- Meggyi001: Áram nélkül....méltóság nélkül.....
- sziku69: Szólánc.
- sziku69: Fűzzük össze a szavakat :)
- Luck Dragon: Asszociációs játék. :)
- creation: Elég lett abból, hogy a nagy gépeim nem képesek behúzni a filamentet
- ldave: New Game Blitz - 2026
- gban: Ingyen kellene, de tegnapra
- Lalikiraly: Mercis kalandok - Huszonkilencedik rész
- bambano: Bambanő háza tája
- D1Rect: Nagy "hülyétkapokazapróktól" topik
-

LOGOUT
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
#2100
 JulianSinulf
őstag
brumi1024
#2098
JulianSinulf
őstag
brumi1024
#2098
JulianSinulf
őstag
válasz
 brumi1024
#2098
üzenetére
brumi1024
#2098
üzenetére
Mire kevés? Ahhoz, hogy megfelelően összetapadjanak a szálak?
Ami letört, az felül teljesen eltört, az alján még tartja egy kicsit. Mikor a tetejét nyomtatta, akkor biztos, hogy már 54 fokon volt a kamra.
4 órás nyomtatás, nem tudom mennyi idő kell, hogy 54 fokra melegedjen be.Én is remélem, hogy sikeres lesz a nyomtatásod! Majd írd meg, milyen lett. Kíváncsi vagyok rá.
-
#2098
 brumi1024
veterán
JulianSinulf
#2094
brumi1024
veterán
JulianSinulf
#2094
brumi1024
veterán
válasz
 JulianSinulf
#2094
üzenetére
JulianSinulf
#2094
üzenetére
Az a 40-45 lehet keves. Nalam hamarosan elkeszul a hydra elso eleme Galaxy Black ASA-bol, kivancsi leszek. A start gcode-ban benne van a melegites, szoval 53 fokrol indult a nyomtatas, eddig jonak nez ki, remeljuk a vegen sincs gond.
-
#2096
JulianSinulf
őstag
varadigabor
#2095
JulianSinulf
őstag
válasz
 varadigabor
#2095
üzenetére
varadigabor
#2095
üzenetére
Hol lehet venni bed-et?
Szerintem a két nyomtató bed-je ugyanolyan.
Viszont két verzió van. v2 és v3. Egyik a másikkal elvileg nem kompatibilis, mert más a vezérlő elektronikájuk. -
#2095
 varadigabor
senior tag
JulianSinulf
#2087
varadigabor
senior tag
JulianSinulf
#2087
varadigabor
senior tag
válasz
JulianSinulf
#2087
üzenetére
Lehet régebben is volt... csak nem tünt fel..vagy nem jól mértem..
Láttam hogy lehet venni bed-et de csak x1hez (jó drága). Azt hittem a p1p és az x1 ugyan olyan a bed-et használ.
Ráadásul ez már v3 bed.. kezdhetnének vele valamit..hogy v4-re mondjuk jó legyen
-
#2094
JulianSinulf
őstag
brumi1024
#2091
JulianSinulf
őstag
válasz
brumi1024
#2091
üzenetére
Az elején talán nem volt ennyi. De újra kellett indítanom a nyomtatást, szóval talán valahol 40-45 fok környékén lehetett.
A görbülés minimális. Az még annyira nem is zavarna. (Bár természetesen zavar, mert a görbe ágy miatt nem tudni, hogy amúgy milyen lenne.)Szétválás sem jellemző. Legalább is elég jól egyben van. Leszámítva azt, ami letört. Lehet, hogy én voltam túl erőszakos. De még nem dobtam ki a darabokat, szóval csinálok egy-két széthúzásos tesztet. Főleg a VF teszten. Az úgyis csak 1 réteg vastag. Mivel a kezemben nem hullott darabokra, így gondoltam, jó lehet. De lehet, hogy nagyobb igénybevételnél már gyenge.
-
#2091
brumi1024
veterán
JulianSinulf
#2077
brumi1024
veterán
válasz
JulianSinulf
#2077
üzenetére
Az 54 fok az jo, az elejen is annyi volt? ASA-ra jellemzo a gorbules, nekem elofutve, vegig 52-54 fok kornyeken is gorbult, es nem az agy miatt.
18 mm3 Prusament ASA-hoz nekem soknak tunik, 11-nel szuntek meg a problemak (Galaxy Black volt a szin, de valoszinuleg a tobbire is igaz), addig retegek menten szetvalt, nem volt jo a tapadas, eleg sok hiba is volt. Semelyik Prusament amit eddig probaltam (PETG tobb szinben es ASA) nem szerette a gyors nyomtatast, vicces, mert a filleres Sunlu ABS tokeletes 22 mm3/sec mellett.
-
#2089
 poli27
Topikgazda
JulianSinulf
#2088
poli27
Topikgazda
JulianSinulf
#2088
poli27
Topikgazda
válasz
JulianSinulf
#2088
üzenetére
Miért nem petgből nyomod ki?
-
#2087
JulianSinulf
őstag
varadigabor
#2080
JulianSinulf
őstag
válasz
varadigabor
#2080
üzenetére
Az gáz, ha régebben nem volt, most meg van.
Az enyém sem volt egyenes, de először nem néztem, csak miután tapadási gondok jelentkeztek. Megreklamáltam és küldtek egy másik görbe ágyat.
Lejjebb látsz pár képet, hogy milyen és mennyire is görbe az ágyam.
Most várom az aluszalagot, amire vagy egy hete ráült a dpd.
Ha működik az ágyszintezés, akkor általában letapadnak a dolgok. Ha nem tapad, akkor lehet, hogy perem kell vagy magasabb hőmérséklet. Most ez van. És kis alapterületű tárgyaknál lehet, hogy nem veszi figyelembe a szintezést. Ez nincs megerősítve, de egyszer nem kaptam értékeket kis alapterületnél. És nem is tapadt le, illetve feljött. Egy tesztkockát azért eddig mindig ki tudtam nyomtatni perem nélkül. -
#2083
poli27
Topikgazda
varadigabor
#2082
poli27
Topikgazda
válasz
varadigabor
#2082
üzenetére
Küld egyből az ágyszintezési adatokat (logot) egy teljes calibráció után, mert azzal megspórolsz egy kört ! Az alkalmazásból tudod a jegyhez csatolni, és feltölti!
-
#2081
poli27
Topikgazda
varadigabor
#2080
poli27
Topikgazda
válasz
varadigabor
#2080
üzenetére
Tegyél rá egy vonalzót, vagy ha x1 ed van akkor tedd fel a bed mérőt. ás megmondja mennyi hiba van... nekem most küldik a 2. csereágyamat.... mert az első is görbe
-
#2080
varadigabor
senior tag
varadigabor
senior tag
azt néztem hogy a bed két oldalán van egy behajlás... amikor néztem régebbennem volt benne... adnak másik bed-et szerintetek?
-

mrviceguy
tag
válasz
JulianSinulf
#2077
üzenetére
Átlövöd, hogy melyik modell ez pontosan? Megnézném supportokkal.
-
mrviceguy
tag
válasz
brumi1024
#2074
üzenetére
Veri nájsz, ma is tanultam valamit

Nagyon várom, hogy ez mainstream legyen, az egyetlen komolyabb problémám, hogy néhány funkcionális tárgy esetében egyszerűen nem tudom úgy forgatni, hogy szép is legyen a nyomat meg ellenálló is; de egyelőre a szépről még le tudok mondani. -
#2077
JulianSinulf
őstag
brumi1024
#2070
JulianSinulf
őstag
válasz
brumi1024
#2070
üzenetére
54 fok fölé nem ment a kamrahőmérséklet.
A Generic ASA-ból indultam ki, bár az ágyat mindjárt 100 fokra állítottam.
Nem tudom, mire gondolsz, mi a gyors?
20 mm3-nál még nem volt alulextrudált a teszttárgy, de a biztonság kedvéért 18-at állítottam be max volumetric flow-nak.Sajnos a levegőbe nyomtatást nem lehet orvosolni, csak a modell áttervezésével vagy támasztékokkal. A modell leírásánál viszont nem volt szó támasztékokról.
Szerintem egy egyszerű megoldásnál fogok maradni, ha jól működik. Nyomtatok az ajtóhoz mágneses távtartókat. Remélhetőleg elég lesz ahhoz, hogy az ajtó fixen maradjon és ne lifegjen a gyors mozgásoknál. De ez ugye PLA és PETG esetén kell. -

Dalee
aktív tag
A Bambu Hungary facebook csoportban van egy érdekes cikk. Azt írják, hogy a P1P és a X1C X tengely csapágyazása nem egyforma. Idézem:
"A p1p csapágya egy alumínium házban lévő fémpersely amin grafit bevonat van és az neki elkopott (gondolom másoknál is meg fog történni).
Az x1c csapágya viszont önkenő réz-grafit ami jóval tartósabb a p1p csapágyával szemben." -
mrviceguy
tag
válasz
brumi1024
#2071
üzenetére
Akkor lehet félreértettem a cikket, de úgy jött át, hogy itt a nozzle nem csak fel-le tud mozogni nyomtatás közben, mint a sima non-planar-nál, hanem elforog, mint a multi-axis depositionnál, hogy megváltoztassa a nyomtatási síkot. De majd megnézem a videót, ha kicsit több időm lesz - a non-planarból nem értem, hogyan lesz 90 fokos overhang support nélkül, hát hiába bólogatsz a fejjel, attól még a levegőbe nyomtatsz.
-
#2070
brumi1024
veterán
JulianSinulf
#2069
brumi1024
veterán
válasz
JulianSinulf
#2069
üzenetére
Kamrahőmérséklet mennyi? Gyári Generic ASA profilt használtad? Az Prusamenthez túl gyors, ebből ki lehet indulni.
-
mrviceguy
tag
Printing 90 degree overhang without support - az mondjuk elég menő, és meglepő, hogy eddig senkinek nem jutott eszébe…
-
#2067
poli27
Topikgazda
JulianSinulf
#2065
poli27
Topikgazda
válasz
JulianSinulf
#2065
üzenetére
Sztem ennek support kéne a peremhez, mert a levegőbe nem fog megállni a vízszintes rész azért lóg... Milyen anyag ez?
-
#2066
brumi1024
veterán
JulianSinulf
#2065
brumi1024
veterán
válasz
JulianSinulf
#2065
üzenetére
Ez milyen anyag?
-
#2065
JulianSinulf
őstag
JulianSinulf
őstag
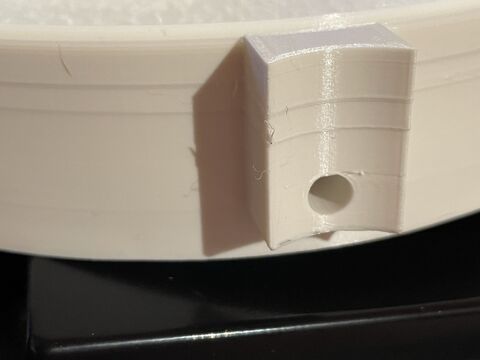
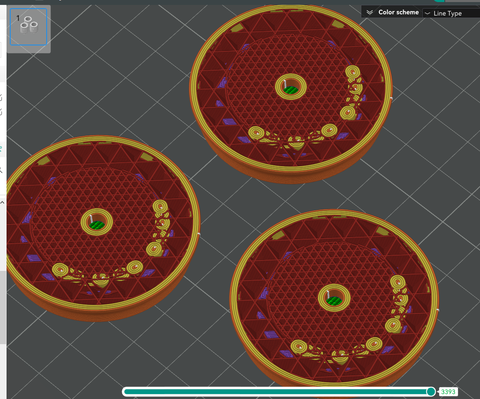
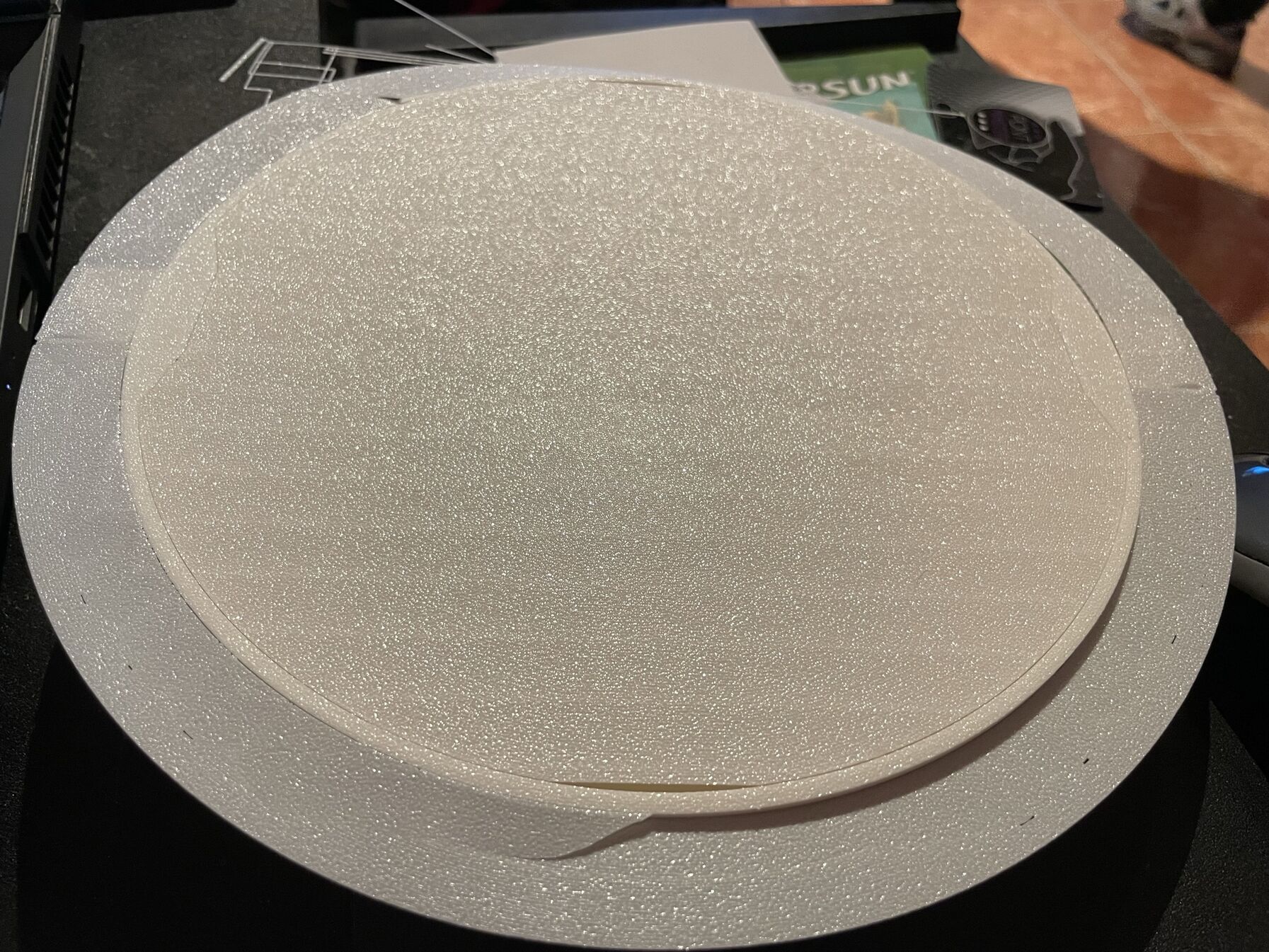
Üdv!
Megosztok néhány képet, milyen is lett az üvegtető magasító és szellőző első darabja.
Ami nem látszik, hogy az egyik oldalon eltört a csúszkát mozgató fül. Szóval ez használhatatlan. A másik oldalon meg annyira szorul, hogy már fájnak az ujjaim a járatástól. Részemről ezt hanyagolom.
Az ágyam nem sík, ez észrevehető, ha sík felületre helyezem ezt a tárgyat és a két végét lenyomom, akkor megemelkedik a sarok.



-
Dalee
aktív tag
Ja bocsi, tehát, izé, ő újból....


Az alapbeállítás inner/outer/infill sorrend esetében csúnya volt a felület, outer/inner/infill esetében szép lett. A Bambuval ABS-el kezdtem, eltartott egy pár próbakocka nyomtatásig, míg rájöttem, hogy ez okozza a problémát. Végső elkeseredésemben összehasonlítottam a Prusa MK3S-el ugyanazon spulnival szépen nyomtatott ABS beállításokat és a sebességen kívül csak a sorrend volt a különbség. Prusa slicerben alap az outer/inner/infill sorrend. Egyébként először az MK3-al is szívtam. Év elején dobozoltam be és vettem eSun ABS-t próbából. Csúnya volt a felület ott is először. Abban az esetben a szárítás segített. Szárítás után tökéletes lett.
Egyébként pár hozászólásommal ezelőtt a virágrartó 200mm átmérűjű tányérjánál a perem 40mm magas és kb. a felső harmadában van az 5mm vastag sík felület amire tesszük a virágot. Abban az esetben ha inner/outer/infill volt a sorrend, a perem külső felületén látszott az 5mm alja, teteje (egy-egy vonal), ha outer/inner/infill volt a sorrend akkor nem. Igaz az erős kötés miatt én mindenhol 25% inner/wall overlapot használok, lehet, hogy az okozta (bár 4 fallal).
-
#2062
JulianSinulf
őstag
fabula
#2061
JulianSinulf
őstag
Az outer/inner/infill lesz.
Ezt figyeltem korábban, így én nem is vacakoltam és így nyomtattam.
A fal tényleg szép lett.Csináltam max flow tesztet is, 18 mm/s-re lőttem be.
Kicsit elcsesztem, mert a teszt 5-20 mm/s között ajánlotta, én meg megtartottam. 20-nál még nem volt gondja.
Minden tesztet 100 fokos ággyal nyomtattam és egyik sem jött fel. Szépen végigmentem az Orca kalibrációs részén.
A hotend 270 fok. Bizonyos sebesség alá nem célszerű menni, mert ott csúnya lesz. A max flow teszt ezt is nagyon jól megmutatja. -
#2060
Dalee
aktív tag
JulianSinulf
#2059
Dalee
aktív tag
válasz
JulianSinulf
#2059
üzenetére
ABS-t én is 110 okos ággyal nyomtattam és nem jött fel, nekem még annyi volt a trükk az ABS-nél, hogy inner/outer/infill sorrend esetében csúnya volt a felület, inner/outer/infill esetében szép lett. Kíváncsi leszek az ASA-ra.
@brumi1024: köszi az infót!
-
#2059
JulianSinulf
őstag
Dalee
#2057
JulianSinulf
őstag
Elsőre feljött. Kapott peremet és 110 fokot, így végigment. De sajnos a felsőI perem rész nem lett jó. Annyira a levegőben nyomtat, hogy egyszerűen nem volt mihez tapadnia. A ledes új verziót nyomtattam.
A tolókánál csak az egyik felét szabadítottam ki. Elég nehezen jár.
Szerintem ezzel nem kísérletezek tovább. Megnézem a nem ledes verziót. Esetleg. -
#2057
Dalee
aktív tag
JulianSinulf
#2056
Dalee
aktív tag
válasz
JulianSinulf
#2056
üzenetére
Hogy siekrült? Én is akarok ASA-ból menetes zárósapkát nyomtatni, ha megkapom a másolandó törött alkatrészt.
-
#2056
JulianSinulf
őstag
JulianSinulf
őstag
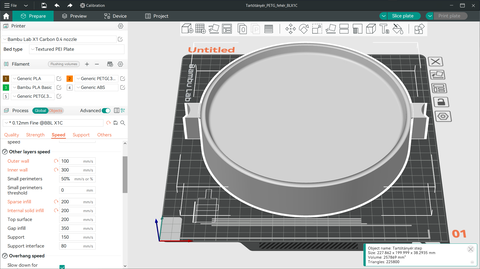
Szép napot mindenkinek!
Csak halkan megjegyzem, hogy úgy nézem, kis tárgyaknál (pl 3x3 cm alapterületű Voron kocka) nem tárol ágyszintezést az X1C. Többször is próbáltam, egy kocka sem sikerült és az MQTT kimenetén sem jelent meg semmi. Szerintem ilyenkor nem használ ágyszintezést. Csak megcsinálja.
Most egy nagy tárgyat nyomtatok, ennél ott az ágyszintezés értéke. 4 órás, ASA-ból, úgyhogy kicsit izgulok. -
Dalee
aktív tag
Na kinyomtattam 255 fokos fejjel a második polcot.Tök jólett, az 5mm vastag lap is jó, nem szőrözött, kivéve a legfelső, vasalt réteg, de az sem az előző nyomtatáshoz hasonló, spaklival szinte nyom nélkül eltűntehető. Ha nem vasalom valószínűleg az is jó. Két problémám maradt így. A vasalásnál mi a probléma, illetve itt is megmaradt a két csík az 5mm-es lap alján, illetve tetején a hengeres külső falon, mint a #2030-as bejegyzésem második képén. Esetleg, ha megfordítom a nyomtatási sorrendet: outer/inner/infill?
A timelaps: Virágtartó tálca 2
-
poli27
Topikgazda
Van már cht fúvóka hardened steelben is, de érdekes hogy a cht része nem hardened
Igaz az jobban vezeti a hőt és olvaszt elvileg, de valszeg jobban is kopik... -
#2052
poli27
Topikgazda
varadigabor
#2050
poli27
Topikgazda
válasz
varadigabor
#2050
üzenetére
Teljesen jó már vagy 10kg elnyomtattam sunlu petg ből
-
#2051
JulianSinulf
őstag
JulianSinulf
őstag
A fél napomat az ASA kalibrálásával töltöttem. Befejezésképp nyomtattam volna egy voron kockát, de nem akarja. Nem tapad le. Kétszer próbáltam, kétszer feljött. Pedig eddig semmilyen tapadással nem volt gondom. Magasabbat is nyomtattam.
Viszont ennél az utolsó két nyomtatásnál semmilyen szintezést nem írt ki az MQTT. A nyomtató lefuttatta a szintezést. -
#2050
varadigabor
senior tag
varadigabor
senior tag
Tudtok valami jó ár érték arányú petg esetleg pla+ ajánlani ami jó és gyorsan lehet nyomtatni ? Nagyon éhes a p1p..
Sunlu petg-t találtam olcsón, de nem tudom milyen -
#2048
JulianSinulf
őstag
JulianSinulf
őstag
Még egy kérdés az inpute shaping mellé.
Az mennyire jó a hotend-nek, ha az ASA miatt 270 fokra felfűtött nozzle-ból kerül kinyomásra a PLA?
-
#2047
JulianSinulf
őstag
brumi1024
#2046
JulianSinulf
őstag
válasz
brumi1024
#2046
üzenetére
De pont helyette kellene.
Igazság szerint, ha már ilyen érzékelőkkel fel lett szerelve, simán AP-t és FC-t is kellene tudni kalibrálni és menteni a filához, nem pedig nyomtatásonként.
Na mindegy, erre még várnunk kell, hogy betegyék egy másik, jobb hobbi nyomtatóba.Nem mellesleg nem kompenzálnia kellene a nyomtatónak automatikusan az input shaping-et?
Nálam vajon miért nem teszi?

-
#2046
brumi1024
veterán
JulianSinulf
#2045
brumi1024
veterán
válasz
JulianSinulf
#2045
üzenetére
Ehelyett ott az Orcaban lévő kalibráció. Line method megvan 10 perc alatt, elég egyértelmű is, a kis számol leszedése talán a leghosszabb a műveletben.
-
#2045
JulianSinulf
őstag
Dalee
#2044
JulianSinulf
őstag
Igen, azt láttam. De mivel csak brim, nem lényeg.
Nem lenne rossz, ha a node-red, mtqq segítségével ki lehetne belőle szedni a flow kalibrációs értéket is.
Egyrészt ellenőrizni lehetne, hogy mennyire jól állítja be, másrészt nem kellene nekünk játszani, hanem megcsináljuk ezt egyszer, aztán a kapott értéket beírjuk a filamenthez. -
#2044
Dalee
aktív tag
JulianSinulf
#2042
Dalee
aktív tag
válasz
JulianSinulf
#2042
üzenetére
Igen, az x1c flow calibration, csak a nyomtatott tárgy brimje beleért.
-
-

dugesz77
őstag
-
Dalee
aktív tag
-
Dalee
aktív tag
Sziasztok,
HELP!
Ismét nyomtattam egy nagyobb D=200mm felületet és hasonlóan a kakicsúszdához ez sem akar jó lenni. A nagy felületű nyomtatásnál mindíg elkezd valamiért szőrözni. A kakicsúszda esetében PLA volt, most filanora PETG 240 fokon nyomtatva. A sebességeket visszavettem.
Az első réteg tökéletes (brim + a supportnak a raft első réteg):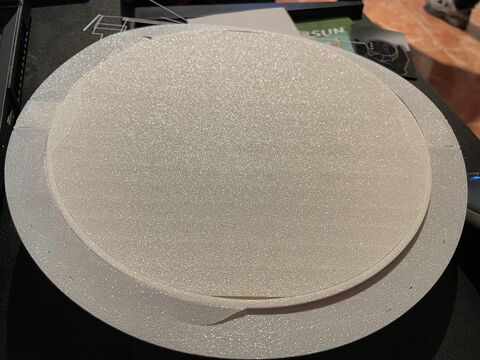
Az 5mm vastag lap meglátszik oldalt is:
A teteje:

Beállítások:
-
#2029
JulianSinulf
őstag
poli27
#2028
JulianSinulf
őstag
Egy lego sisak szerintem nincs 5 kiló.
De nekem is az jutott eszembe, hogy a háromszög részét ki kellene tolni az elejéig, akkor biztos nem lenne gond. De a vastagítás is jó ötletnek tűnik. Együtt a kettőt.
Esetleg két pontos rögzítés sem ártana.
Viszont ez akkor már egy új tervet igényel. -
#2028
poli27
Topikgazda
JulianSinulf
#2027
poli27
Topikgazda
válasz
JulianSinulf
#2027
üzenetére
Nem 5kg teszek ra
az Eiffel tornyot elbírja simán Tinkercaddal, 10cmnél én megvastagítanám az egész polcot, akkor tuti elbírja -
-
JaniS
senior tag
Jól vagy rosszul döntve, de megrendeltem az X1C-t AMS nélkül.
Egyelőre azt szeretném látni, mennyire fog ez engem érdekelni, mennyire fog menni, mert csak olvasni róla azért más, bár egy jóideje már azt teszem és eléggé megfogott. Viszont pl. mikrokontrollerrel (Arduino) is játszadoztam, de egy idő után meguntam. A Raspberry Pi viszont továbbra is érdekel és megmaradt hobbinak. Olvasva már egy ideje a 3D nyomtató topikokat az lejött, hogy túlságosan sokat szerelni nem akarok, de természetesen nincs ellenemre, egész életemben csináltam azt is. Azért választottam ezt a nyomtatót, mert úgy látom itt lehet inkább jobban a tervezésre és a megvalósításra koncentrálni, talán kevesebb bütyköléssel. Az idő eldönti, hogy eladni fogom vagy megvenni az AMS-t és tudom, hogy hát az úgy drágább lesz. Szóval még egyszer köszönöm az összes tanácsot és maradok veletek. -
Dalee
aktív tag
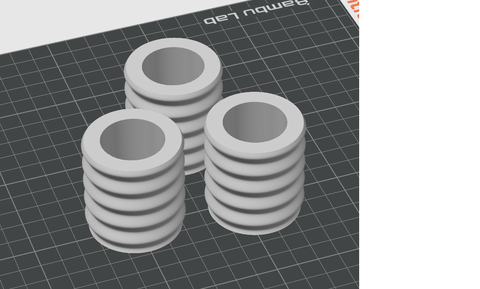
Ilyen problémával találkoztatok már? Mi okozhatja.
Terveztem egy tengelyszimmetrikus lábhosszabbítót. Természetesen a határoló falakon belül teljesen tömör a tervező szoftverben. A szeleteléskor az Orca kitöltésben a képen látható koncentrikus körök vannak. Mi lehet ennel az oka?
-
Dalee
aktív tag
válasz
brumi1024
#2007
üzenetére
Azért az AMS nem egy atomreaktor anyagminőség. Van egy régi spectrum filám. Hiába szárítottam úgy tört az AMS-ben mint a ropi. Pont az AMS internal hub-ba is beletört és beszorult egy darab, se ki, se be. Szétszedtem, 6 csavar fogta. Pont a középső egyik csavart nem tudtam visszaszorítani, mert szakadt volt a menet (nem én szakítottam bele). A középső két csavar szorítja össze a hub-ot a motoros hajtásnál, így most csak egy fogja

-
#2008
JulianSinulf
őstag
brumi1024
#2007
JulianSinulf
őstag
válasz
brumi1024
#2007
üzenetére
Érdemes megnézni azért a tekercseket.
Azt vettem észre, hogy a sötétebb kartonban lévő tekercsek vékonyabbak, mint a világosabb kartonban lévők.
A sötét kartonban lévőkre mértem 66-67 mm-et, míg a másikra 69 körülit. De tartja a fólia és a vákuum. Amivel eddig próbálkoztam, az világos kartonból volt és nem volt jó. Majd valamikor bepróbálom a sötétet, hátha jó lesz.
69 mm már jónak kell legyen az AMS-nek. A táblázat is így írja, mert van benne Prusa tekercs 69 és 70 mm-rel is.
Egyelőre úgy néz ki, hogy a fele anyagom világos dobozos. Olyan 5 tekercs. A filamentum és azure tekercsek eddig jók voltak.Köszi az infót a szétszedésről! Egyszer lehet, hogy én is kinyomtatom. De akkor már kinyomtatom hozzá a magasítást is. Ha jól tudom az TPU-ból van.
-
#2007
brumi1024
veterán
JulianSinulf
#2006
brumi1024
veterán
válasz
JulianSinulf
#2006
üzenetére
Csak kiegészítő infónak: az AMS szétszedés sem bonyolult. Filament szenzor csere és egy saját hibás dugulás miatt szedtem szét már háromszor, kifejezetten egyszerű. Van 12 kg Prusa filamentem, szóval valószínűleg megcsinálom a hydra modot.
-
#2006
JulianSinulf
őstag
poli27
#2004
JulianSinulf
őstag
Pont ahogy brumi írja. Nincs ezzel gond. A kódokkal nekem sem volt sose. A nem gyári lap meg más dolog, de nyomtattam rá kódot és simán bevette. Még első réteg tesztet is csinált és nem reklamált. Ez most a POE lapnál volt.
A kódhoz mellékelnek stl-ben pozíciónálot. Én az egyszerűbb utat választottam. Fölé tettem egy gyári lapot és megvolt a pozíció.
A gyorsabb alaplap, az érintős színes kijelző szintén tetszik.
Ha nem lenne AMS, akkor nem lenne gond a PLA, PETG sem, mert levenném a tetejét és kész. Vagy az is megoldás, ha valakinek sok helye van és nem rá, hanem mellé teszi. De szerintem akár alá is lehetne elég hosszú csővel.
Ha meg a tetejére megy, nyomtatható hozzá pár megoldás.
Az ágy görbülete viszont sokkal durvább. Egyelőre leszedtem a szalagokat és megint meder. 0,4 mm fölött van az eltérés a közepe és a széle között. Ennek ellenére képes rányomtatni. És nem lesz görbe. Sőt, az egyik PLA-nál pont úgy tűnik, hogy az ellenkező irányba hajlott kihűlés után.@JaniS: Ha X1C-et veszel, akkor AMS-sel érdemes. 100€-t spórolsz. Illetve lehet, hogy többet is. Csak ezért, nem másért. Ha viszont tényleg csak PLA és PETG a cél, akkor a P1P-vel többet spórolsz és még egy AMS is belefér abba a keretbe, mint csak egy X1C.
Nem akarlak rábeszélni az AMS-re, de nagyon jól zár és 4 szín belefér. A tekercsek nincsenek a szabad levegőn. Ha meg szárítóba tennéd, akkor abban kell cserélgetni és nem is mindegyik zár olyan jól. 4 szárító olcsóbb lenne, de, ha nem zárnak úgy....
Az X1C felajánl szárítási lehetőséget. Még nem próbáltam. Meg olyan tekercsen is kell lennie az anyagnak, ami bírja azt a hőt. Tehát PLA-ból nyomtatott tekercset nem biztos, hogy célszerű betenni szárításra a nyomtatóba. Legalább is nem közvetlenül az ágyra.
Az AMS hátránya, hogy meg kell nézni, milyen tekercset vesz az ember. Nem minden megy bele méretileg. De lehet bele nyomtatni másik belsőt, csak akkor át kell építeni. Vagy lehet nyomtatni áttekercselőt, ami elég jól működik. Egy magyar ember tervezte. Én inkább ezt választottam, minthogy szétszedjem az AMS-t. -
brumi1024
veterán
nem olvassa be a qr kódot - Ezzel meg nem talalkoztam. De figyelmeztet, ha nem jo plate-et allitottal be a slicerben, ami mentett mar meg par hibatol, mert hasznalom az osszes elerheto plate-et (Engineering, Cool Plate, High Temp Plate, gyari textured PEI, Energetic smooth/textured PEI).
texturált lemezt nem szereti - Konkretan semmi dolog nincs ezzel, csak dob egy figyelmeztetest, hogy nincs first layer scan.Szerintem a panaszok nagy resze arrol szol, hogy tobbet varnak a lidartol, mint ami valojaban. De a PA kalibralast eleg jol csinalja, a spagetti erzekeles szinten megfogott mar par hibat nalam, szoval sok kenyelmetlenseget nem latok a P1P-hez kepest. Viszont kifejezetten igenyesen dobozolt, alapbol hardened alkatreszekkel jon, sokkal jobb a kezelofelulet, kamera, SoC sebesseg, stb. AMS nelkul egyenfuggo, hogy megeri-e az X1 (joval kevesebb melo van vele, ha ABS/ASA/egyeb hoigenyes anyagot akar valaki nyomtatni), ha viszont AMS kell, akkor szerintem mindenkepp (komboban).
-
poli27
Topikgazda
válasz
brumi1024
#2003
üzenetére
Nem azt mondtam hogy rosszabb az X1, azt mondtam hogy nyűgösebb, a lidar meg a kamera miatt stb stb... a bambu forumon sok rá a panasz amiket olvasok, nem olvassa be a qr kódot, texturált lemezt nem szereti, vagyis kikapcsolt lidar mellett igen (akkor meg minek a lidar a p1p is jó)... Szval én örülök hogy a különbségen amibe az került volna, filamenteket vettem egy kamionnal
-
brumi1024
veterán
tökre nem hiányzik az X1 faxságai, amiket olvasok róla..
Nem tudok olyan dolgot mondani, amiben rosszabb lenne az X1, maximum azt, hogy PLA-ra, PETG-re hatranyos a dobozolt mivolta, de a fobb elonyei leginkabb kenyelmi/designbeli dolgok, nyomtatasi minosegre nagyon hasonlo a ketto.
-
poli27
Topikgazda
Akkor vedd meg a p1p-t inkább ha rám halgatsz, én is x1 el szemeztem, a párom is azt mondta azt vegyem meg inkább, de nem voltam hajlandó annyit rááldozni, és tök jól tettem, hibátlanul dolgozik a p1p csak nyomtat és nyomtat stb stb... tökre nem hiányzik az X1 faxságai, amiket olvasok róla..
kb 35e ből nyomtattam hozzá házat meg polikarbonát lapot... és bármit kinyomtat amit az X1... -

























 .
.















![;]](http://cdn.rios.hu/dl/s/v1.gif)








Új hozzászólás Aktív témák
Hirdetés
- Eladhatatlannak ítélt CPU-k eladásával javult az Intel node-ok kihozatala
- Hálózatokról alaposan
- 4K vs 8K – Megéri-e a 8K TV 2026-ban?
- YouTube
- Kerékpárosok, bringások ide!
- Pixel plus ultra: teszten a 6K-s LG UltraFine monitor
- Le Mans Ultimate
- Anglia - élmények, tapasztalatok
- Milyen egeret válasszak?
- Melyik tápegységet vegyem?
- További aktív témák...
- 277 - Lenovo Legion Pro 7 (16IAX10H) - Intel Core U9 275HX, RTX 5080
- GEN5!!! 14/12GB/s 1TB Gen5x4 NVMe SSD, 1 év gar
- BESZÁMÍTÁS! Asus Rog Strix Z390-F Gaming alaplap garanciával hibátlan működéssel
- Akció!!! Lenovo ThinkPad T14 Gen1 Ryzen5 4650U Refurbished - Garancia
- Honor 200 Lite 256GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest