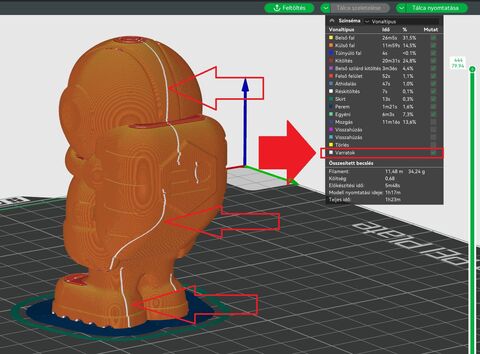
-

Brain75
senior tag
válasz
TheProb
#4216
üzenetére
Nálam átállítottam 55-re és soha nem jött fel. Baba szappanos körömkefés tísztítás a Plate-re hetente 1x és soha semmi tapadási problémám nincs. P1P. Arról nem is beszélve, hogy a PLA lágyulási hőfoka 70 fok, amihez a 65 nagyon közel van. Bőven elég az 55 fok nálam soha nem volt gond a tapadással, pedig lefolyt már 9 kiló anyag a nyomtató torkán.
-
Joshi
titán
Sebesség eleve 150/200-al ment, szóval közel sincs a nyomtató határaihoz. Most már skirtet is használtam illetve kikapcsoltam a házventit (AUX). így meg átment a másik oldalra ez a hiba. Most nagyon nem vagyok elégedett, nem tudom mi folyik itt. A filament Spectrum matt türkíz ami igaz hogy elég régi, de be volt csomagolva és szerintem száraz.

-

dippe
tag
Nekem van PLA amelyik még 50fokkal épp elmegy, de van amelyik igényli a 60-at.
Továbbá azt láttam, nagy sebességnél a magasabban levő rétegeknél kitüremkedések maradnak, és "beakad" a fej néha -> felválik miatta a tárgy. Sebesség csökkentés/brim? (nálam 150mms stabil, ott nem volt még gond) -
#4230
TheProb
veterán
2thletme2day
#4226
TheProb
veterán
válasz
2thletme2day
#4226
üzenetére
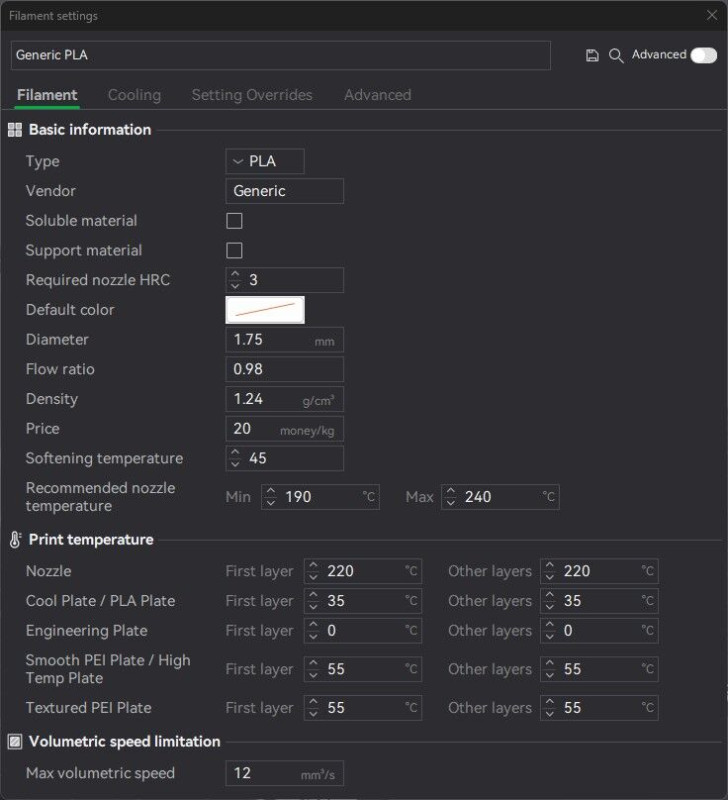
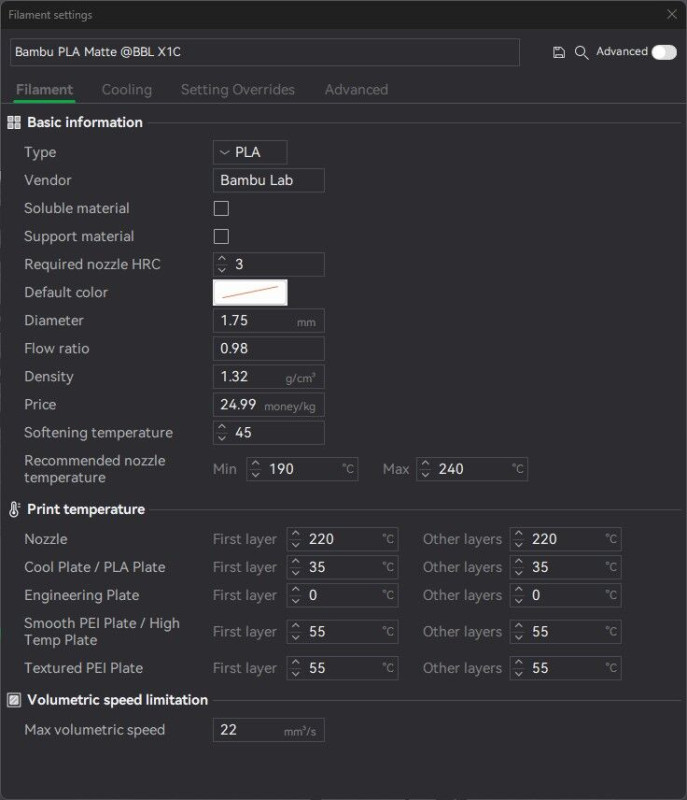
Igen, de a generic sem sokkal másabb. Felettébb érdekes..:
-
-
Joshi
titán
Na szóval. A figura jobb lába nyomtatás közben feljött. Nem volt látványos a dolog, de megtörtént. A figura jobb lába a házventi fele nézett (AUX) ami ment is végig azt hiszem 75%-on.
A beállítások:
A modell magassága 100mm
bed: textured pei 55 C°
nozzle 205 C°
sebességek:
fal 150 mm/s
kitöltés 200 mm/s
skirt/brim offAkkor most mit érdemes állítani, hogy ne jöjjön fel a PLA?


-
#4226
2thletme2day
őstag
TheProb
#4219
2thletme2day
őstag
-
Joshi
titán
"más: wifi eldobálásod megoldódott?"
Igen, a digis routerem wifije tetszik a Bambunak. Végül is a kamera ratyi, így sok szerepe nincs a wifi sebességének. Ha esetleg veszek majd én is egy független webkamerát (nem biztos hogy veszek), akkor az már remélhetőleg megbarátkozik a másik AC 5Ghz-es routeremmel. -
axlfsi
veterán
Ez igaz, nem jó a zárt PLA-nak. Ezért is történ úgy, hogy amikor P1P-t bedobozoltuk DIY tettünk bele egyrészt chamber ventit, illetve olyan megoldással volt a fedele borítva, hogy emelhető volt vagy amolyan szellőző rendszeres, reteszelhető nyomtatott betéttel volt megoldva a beltér szellőzése.
más: wifi eldobálásod megoldódott?
-
Joshi
titán
válasz
TheProb
#4219
üzenetére
PLA-t nem jó zárt nyomtatóval nyomtatni, nagyon kell neki a hűtés. Én eddig úgy tudtam, hogy amúgy a bed hőmérsékletnek viszont kell az 50-60 C°, mert ettől tapad jobban a bed-hez. Most nyilván egy aránylag rücskösebb felületről beszélünk ragasztó nélkül. Kossel deltánál nekem a 100mm széles maszkoló festékszalag vált be a legjobban.
-
Joshi
titán
Igen valószínű, azért nem is álltam le veled vitatkozni. Majd meglátom, megtapasztalom hogy ezzel a nyomtatóval mi a helyzet. Most ezt nyomtatom 100mm magasságban mindenféle skirt/brim nélkül. Eddig egész jónak tűnik. Persze a sebességet 150/200-ra visszavettem, illetve a hőfokokat most 205/55-re állítottam. Meglátjuk.
-
-
fabula
őstag
-
fabula
őstag
válasz
TheProb
#4216
üzenetére
Az X1C profilok mások a zárt ház miatt. A P1P profilokban a textured PEI-hez generic PLA profilban 65 C van, mert teljesen nyitottnak készült, az más, hogy én pl. bedobozoltam egy Vision házba, de PLA-t nyitott ajtóval nyomtatok. Én a burkolattól függetlenül ugyan azokat a gyári P1P profilokat használom és semmi probléma nem volt velük eddig.
A P1S-hez tudomásom szerint eddig nem készült külön profil (legalább is a fórumokon ezt olvastam, mert elég sokan kérdezték, mióta van P1S), mivel nyomtatástechnikailag ugyan az, mint az X1C, tehát zárt ház ugyan azzal a mechanikával, az X1C profilokat hozza fel hozzá a Bambu Studio. Ezért van neked az 55 C bed hőmérséklet. -
#4216
TheProb
veterán
2thletme2day
#4202
TheProb
veterán
válasz
2thletme2day
#4202
üzenetére
65 a default? Nekem akkor hogy a francba lett 55?
Akkor ez lesz a gond...
Nem is látok semmilyen reset gombot, szóval nálam ezt mutatja default-nak. (by the way, azt sem értem, hogy nálam miért X1C suffix van mindennek, hiába van csak P1S hozzáadva.)(Mind BS, mind Orca-ban)
-
-
axlfsi
veterán
Én megvettem, alá tettem és még mindig ott van... igen, táncol, de okkal és ezt akkor ki is beszéltük, hogy miért (visszakompenzálja magának ezeket a rezgéseket és így éri el, hogy gyakorlatilag az asztal még sem mozdul).
Persze, leginkább akkor van értelme, ha az asztalon/szekrényben van másik működő nyomtató is és fontos, hogy ne remegtessék egymást indirekt módon. -
-
fabula
őstag
A 35 C bed hőmérséklet a Cool Plate-hoz van beállítva, ha átváltod Textured PEI-re, akkor nem lesz egyik PLA profilban sem 35 C.
Sokan megjárták már ezzel, akik megvették a valamelyik P1-et és elkezdtek nyomtatni anélkül hogy észrevették volna, a Bambu Studio-ban valamiért gyárilag a Cool Plate van beállítva, amihez meg a Bambu előírja a ragasztó használatát. Szóval ennnyi a titok.
Elhihetnéd nekem (meg sok más 3D nyomtatással évek óta foglalkozó fórumtársnak), hogy ha túl magas a bed hőmérséklet a PLA-nál, akkor az lesz, amit fentebb írtam a #4205 hsz-emben, hogy az alsó rétegek nem tudnak teljesen kikeményedni, viszont az ágytól távolabbiak igen és azok ezért jobban zsugorodnak és felhúzzák az első réteget az ágyról. Egyszerű fizika . Az, hogy mi a túl magas, PLA típusa válogatja, mert van ám sokféle, a PLA az egy gyűjtőnév az azonos alapokra gyártott filamentekhez.
Egyébként meg ha nem hiszed el, az sem baj, én csak segíteni szerettem volna 2thletme2day fóruntársnak, aki ezt kérdezte . -
Joshi
titán
Valamelyik gyári PLA profilnál 220/35 fokok vannak megadva elképzelhetetlen sebesség mellett.
Na ezzel kezdtem nyomtatni ezt a filament hulladékgyűjtőt és bizony le kellett állítanom a nyomtatást, mert feljöttek a sarkok. Szóval inkább kell a magasabb bed hőmérséklet a PLA-nak mint nem. Szerintem a PLA-nak minimum kell a 45-50C° bed hőmérséklet.(#4207) fabula ok köszi, akkor elengedtem a történetet.
-
fabula
őstag
Lejárt a szerkesztés.
Szóval nincs "kompatibilis" jobb kamera, nem lehet "rátenni a jelenlegi kamera kábelére" semmi mást. Ennyit ud az alaplap a P1-ekben. Ez van, engedd el .
Végül is nyomtatni akarsz vagy videózni ?
A gyári P1 kamera timelapsra jó, használd arra, ha kell egyáltalán neked a timelaps (én nem szoktam csinálni, mert minek ). -
fabula
őstag
Ez nem hálózati probléma, a P1 sorozat kamerája ilyen, kisebb felbontású és 1-2 frame/sec sebességű gyárilag, ennyit bír a kisebb teljesítményű alaplap.
Ez is az olcsósítás miatt lett ilyen.
Szóval hiába lenne rajta LAN csatlakozó, akkor is ugyan ilyen lassú lenne.
Ezért tettem én rá egy olcsó blink kamerát és ezzel meg is van oldva a kérdés. Mondjuk amikor még én vettem, nem volt gyárilag a P1P-ben kamera, ekkor került rá a blink, majd később mekküldték ajándékba a kamerát és a LED-et. Azóta így van, megy mindkét kamera, ha kell.Ui: nem, a fentiek miatt, mivel az alaplap nem tudja lekezelni.
-
#4205
fabula
őstag
2thletme2day
#4202
fabula
őstag
válasz
2thletme2day
#4202
üzenetére
Akkor szokás kicsit lejjebb venni az ágyhőmérsékletet, ha a PLA hosszabb nyomtatás alatt kezd felhajlani az asztalról (főleg a sarkoknál), mivel túl sok hőt kap alulról és nem tud teljesen megszilárdulni, de a felette lévő rétegeg már igen és azok így jobban zsugorodnak.
Mondjuk én textured PEI-re nyomtatok PLA-t 65 C ágyhőmérseklettel, nyomtattam már egész nagy tárgyat is, épp belefért, de nem vetemedett, úgyhogy én nem állítgatom a bed hőfokot . -
Joshi
titán
Akkor lehet azért emlékeztem arra hogy van. Amúgy azért kérdezem, mert a kamera olyan szinten darabosan továbbítja a képet, hogy gyakorlatilag egyenlő a vicc kategóriával. Jó tudom lehet egyéni webkamerát is használni, csak azért na.
ui.: a P1S-ben lévő kamerát nem lehet kicserélni egy jobb minőségűre? Ugy értem, hogy a jelenlegi kamerát leszedem a kábelekről és ráteszem a kompatibilis jobb kamerát.
-
#4202
2thletme2day
őstag
TheProb
#4200
-


 .
. .
.
 . Jó kis meglepi dísz lesz karácsonyra
. Jó kis meglepi dísz lesz karácsonyra  .
.






 Jól el van dugva. A prepare résznél a tálca melletti beállító csavarra kell kattintani és ott a filament sorrendet custom-ra állítani.
Jól el van dugva. A prepare résznél a tálca melletti beállító csavarra kell kattintani és ott a filament sorrendet custom-ra állítani.
















 .
.









 Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg
Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg 

 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 















Új hozzászólás Aktív témák
- Samsung 32" M8 4k Smart Monitor!32"/4k/VA/Smart Remote/DEX /Airplay/Type-C/Slimfit Kamera/Beszámítá
- VW/ Skoda fejegység Android 13, 6/64gb eladó
- Lenovo Loq Gaming 15IRX9
- Dell Precision M4700- I7 4. generációs - 16Gb - Nvidia Quadro
- Panasonic Toughbook CF-MX4-1 12.5" Érintős- - Akár 8-10 órás akkuval
- HP 200W (19.5V 10.3A) kis kék, kerek, 4.5x3.0mm töltők + tápkábel, 928429-002
- Bomba ár! HP EliteBook Folio 1040 G1 - i5-G4 I 8GB I 256GB SSD I 14" HD+ I Cam I W10 I Garancia!
- DELL Precision 7540 i7-9850H Quadro T2000 32GB 1000GB 1 év garancia
- DELL PowerEdge R730xd 16LFF 160TB+400GB 2U rack - 2xE5-2683v4 (16c/32t),256GB RAM,2x10G NET,HBA330
- Bezámítás! Asus ROG STRIX G15 G513IH Gamer notebook - R7 4800H 16GB DDR4 512GB SSD GTX 1650 4GB W11
Állásajánlatok

Cég: FOTC
Város: Budapest