Hirdetés
- Luck Dragon: Asszociációs játék. :)
- bacsis: Gyere el a 10. BRSZK-ra!
- gban: Ingyen kellene, de tegnapra
- bambano: Bambanő háza tája
- sziku69: Fűzzük össze a szavakat :)
- gerner1
- Sub-ZeRo: Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
- Hieronymus: Új biztosítási kártyát kap a nagymama
- eBay-es kütyük kis pénzért
- Elektromos rásegítésű kerékpárok
Új hozzászólás Aktív témák
-
#10949
 Klaus Duran
senior tag
BÁ Nutrition
#10948
Klaus Duran
senior tag
BÁ Nutrition
#10948
válasz
 BÁ Nutrition
#10948
üzenetére
BÁ Nutrition
#10948
üzenetére
G1 görbítve.

-
#10944
 zolikaDB
veterán
csiziktomi
#10943
zolikaDB
veterán
csiziktomi
#10943
zolikaDB
veterán
válasz
 csiziktomi
#10943
üzenetére
csiziktomi
#10943
üzenetére
Koszonom
 Kozben latom, h a Cimco is tudja a dolgot, majd ha odakerulok, ranezek ezekre!
Kozben latom, h a Cimco is tudja a dolgot, majd ha odakerulok, ranezek ezekre! -
zolikaDB
veterán
A paraméteres fejlécet hívhatod bhogy, majd ha makróba szervezed, és univerzálisan, bmikor előhívod, mint pl egy G83-at, onnantól lesz ciklus
 Heidenhain-ben a CYCL DEF gomb hatására is ciklusokat hívsz, nemde?
Heidenhain-ben a CYCL DEF gomb hatására is ciklusokat hívsz, nemde?Urak!
Használ itt valaki DNC programátvitelt? Ha igen melyik programot? Ennek milyen követelményei vannak?
Ezalatt értem: Windows, portok a PC-n. -

zeee
senior tag
válasz
 zolikaDB
#10938
üzenetére
zolikaDB
#10938
üzenetére
Én heidenhain-en dolgozom, valójában csak unalom űzésből segítek a kollegáknak. Már van egy jó pár ilyen ,,uni program" s jól gondolod makrót szeretnék létrehozni. De mostmár menni fog. Mondjuk én inkább ciklusként tekintek ezekre a fejlécekre, hisz nehány adatot megad az ember, a gép pedig számol (a makróban). Nagyjából követni is szoktam az 530-as ciklusait, de ez látszik is a kitőltendő fejlécekben. Valójában sosem fogom megszeretni az Nct-t, ahogy semmilyen más vezérlőt sem. Számomra a Heidenhain űbercsászár, s ez sosem fog megváltozni, míg ezen a területen dolgozok.
-
zolikaDB
veterán
Nem attól lesz valami makró, h alprogramban számoltatod a főprogramban lokális változóknak adott értékeket...
Szóval, vagy én nem értem, h a horonymaró progiddal mit akarsz, vagy te nem látod még a logikát.
Szerintem te valami ciklusfélét akarsz faragni, amit bárhol, bármikor előhívhatsz, és nem akarod a "sablon" progidat előcibálni mindig, meg sorról sorra lapozva kitölteni.
Na, erre lenne jó pl egy G65 vagy G66-os makróhívás.
Ja, NCT-nél mi úgy tanultuk, h a makró mindig G40, ezt vedd figyelembe!Annak idején Szabi fogalmazta meg legszebben a különbséget, és példázta a dolgot, szembeállítva a paraméteres progit és a makrót, úh utólagos engedelmével őt idézném (igaz Fanuc, ezeket tényleg ne próbáld ki NCT-n így, ebben a formában...):
[link]
[link]De ha nem boldogulsz az NCT-vel, Dr. Sipos Jenő bármikor szívesen segít nektek, ha már úgyis tőlük van a gép. Meg amúgyis, nem biztos, h abban van a hiba, sok NCT gépnek kell egy kis idő, mire "beáll", vagy, mire a cég/kezelő igényei letisztulnak, h mit szeretne - ezt ők megoldják mindet.
-

Trub
tag
Aha, én is fix szögre gondoltam a megmunkálást.

Nem gondoltam, hogy szimultán megmunkálásra gondolsz. De elvileg oda is megfelelő lehet.
Akkor így nézne ki:
N0040 G65P9999 H150 B-30.005 X-192.6 Y-18.36 Z70.4Az O9999 makróban nullponteltolást számolnék, igen. Utána, pedig még a makrón belülről elküldeném a kért X Y B pozícióba. (ilyenkor az X Y címen írt értékek is átadódnak a makrónak)
Ha nem változik a B akkor a nullponteltolás is marad, hisz ez csak az a korrekció, ami abból származik, hogy más a szerszámnak a hossza.
Pont úgy ahogy leírtad.Csak ilyenkor sokat számol a vezérlő. Bár elvileg bírni kéne neki.
-
zeee
senior tag
Fix B szögre van ilyen. G543 X0 Y0 Z200 B45 H1
Ez fix szögnèl ok. Tehát az adott programban beáll 45 fokra, s mindent megcsinál így. Nekem itt nem kell piszkálnom a postprocessort. De egy olyan programban ahol a B folyamatosan változik, billeg össze vissza, na itt vagyok meglőve. Vagy úgy gondolod, hogy a postprocessorban a B-t szerkesszem így?
G65p9999 H150 B
Ez így megoldható, kipostprocessálja. N0040 G00 X-192.6 Y-18.36 Z70.4 G65P9999 H150 B-30.005
De ott van mèg az X ès a Z. Ezeknek már nem tudok èrtèket megadni a posztprocesszorban. Az X192.6 Z70.4 et mèg számoltatni kell ugyebár. Itt minden sorban a O9999 makróban nullpont eltolást számoltatnál. Legalábbis ezt írtad ha jól èrtettem. Igen, azt hiszem ezt ki lehet agyalni makróban. De mi van akkor ha nem változik a B. Mert ha nem változik, örökli az előző sorból, vagyis az adott sorban nem jelöli a B-t, viszont az X Z-nek örökölnie kell a nullponteltolást ilyenkor. Fúú, lehet zavaros ahogy leírom -
Trub
tag
Az NCT-ben nincs ilyen korrekció?
Bár nem lepődök meg.Többféleképpen is meg lehet oldani.
Talán a legegyszerűbb, ha a posztprocesszor a B tengely mozgatása helyett egy külön makrót hívna meg, argumentumként pedig megadná a B tengely mozgását és a azt a hosszt amivel a cam számolt.
Például egy B forgatásnál így nézne ki: G65p9999 B105 H150A makróban pedig össze kell hasonlítani a hosszkorrekciókat, amivel a CAM számolt és ami ténylegesen meg van hívva a vezérlőben. Itt egy kis matek, majd a kiszámolt értékkel el kell tolni a nullpontot.
-
zeee
senior tag
Más kèrdèsek is lenne! 5 tengelyes gèp, mèg nem jutott idáig az nct hogy billentette fejjel kezelje a ciklusokat. Èn a fúróciklust már megírtam ugyanîgy mint az előbbi horony programot, marha jól nèz ki, a B 105 fokig billen, ès akkor 105 fokban fúr. Felfele... Már kèszítem a furatmarást is billentette fejjel, na az igazán agyalós, feladja a leckèt. Mivel îgy kell kînlódni a fasza 5 tengelyes gèppel, a cam-ezès is csak úgy múködik, hogy a postprocessorban még kell adni fej forgáspontja ès szerszám hossz össztávolságát. Ez elèg körülmènyes, mivel szerszám kopás, törès, stb, bármi esetèn újra postprocessálni kell. Arra gondoltam, hogy lètrehozni kellene hozni egy olyan makrót, vagy nem is tudom mit, amivel tudom számoltatni az x ès z èrtèkeket minden sorban a B szögnek megfelelően. Nos ez biztos hogy valahogy kivitelezhető, mert van pl a G543-as g kód meghîv egy O9012-es makrót, ami figyeli a H címet, îgy számolja az adott szöghöz tartozó korrekciós èrtèket. Ergó állandó B szögnèl nem kell elírnom a postprocessorban a forgáspontot. Viszont egy olyan programban, ahol változik a B, itt kellene egy olyan makró, ami figyeli a B èrtèket, ès a szerszám hossz ès a főorsó sík ès B forgáspontból számolja ill módosítja cam programban az X ès Z èrtèket, s a pálya útvonal ennek megfelelően változik. Ez marha jó lenne, mert akkor nem kellene minden egyes változásnál újra postprocessálni. Erre van-e ötlete valakinek?
-
zeee
senior tag
válasz
zolikaDB
#10928
üzenetére
Üdv Zoltán! ez most egy kicsit hosszú lesz. 201-es vezèrlőről van szó. De majd átnèzem 104-esen is.
#100-#499-ig stb, ezeket vágom. Szóval így nèzne ki a fejlèc. Itt #16-ig minden szüksèges adat. Ha jól èrtem a #16 utáni rèszből csinálok egy O2000 programot/makrót, s miután kitöltötte a user a fejlèc ez (#1-#16-ig, meghívja G65-el a programot a P2000-et.Kèrdès. Hova teszem a (O2000) makró programot? Illetve a makróban a nagyolást, simtást ès nagyol-simit rèszt lezártam M30-al. Gondolom M30 csere M99-re. De! Makró tartalmazhat több M99-et? Mert ha nem akkor most 3 makrót kell lètrehozni O2000-2001-2002, azaz a nagyolást, simit, nagyol-simit miatt.
#1=36.58 (Horony k�z�ppont poz�ci� X-ben)
#2=75.2 (Horony k�z�ppont poz�ci� Y-ban)
#3=4 (Szersz�m H c�m)
#4=3500 (Fordulat)
#5=800 (El�tol�s)
#6=0.5 (Z biztons�gi magass�gra pozicion�l�s G0-al)
#7=-2.89 (Horonym�lys�g)
#8=62.3 (Horony teljes hossza)
#9=12.6 (Horony sz�less�ge)
#10=0 (felsz�ni koordin�ta)
#11=0.25 (Fog�sv�teli m�lys�g nagyol�skor)
#12=200 (Z pozicion�l�s szersz�mv�lt�s, ill program v�g�n)
#13=2 (0 �rt�k nagyol, 1 �rt�k sim�t, 2 nagyol+simit)
#14=60 (elforgat�si sz�g horony k�z�pponton)
#15=#10+50 (biztons�gi magass�g �tpozicion�l�skor)
#16=0.5 (Fog�sv�teli m�lys�g simit�skor)G65 P2000
(--------------------------------------------------------------)
O2000
T#3 M6
G54 G90 G17
G43 Z#12 H#3
M3 S#4
G68 X#1 Y#2 R#14(FELT�TEL HOGY NAGYOL, SIMIT, VAGY NAGYOL �S SIMIT)
IF[#13EQ0] GOTO1
IF[#13EQ1] GOTO2
IF[#13EQ2] GOTO3N1 (N1 nagyol)
#20=#9/2 (horony sug�r)
#21=#1-[#8/2-#20] (poz x-ben a hor bal r�diusz k�zep�re)
#22=#1+[#8/2-#20] (poz x-ben a hor jobb r�diusz k�zep�re)#23=#11/2 (fog�sm�lys�g felez�se rampol�shoz)
#24=#10+#6 (gyorsj�rat felszini koor+biztons�gi magass�g)G0 X#21 Y#2
G0 Z#24
G1 Z#10 F#5#25=#10
#26=#25+#7-0.01
#27=#25+#7
WHILE[#25GT#26] DO1
G1 X#22 ZI-#23 F#5
G1 X#21 Z#25 F#5
#25=#25-#11
END1
G1 X#22 Z#27 F#5
G1 X#21 F#5
#28=#10+#15
G0 Z#28 M30
(-----------------nagyol�s v�ge----------------)N2 (N2 simit)
#20=#9/2 (horony sug�r)
#21=#1-[#8/2-#20] (poz x-ben a hor bal r�diusz k�zep�re)
#22=#1+[#8/2-#20] (poz x-ben a hor jobb r�diusz k�zep�re)
#24=#10+#6 (gyorsj�rat felszini koor+biztons�gi magass�g)G0 X#21 Y#2
G0 Z#24
G1 Z#10 F#5#25=#10
#26=#25+#7-0.01
#27=#25+#7#28=#2+#20
#29=#2-#20WHILE[#25GT#26] DO2
G1 Z#25 F5
G41 G1 X#21 Y#28 F#5
G03 D#3 X#21 Y#29 J-#20
G1 X#22
G03 D#3 X#22 Y#28 J+#20
G1 X#21
G40 X#21 Y#2
#25=#25-#16
END2
G1 Z#27
G41 G1 D#3 X#21 Y#28 F#5
G03 X#21 Y#29 J-#20
G1 X#22
G03 X#22 Y#28 J+#20
G1 X#21
G40 X#21 Y#2
G0 Z#12 M30N3 (Nagyol �s sim�t)
#20=#9/2 (horony sug�r)
#21=#1-[#8/2-#20] (poz x-ben a hor bal r�diusz k�zep�re)
#22=#1+[#8/2-#20] (poz x-ben a hor jobb r�diusz k�zep�re)#23=#11/2 (fog�sm�lys�g felez�se rampol�shoz)
#24=#10+#6 (gyorsj�rat felszini koor+biztons�gi magass�g)G0 X#21 Y#2
G0 Z#24
G1 Z#10 F#5#25=#10
#26=#25+#7-0.01
#27=#25+#7
WHILE[#25GT#26] DO1
G1 X#22 ZI-#23 F#5
G1 X#21 Z#25 F#5
#25=#25-#11
END1
G1 X#22 Z#27 F#5
G1 X#21 F#5
#28=#10+#15
G0 Z#28
(-----------------nagyol�s v�ge----------------)( simit)
#20=#9/2 (horony sug�r)
#21=#1-[#8/2-#20] (poz x-ben a hor bal r�diusz k�zep�re)
#22=#1+[#8/2-#20] (poz x-ben a hor jobb r�diusz k�zep�re)
#24=#10+#6 (gyorsj�rat felszini koor+biztons�gi magass�g)G0 X#21 Y#2
G0 Z#24
G1 Z#10 F#5#25=#10
#26=#25+#7-0.01
#27=#25+#7#28=#2+#20
#29=#2-#20WHILE[#25GT#26] DO2
G1 Z#25 F5
G41 G1 X#21 Y#28 F#5
G03 D#3 X#21 Y#29 J-#20
G1 X#22
G03 D#3 X#22 Y#28 J+#20
G1 X#21
G40 X#21 Y#2
#25=#25-#16
END2
G1 Z#27
G41 G1 D#3 X#21 Y#28 F#5
G03 X#21 Y#29 J-#20
G1 X#22
G03 X#22 Y#28 J+#20
G1 X#21
G40 X#21 Y#2
G0 Z#12 M30 -

soldi3r
veterán
válasz
 asdfghjk1
#10926
üzenetére
asdfghjk1
#10926
üzenetére
Ez mondjuk igen, erre en is lecserelnem a hegesztett vazam
Mondjuk ha en polimerbeton vazat epitenek, akkor is utolag munkalnam meg a feluleteket. Szaradas kozben gondolom meg huzodik az anyag. Van egyebkent valami bevalt recept, vagy amik a neten elerhetok?(#10931) BloodPandus, Nem a Z-rol van szo, hanem a gantryrol. Attol az meg ugyanolyan magas.
-

konikan
aktív tag
"Keress egy ,,leszarom'' típusú cnc-s céget, a vezetőségi parkolóban ott lesz pár bömbi, a gépek ránézésre 40 évesek, minden csurom mocsok, és csak egy-két gép megy. Na ott meg fogják neked csinálni. De ahová a tulaj betol alsó hangon százmilliókat, ott ne nagyon számíts rá, hogy elvállalják."

Mi van azokkal a cégekkel ahol ez a helyzet fennáll, de mégis beletolnak százmilliókat?

![;]](//cdn.rios.hu/dl/s/v1.gif)
-
zolikaDB
veterán
Itt senki beszél.
- G65: egyszerű makróhívás, "egylövetű"
- G66 (kikapcs G67): öröklődő makróhívásG65: alprogramot hív, szintet emel, értéket ad át a regiszternek
M98: alprogramot hív, nullás szinten futAz NCT vezérlőben előforduló változók lehetnek:
- #1 - #33: lokális, a makró adott helyen és argumentumátadásra használja
- #100 - #499 és #500 - #599: globális
- #1000- : rendszerEgy-két példa:
- #10001 - #13999: szerszámkorrekció (T címen H és D értékei)
- #5201 - #5328: munkadarab nullponteltolások (G54, G55...)
- a rendszerváltozókból is érdemes néhányat megemlíteni, pl. #4109 az F kód, #4119 az S stb stb
- de a pozícióinformációk, pillanatnyi pozíciók a különféle koordinátarendszerekben így vannak letárolvaEzeket, amiket felsoroltam, tudnod kell, hogy honnan keresed elő, és a könyvben is meg kell nézned, hogy mi, mit is jelent.
Ezek ismeretében lehetne elkezdeni írni először akár egy G65-ös hívást, majd felépíteni azokat a dolgokat, amiket ezáltal akár "ciklusként" akarsz a jövőben használni.Persze, ha te összedobsz egy ilyet, neked kell tudni, hogy mi, mire való!
Másik gépre átvinni csak úgy, h nem biztos, h azt csinálja, amit te szeretnél!
Eleve, a fent felsorolt dolgok, NCT 201-es marón állják meg a helyüket, más vezérlőn saját felelősség.Nagyon leegyszerűsítve, nagyon durván, valahogyan innen lehetne elindulnod...
Tenyésztett feladat ellipszismarásra, ahol az ellipszis közepe: X80 Y60, hossza X 80mm és Y 40mm.T1 M6
.
.
G65 P2000 X80 Y60 I80 J40 Z-5 R2 A1 (neked kell tudnod, mi mire való, mit jelöl, amikor kitöltöd)
.
.
M30-----------
O2000
#9 = #4109 (emlékszel? F)
G52 X#24 Y#25 (ide írja fel a vezérlő az X és Y pozíciókat G5x-ben...)
#100 = 0 (kiindulási alfa szög, globális változó, ezt te íratod be ide...)
#101 = cos#100 * [#4/2] (#4 I, X irány)
#102 = sin#100 * [#5/2] (#5 J, Y irány)
G0 X#101 Y#102
Z#18
G1 Z#26 F[#9*0.25]
WHILE [#100 LE 360] DO 1
#100 = #100 + #1
#101 = cos#100 * [#4/2]
#102 = sin#100 * [#5/2]
G1 X#101 Y#102
END 1
G0 Z#18
M99Kis segítség 201-re:

-

asdfghjk1
csendes tag
-
soldi3r
veterán
válasz
asdfghjk1
#10924
üzenetére
Ezzel kapcsolatban elegge kifaggattam a mestert, aki a minositesemet rontgenezre. Szerinte is felesleges feszultsegmentesiteni. En nem terveze, fel even belul megmondom, hogy jo dontes volt e
Volt mar egyebkent nehany ilyen ontott gepvaz, erdemes megnezni pl ezt. Jellemzoen kisebb munkateruletu gepek ezek. -
asdfghjk1
csendes tag
válasz
 soldi3r
#10923
üzenetére
soldi3r
#10923
üzenetére
Az elhanyagolhato gyakorlati tapasztalatom es az elmeleti ismereteim is arra engednek kovetkeztetni, hogy profi hegeszto vagy hegesztorobot hasznalata, a megfelelo varratokkal sem kepes elegsegesen kikuszobolni azokat a stresszeket, amik hatramaradnak az anyagban hegesztes utan. Tobb 100 MPa feszultseg marad benne. A cel pedig egy olyan szerkezet, aminek nagy a merevsege es a dimenzionalis stabilitasa, meg eros vibraciok eseten is...
Ahogy mondod, azzal is lehet segiteni a zartszelvenyen, ha megtoltik valamivel - az mar mas kerdes, hogy mar egy kisebb, femmegmunkalashoz keszult marogep vazanak a szukseges merevseget biztosito keresztmetszetek (hasrautve 100*100-asnal azert nagyobb, toltott zartszelvenyre erdemes gondolni) eseten is inkabb a "toltoanyag" mechanikai tulajdonsagai fognak ervenyre jutni a zartszelvenyehez kepest. Minel nagyobbak a forgacsoloerok - es a vaz keresztmetszete -, annal inkabb. A szerszamgepvazak tervezesenek van egy ilyen iskolaja egyebkent, de a lenyeg ebben az esetben is a vasalapu anyagok hianyossagainak a kikuszoboleseben rejlik. Az epoxi egyebkent fajlagosan a legdragabb alapanyagok koze tartozik, ha strukturalis elemrol beszelunk.
En is kivancsi vagyok, remelem, hogy lesz ebbol legalabb valami; hogy a segitokesz forumozok adnak ajanlatot es az elvartaknak megfeleloen mukodni is fog a keszulek.
-
-
asdfghjk1
csendes tag
válasz
soldi3r
#10920
üzenetére
Persze. Vastag granit alapra fogom felragasztani kvarcliszttel toltott lassu terhalosodasu epoxival, a hatoldalan pedig nehany nagyobb csavar fogja beallitani, rogziteni es biztositani
Van egy Millitron szettem pupikkal es 1303-as probe-okkal. Csak egy jo referenciasikra van szuksegem, es par mikronon belulre lehet hozni a ket alap siklapusagat es parhuzamossagat. INA RUE25 hengergorgos linearis egysegek kerulnek ra. Par orat azert biztos el fogok uldogelni mellette, mire beallitom.
Precizios vazakat nem erdemes hegeszteni, mert olyan feszultsegek kerulnek az anyagba, amiket csak ho- es/vagy vibracios kezelessel lehet tobbe-kevesbe kiegyenliteni.
Szamos mas szempont is a hegesztett vazak ellen szol (pl. alacsony szilardsag/merevseg, ill. az altalad emlitett problema, ti. hogy utolag, az egyes szanalapokat vegleges allapotukra hozva kell megmunkalni az illesztett feluleteket, amivel rogton sokszorosukra nonek az egyseg megmunkalasahoz szukseges befoglalo meretek).
Tovabba azoknak az anyagoknak, amiket lehet hegeszteni, jellemzoen csapnivalo a vibraciocsillapitasa - a granit es a granit-epoxi kompozitok ill. UHPC betonok meg az ontottvasat is boven lepipaljak ebbol a szempontbol. Az ontottvas gepvaz raadasul eleg durva egyszeri koltseggel jar, es kihules utan szinten nem mentes a feszultsegektol, ami tovabbi koltsegeket (vagy pihentetest) von magaval.A granit viszont olcso es a szukseges megmunkalasok (vagas, furas) otthoni korulmenyek kozott is elvegezhetok rajta. Rendkivul merev, de ugyanakkor - a merevsegehez kepest plane, mikrostrukturajabol adodoan - kivaloan csillapitja a rezgeseket szeles frekvenciatartomanyban. 2200 MPa mechanikai feszultseget visel el nyomasra, ami meghaladja az erosen otvozott acelok hasonlo parameteret (korabban azt a marketingszoveget olvastam valahol, hogy csak katonai felhasznalasu acelokat kapni efolott). Mivel nem fem, tehat a szakitoszilardsaga joval kisebb a nyomoszilardsaganal, ezert kompresszioban levo szerkezeteket erdemes belole epiteni.
A surusege az aluminiumehoz hasonlo. Rendkivul inert. Hotagulasi egyutthatoja viszont valamivel kisebb az ontottvasenal, ezert szorosabban kontrollalt korulmenyeket igenyelnek a granit-acel-kompozit szerkezetek. Ez viszont a precizios megmunkalasnal is elkerulhetetlen, hiszen magat a munkadarabot is erdemes a normalallapot kornyeken tartani, kulonben mikronos turesek sokkal nehezebben erhetok el.
Tobb gyartonak is van olyan linearis sinje, aminek a felfekvo feluletet megnoveltek, igy kozdarab nelkul illesztheto granit-epoxi alapra.
A projekt sikeres befejezesehez csak nehany finommart-esztergalt-koszorult alkatresz hianyzik.
-
asdfghjk1
csendes tag
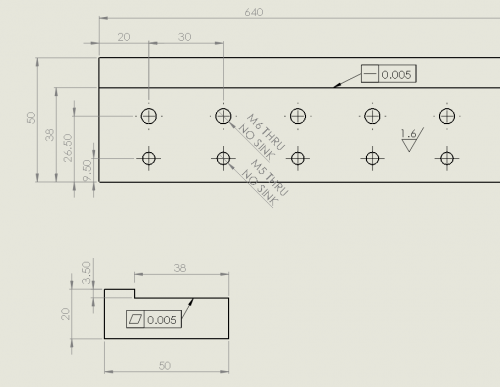
Mondasz valamit, bár szerintem a szöveg sem volt teljesen érthetetlen.
Ez a szán alapja, 2-4 db-ra van belőle szükségem - optimális esetben 2x 640 és 2x 550 mm hosszúra.
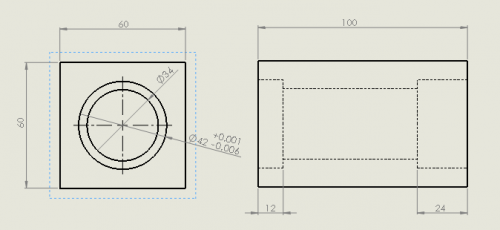
Ez pedig az orsóház, akár 1 db is megteszi, de 3-ra is kérnék ajánlatot.
Privát projekt, legalábbis semmiképp nem céges.
-
#10915
soldi3r
veterán
BloodPandus
#10914
soldi3r
veterán
válasz
 BloodPandus
#10914
üzenetére
BloodPandus
#10914
üzenetére
Ezt nem ertem
-
#10913
soldi3r
veterán
BloodPandus
#10912
soldi3r
veterán
válasz
BloodPandus
#10912
üzenetére
A 80mm az valoban nem kicsi emelkedes, az enyem 5mm es erre jon egy 1:2-2.5-es lassitas.
1:4 lassitas kezdetnek mar eleg lehet. Azokat a motorokat amugy sem erdemes 600rpm fole progetni.
Az asztalt hiaba emeled, a gantry attol meg ugyan olyan magasan van, szeritem az ugy meg zsakutca. Nyilvan hobbyban kell azert kotni 1-2 kompromisszumot, en is megtettem. Puhabb fara valoban jo lehet. -
#10912
 BloodPandus
csendes tag
soldi3r
#10911
BloodPandus
csendes tag
soldi3r
#10911
BloodPandus
csendes tag
válasz
soldi3r
#10911
üzenetére
Golyósorsó csak a Z tengelyen van, szerintem lehet látni.
Az X és az Y 1,5 modulos fogaslécen fut, áttétel nélkül 80mm hosszra kell elosztani az alap 200 lépést.
Úgy már elég gáz a felbontás.
Én mindig úgy tervezek gépet (nem ez az első), hogy az alap 200 lépés felbontással számolok, már úgy ki kell jönnie egy tisztességes felbontásnak, a féllépések csak hab a tortán.
Ilyen méretnél nem árt, ha relatíve gyorsan pozicionálok, a fogasléces hajtás egyébként is adja a nagy sebességeket, miért ne használnám ki?
Az Y 1:2 áttétellel hajtja a fogaskereket, ezt később meg fogom növelni 1:3- 1:4 körülire, még akkor is marad 12 m gyorsjáratom, az X ugyanez lesz pepitában.2560x1400 munkaterületről beszélünk, és többtízkiló mozgatott tömegről.
Ha nagyon pontosan kell dolgozni, akkor készül segédasztal, ami megemeli az asztal szintjét, ami nagymértékben csökkenti a Z tengelyre ható csavaró erőket a kisebb kilógás miatt.
Egyébként lesz neki forgató is készítve, igény szerint akár 4db szerszám is dolgozhat szimultán 4fejjel, 4 darabon.
Ezt kis Z távolsággal sokkal bonyolultabb elkészíteni.Itt minden méretnek alapos, és átgondolt oka van.
Elsősorban fa és műanyag, ahol nem számít pár tized, alura meg valószínűleg építek egy kisebbet.
-
#10911
soldi3r
veterán
BloodPandus
#10910
soldi3r
veterán
válasz
BloodPandus
#10910
üzenetére
Csak igy nem tul stabil a Z, alunal mar szerintem hasznalhatatlanul pontatlan.
Csak az a baj, hogy a leptetomotor karakterisztikaja nem igenyli az attetelt, sot, epp ellenkezoleg.
A 25.000 hogy jott ki? Nem lattam az orsot, mekkora menetemelkedese van? Hobbyban mar a 8-10.000 is szep es egyben kihasznalhatatlan, max lezeren. -
#10908
soldi3r
veterán
BloodPandus
#10907
soldi3r
veterán
válasz
BloodPandus
#10907
üzenetére
Nagyon magasan van a Z.
Miert vannak attetelezve a leptecsek? -
#10907
BloodPandus
csendes tag
BloodPandus
csendes tag
Sziasztok.
Bocs, hogy csak beböffenek ide, de muszály dicsekednem az elmúlt 2 hónap garázsban lakásom eredményével...
https://www.youtube.com/channel/UC2HZDkgZn1xitUtNcb7AkfQ
Várom az építő jellegű hozzászólásokat ott...
-
zeee
senior tag
Képként nem engedte, linkben igen, de látom fejjel lefele tette fel! Agyrém ipad-ről használni a prohardvert. Az enyémen legalábbis az. No mindegy. Szóval annyira nem vágom az nct ezen részét, illetve nagyon minimálisat dolgoztam eddig rajta, a programozás az döcög. az ilyen agyalós dolgokat viszont imádom. Szerintem sokkal jobb a horony marás így, mint a gyári meg nem mondom melyik G kódos ciklus.
-
zeee
senior tag
Valaki tudna segíteni hogy hogyan kell NCT-n makró programokat létrehozni és azokat meghívni? Készítettem pár uniprogramot, horonymarás, szögben fúrás, osztókörön furatmarásra, stb, csak a fejlécet kell kitölteni, a számoltatásokat pedig makróként szeretném meghívni. Jómagam nem sokat dolgoztam nct-n.
Így nézne ki a fejléc, avagy ciklus, pl horony marásnál. Ami a zárójeles szagatott vonal alatt van, az már a makró lenne
-
asdfghjk1
csendes tag
Sziasztok,
látom, mások is próbálkoztak már több-kevesebb sikerrel gépidőt szerezni itt. Nekem is erre lenne szükségem. Nem tudok sokat rászánni, de egyáltalán nem tartom elképzelhetetlennek, hogy valakinek így is kiad egy jó óradíjat - egyébként meg bocs, hogy titeket zaklattalak. Annak is nagyon örülnék, ha tudnátok ajánlani valakit, aki el tudja végezni.
Két precíziós megmunkálási feladatra keresek lehetőséget:
1. Egyszerű marás: 20x40 mm keresztmetszetű, bőven 2000 N/mm^2 alatti jellegű (lapos)acél hasábba 30 mm szélességű hosszirányú sarokmarás/derékszögű homlokmarás 3 mm mélységben, a gyökében r <= 0.6 mm. Igazság szerint azt is el tudnám viselni, ha folyóméterben lehetne venni, de min. 300, max. 700 mm hosszban lenne rá szükségem, összesen kb. 2000 mm-re. Lehet, hogy egy fogásvétellel is meg lehet csinálni modern szerszámmal, persze jólesne az alacsony felületi érdesség. Tűréseket szándékosan nem írtam, mert a definiált méretektől +/- 0.5-tel simán el lehet térni, a váll pedig úgyse lesz pontosabb a gép szánjánál.
Bónuszként 2-3 sor (40-es és/vagy 60-as osztással) átmenő- vagy zsákfuratot is kell készíteni, amit akár én is meg tudok csinálni, ha úgy többször annyiba kerül.
Per pillanat finommart/köszörült preci laposacélokból tudnám csavarozással összeállítani ezt a rendkívül bonyolult alkatrészt, 1000 mm-re vetítve kb. 20000 Ft-os anyagköltséggel. Ez már egyébként így is vetekszik a rá kerülő görgős lineáris sínek árával. Tengernyi furat és menet kéne raknom bele.2. Jó kis esztergálás, kiesztergálás vagy mill-turn, két különböző munkadarabon, orsóházakról van szó: az előzőhöz hasonló, akár ugyanolyan, akár kicsit fickósabb 60x60 és 100x100 mm keresztmetszetű, 100 és 150 mm hosszú acél hasábokba tengelyirányban tűrésezetlen, ~35 ill. ~60 mm átmérőjű furat kerül. Az igazi élményről a két végén levő csapágyhely (az egyik végén egy pár ferde hatásvonalúnak (d42 ill. d68), aminek IT5 tűrést adnak meg - konkrétan K5 -, a másiknál közel sem ennyire vészes a helyzet) gondoskodna. Legalább a finomabbik végén kelleni fog egy homlokesztergálás is. Ha ellenorsó nélküli esztergára tudna csak kerülni, végig is lehet fúrva ugyanezzel az átmérővel, a távtartót már meg tudom oldani.
Ezeket sajnos én nem tudom megcsinálni semmiféleképpen, még több felfogásból sem, az ráadásul az egytengelyűség miatt sem lenne az igazi.
Az első tételnél 5 db-ra olyan ajánlatokat kaptam (két sor M4-gyel), hogy több ezres órabérben fúrnám a meneteket, amit hajlandó vagyok bevállalni.
A másodikra csak sajnálkozva elutasítást kaptam mindenhonnan.
Anyagot tudok biztosítani, de hálás lennék egy ajánlatért arra is.
Köszönöm!
Üdv,
Gábor -

laychi
veterán
Üdv.
Lenne egy csak részben a topichoz tartozó kérdésem(vagy talán off)
Van a cégnél egy Amada FO MII RI 2015 lézervágó gép,volt mellé egy speciális racsnis csavarhúzó a supportchuck hernyócsavarjait meghúzni.
Ez,amikor eléggé meg volt húzva a csavar, el kezdett racsnizni,hogy ne szakíthassuk meg a menetet.
Sajnos már egyéb okok miatt nem áll rendelkezésre ez a spéci szerszám,ezért szeretnénk beszerezni 1-2 db-ot.
Ha esetleg tudja valaki,hogy mi a neve,vagy hol lehet beszerezni,az kérem írjon PM-et.
Előre is köszönjük.(helyileg németországban vagyunk,de linkek jöhetnek,ha már név,cikkszám van,akkor talán tudok találni,vagy rendelni valahonnan)
JA!! még annyi,hogy mágneses bitfejes volt.








 Kozben latom, h a Cimco is tudja a dolgot, majd ha odakerulok, ranezek ezekre!
Kozben latom, h a Cimco is tudja a dolgot, majd ha odakerulok, ranezek ezekre!














![;]](http://cdn.rios.hu/dl/s/v1.gif)










Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!
- One mobilszolgáltatások
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- Politika
- Tudományos Pandémia Klub
- Milyen egeret válasszak?
- EA Sports WRC '23
- Tőzsde és gazdaság
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Peugeot, Citroën topik
- További aktív témák...
- Apple iPhone 15 Pro 128GB,Újszerű,Dobozával,12 hónap garanciával
- Csere-Beszámítás! Számítógép PC Játékra! Intel I7 6700/ RX 580 8GB / 32GB DDR4 / 500GB SSD
- BESZÁMÍTÁS! Gigabyte B760M i5 14600KF 32GB DDR4 1TB SSD RX 6700XT 12GB Zalman Z1 Plus Seasonic 650W
- Honor Magic7 Lite / 8/ 512 GB / Gyárifüggetlen / 12hó Garancia
- Telefon felvásárlás!! iPhone 14/iPhone 14 Plus/iPhone 14 Pro/iPhone 14 Pro Max
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest