- sziku69: Fűzzük össze a szavakat :)
- sziku69: Szólánc.
- Luck Dragon: Asszociációs játék. :)
- eBay-es kütyük kis pénzért
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Okos Otthon kezdőknek
- Elektromos rásegítésű kerékpárok
- Szoszo94: Xiaomi Mi Router 3G - Padavanra fel!
- vrob: Az utolsó DOS játékok 1996 - 1997-ben, egy korszak lezárul
- Magga: PLEX: multimédia az egész lakásban
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
Új hozzászólás Aktív témák
-

Szirty
őstag
válasz
 GaborNL
#7482
üzenetére
GaborNL
#7482
üzenetére
A program neve ProSave amivel a panel "programját le tudod menteni és másikra átrakni.
Innen pl. letöltheted de regisztrációhoz kötött.
Továbbá a ProSave programot tartalmazza a ProTool és a WinCC Flexible szoftver is ha esetleg ilyen van valamelyik gépre telepítve akkor ProSave is van.
Lényeges hogy a ProSave csak egy image-et ment le, vagyis nem szerkeszthető, és csak ugyanolyan panelre lehet visszarakni mint amilyenről le lett mentve.
-
Szirty
őstag
válasz
 Tomika86
#7476
üzenetére
Tomika86
#7476
üzenetére
Szia Tomika86!
Valóban WinCC-ről van szó és nem WinCC Flexible-ről?
A kettő teljesen más én meg nem szeretek üres köröket futni, de most feltételezem (megint) hogy WccF.Tedd a következőket:
Nyisd meg azt a screent amelyik csak a kulccsal nyitható meg.
A screen Visibility tulajdonságánál add meg hogy a screen csak akkor legyen látható ha az I4.0=1 (Object state: visible, Range from:1 to: 1 Type: integer)
Utána tegyél le egy szöveget ennek a screennek a közepére: "Csak programozó kulccsal elérhető". A szöveg hátterét válaszd átlátszatlanra, adj neki valami színt, esetleg keretet is, a méretezését kapcsold kézire (properties Layout auto sizing, pipa ki).
Lényeg hogy takarja el az egész képet vagy legalábbis azt a részét ahol vezérlő elemek vannak. Érdemes ezt a szöveget egy másik rétegre tenni amit kikapcsolsz, hogy szerkesztéskor ne zavarjon (a rétegek ki és bekapcsolása a runtime megjelenítésére nincs hatással).
Ezután válaszd ki ezt a szöveget és animation / visibility-nél állítsd be hogy akkor legyen látható ha I4.0=0 (Object state: hidden, Range from:1 to: 1, Type: integer).A fenti dolog hatása a következő:
Ha I4.0= false és a HMI arra a képre akar váltani amihez kell az I4.0, akkor nem vált át (egy rendszer üzenetben szól is).
Ha az I4.0 aktív és átváltottak a védett képre, de ekkor megszűnik az I4.0 akkor a védett kép a kijelzőn marad, de eltakarja a rajta levő dolgokat a fenti felirat. -
Szirty
őstag
válasz
 moseras
#7469
üzenetére
moseras
#7469
üzenetére
Szia moseras!
Köszönöm hogy gugliztál helyettem! Az én kísérleteim zsákutcába futottak. Kb 4 PDF-et töltöttem le (mind eltérő kicsit).
Igen megtaláltam a C001 paramétert is mint setpoint source.
Mindegyik doksiban amit leszedtem ez áll: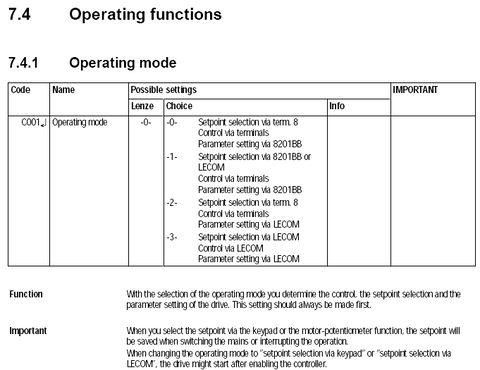
Sehol nem volt szó AIF-ról meg 233x modulról

A LECOM-nál dobtam le a szíjat...Ha még kéznél van a link bedobnád ide hogy ezt a PDF-et leszedhessem?
Nagyon köszönöm a segítséget!
-
Szirty
őstag
Sziasztok!
Van valaki aki ismeri a Lenze 8200-as sorozatú frekvenciaváltókat?
Milyen paramétert nézegessek hogy rávegyem arra hogy a setpointot (motor sebességet) ne a 8-as terminálon várja (analóg bemenet) hanem a készülékre rakott EMF2131IB profibus modul határozza azt meg?Jó, tudom hogy google meg RTFM, nézegetem is a doksit, de valahogy nem áll össze a kép.
LECOM modult emleget, ami egy RS232/485 vagy száloptikás komm. modul, meg PID controller setpointot (nekem nem az kell).A probléma előzménye hogy egy ilyen készülék tönkrement, a paraméterei elvesztek, az újat működésre kellene bírni.
-
Szirty
őstag
válasz
 ratkaics
#7445
üzenetére
ratkaics
#7445
üzenetére
Szia!
Kérdés mit tekintesz "fizikai" ki és bemenetnek. Pl. egy terepi buszos frekvenciaváltó az? És ha igen hány ki és bemenetnek tekinted? Több I/O címet is elfoglal.

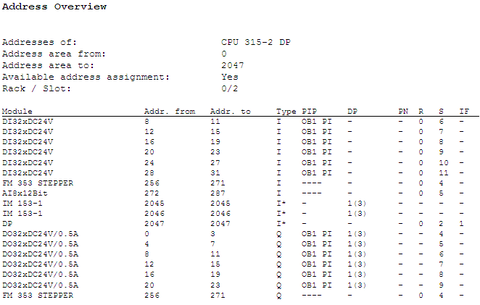
Szóval a hardver konfigban kérj address overview-ot (CtrlU). Az kilistázza az összes lefoglalt címet tételesen és kiírja mi melyikhez tartozik:
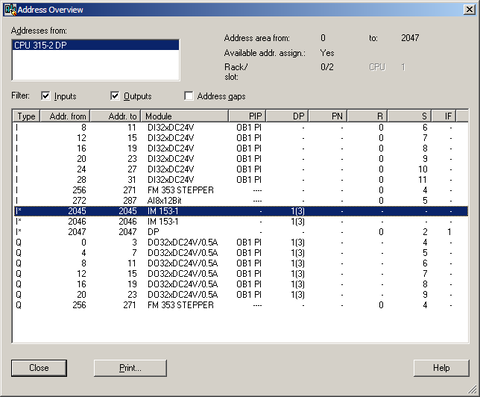
Nyomtatásban is kérheted, akkor ilyet kapsz:
-
Szirty
őstag
válasz
 crucified
#7436
üzenetére
crucified
#7436
üzenetére
Szia!
A profibusz mindkét végén a lezárást ON-ba kell kapcsolni és az összes többi csatlakozónál ahol két kábel megy bele pedig OFF-ra.
Mindig!Ha csak lezárás nélkül hajlandó menni, akkor a csatlakozó rosszul van bekötve.
Ha így működik, akkor sem jó így, Időzített bomba. Gigantikusat lehet szívni (üzembiztonság terén) rosszul lezárt profibusszal. -
#7424
Szirty
őstag
Árpitallica
#7421
Szirty
őstag
válasz
 Árpitallica
#7421
üzenetére
Árpitallica
#7421
üzenetére
Szia!
Itt nézz szét:
Tartály töltés
Tolópad szimuláció S7-300/400-ra
Fúrógép szimuláció -
Szirty
őstag
válasz
 LejuJay
#7408
üzenetére
LejuJay
#7408
üzenetére
Szia!
Hát lesz itt egy kis bonyodalom azért....
Lényeges hogyan vezérli a PLC a frekvenciaváltót. 3 alapvető módon teheti:
- A PLC analóg kimenete be van kötve a frekvenciaváltó analóg bemenetére.
- A PLC és a frekvenciaváltó terepi buszon vagy egyéb adatkommunikációval (RS232, RS422, RS485) kommunikál egymással.
- A PLC digitális kimenetein keresztül a frekvenciaváltó digitális bemeneteire küld jeleket.Nem írtad melyik opció a tied, de tegyük fel hogy az utolsó.
spkkill írta hogy ezt csak be kell állítani a frekiváltón.
Igaz, de részletezném kicsit. Ha jól látom ez egy Siemens Sinamics V20. Egy paraméterben először meg kell határoznod hogy honnan vegye a referenciát a frekiváltó (P0719 Selection of command & frequency setpoint). Ha a fixed frequency-t választod (3) akkor még mindig két lehetőséged van. Eldöntheted hogy több bemenmet bit kombinációja válasszon frekvenciát 16 előre beállított paraméterből, vagy direkt módon egy digitális bemenet aktiválása egy beállított frekit írjon elő.
Ez utóbbi esetben ha egynél több bit aktív, akkor az egyszerre választott referenciák összeadódnak és a motor annyival fog menni. Az előbbi esetben a bitek kombinációja választ, így egynél többet nem lehet választani.A fixed frequency minden választott frekvenciája egy külön paraméterbe írandó (P1001-P1015).
természetesen ehhez a digitális bemenetek funkcióját meghatározó paramétereket is be kell állítani (P701, P702, stb). -
#7399
Szirty
őstag
Rigor Mortis
#7397
Szirty
őstag
-
Szirty
őstag
Szia!
Igen, ha van rajta ethernet akkor azon keresztül programozható.
Ha kijelző is van rajta akkor PC és kábel nélkül is, bár az nehézkes."A pontos típus: LOGO! 230RCEo."
A pontos típushoz tartozik az a kód ami ilyesmi: 0BA7 vagy 0BA8 stb. Ez azonosítja pontosan melyik változat.
-
Szirty
őstag
válasz
Tomika86
#7383
üzenetére
Számomra zavaros és nem érthető amit írsz!
Nem tudom miért emlegeted az Event-et, azzal mit akarsz. Azt sem értem mi az a "másik bit" az mit csinál és mi set-eli."Ezt kérdeztem, hogy a kapcsolónak a kézzel való kapcsolását ki lehet-e kapcsolni, hogy csak a program váltsa át, én ne tudjam."
Én meg azt válaszoltam hogy ha csak visszajelzés kell akkor használj symbolic IO field-et!
Mert az való erre nem a kapcsoó vagy a nyomógomb.Ui.: Animnation / Enable object-tel tiltható a kapcsoló működése de kell hozzá tag.
-
Szirty
őstag
válasz
Tomika86
#7379
üzenetére
Már bocsánat, de azt írtad van egy gombod amit ha megnyomsz egyszer bekapcsol egy bitet ha mégegyszer akkor meg kikapcsolja a bitet és szeretnéd ezt visszajeleztetni szöveggel.
Erre írtam egy megoldást.
"de ettől még lehet kapcsolni a kapcsolót kézzel"
Hát hogy a viharba ne lehetne kapcsolni a kapcsolót, az a dolga?
Most már fogalmam sincs mit szeretnél.
Ha csak szöveggel akarod visszajeleztetni egy bit állapotát, de nem akarod hogy át lehessen kapcsolni (mert mondjuk a PLC módosítja és nem a HMI) akkor használj "Symbolic IO Field"-et!
Bit esetén nem kell hozzá text listet sem kreálni ha átállítod a "mode" paraméterét "Two states"-re.(Most ment el a kedvem néhány hónapra a válasz írogatástól...)
-
Szirty
őstag
válasz
Tomika86
#7377
üzenetére
Szia!
Szerintem:
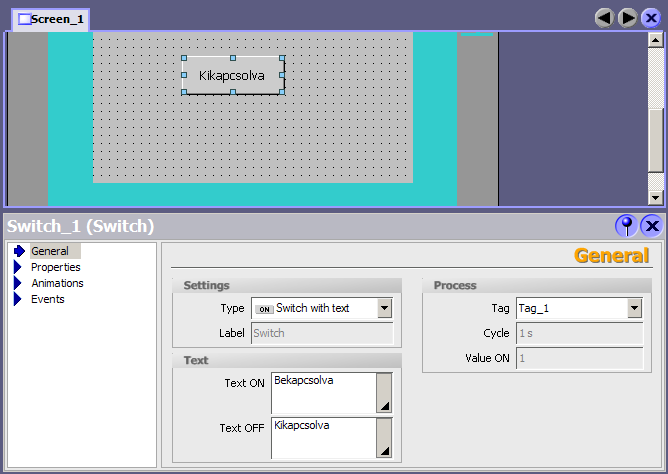
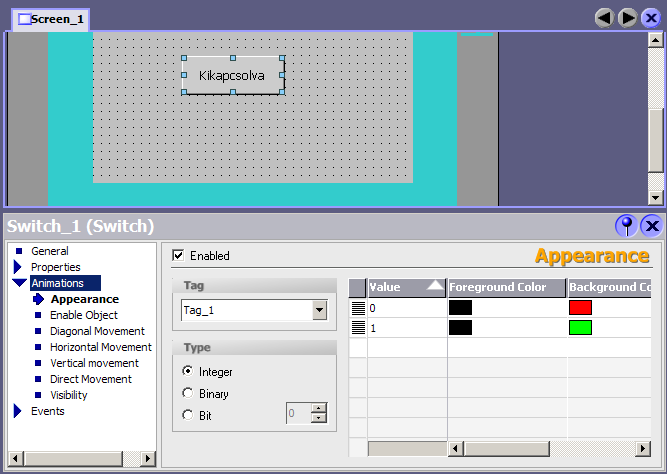
Leraksz egy Switch-et.
Type-nál beállítod hogy: "Switch with text"
Process Tag-nél beállítod a bitet amit kapcsolni / kijelezni akarsz
A Text ON mezőhöz beírod mi legyen a felirata amikor a process tag 1
A Text OFF mezőhöz beírod mi legyen a felirata amikor a process tag 0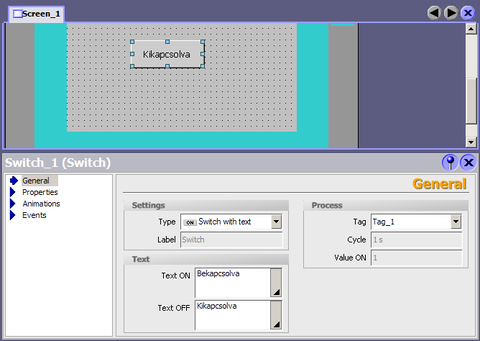
Ha azt akarod hogy a színe is mutassa az illető bit állapotát, akkor az Animations / Appearance-nél hozzárendeled a két állapothoz kívánt színeket, ahol ugyanazt a tag-et adod meg.
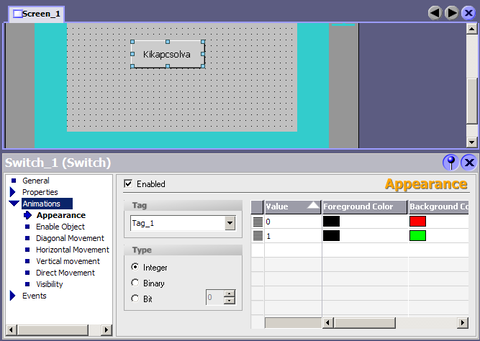
Events-hez nem kell semmi.
Így a bit a gomb (ami valójában switch) megnyomására 1-be vált, újboli megnyomásra 0-ba vált, ennek megfelelően változik rajta a felirat és a színe.
-
Szirty
őstag
-
#7369
Szirty
őstag
darkengurry
#7368
Szirty
őstag
válasz
 darkengurry
#7368
üzenetére
darkengurry
#7368
üzenetére
"Feltételezem a létra diagramnak az alapelvei mindenhol ugyanazok."
Azok igen, a "kondenzátor" mindenhol NO érintkezőt takar, a "zárlatos kondenzátor" meg NC érintkezőt.
Viszont speciális utasítások (pl. adatmozgatás, összehasonlítás, mat. műveletek, rendszer funkciók) de még az időzítők, számlálók is alapvetően eltérhetnek.
Nem beszélve a teljesen eltérő címzésmódokról, adatterületekről, stb. -
#7338
Szirty
őstag
Miertvansote
#7337
Szirty
őstag
válasz
 Miertvansote
#7337
üzenetére
Miertvansote
#7337
üzenetére
Létradiagramban tömb és adat kezelés?
Kiváló ötlet! Mi baj lehetne? -
#7332
Szirty
őstag
tooomikaaa01
#7331
Szirty
őstag
válasz
 tooomikaaa01
#7331
üzenetére
tooomikaaa01
#7331
üzenetére
Basic panelek nem tudják. Ha ilyened van felejtsd el a smart acces/smart servert!
-
Szirty
őstag
Szia!
Igen, analóg bemenettel elvileg elég jól szét tudod választani hogy arra az egy vonalra kötött gombok közül melyik lett megnyomva. Pl. 0-10V-os bemenetekkel. Egy ellenállás osztót kell kialakítani, aminek az egyik tagja fix, a másik pedig gombonként változó és a bejövő feszültséggel tudod azonosítani melyiket nyomták meg.
Gond akkor van ha egyszerre többet is megnyomnak, illetve lehet hogy az nem gond, mert akkor nem lesz azonosítva a gomb."A másik probléma hogy amelyik gomb nyomva van az ott lévő elektromos zár kivételével az összes többit működtetni kellene."
Erre az lehet a megoldás, hogy amikor megnyomnak egy gombot, a bejövő feszültség szint azonosítja melyiket, akkor a PLC kiad egy nyitást a kimeneti vonalon.
De hogy ne nyíljon ki ettől az összes zár csak az amelyik gombot nyomják, a megnyomott gombra kell még egy NO érintkező ami sorba van kötve a gombhoz tartozó zárral. Így csak az nyílik ki amelyiket épp nyomják. -
Szirty
őstag
-
Szirty
őstag
"Az első mondatod nem teljesen igaz, mert ott az M-es terület! "
Sőt ott az I terület is. Meg a Q, No meg a PI, a PQ...
Igazából csak definíció kérdése és nincs éles határ sem, mert igaz hogy a DB-kre nem lehet hivatkozni amíg azt létre nem hoztuk, de maga a memória a HW-ben ott van azért.
No meg az M-es (és többi) területre hivatkozás is úgy megy hogy be kell írni a symbol táblába (kvázi deklarálni kell, csak másképpen). -
Szirty
őstag
válasz
 jmarcell
#7304
üzenetére
jmarcell
#7304
üzenetére
Ha mindegyik panel comfort panel lenne meg lehetne csinálni.
A funkció neve SmartAccess (ezt kell bekapcsolni a device settings-nél. (Egyébként közönséges VNC-vel is elérhető)A basic panelekben viszont nincs ilyen funkció épp azért mert basic (butított / egyszerűsített).
-
Szirty
őstag
Helló!
Mehetsz iskolába, szinte csak fölösleges, elavult dolgokat fognak tanítani aminek nem sok hasznát veszed, de lesz papírod tudásos és gyakorlatod meg nem.
Mehetsz OKJ-s képzésre, ahol azt gondolják egy szakmát pár hetes képzéssel el lehet sajátítani. Sok pénzt fizetsz egy papírért
Csinálhatod magad is autodidakta módon, egy darabig el lehet jutni nagyon sok időbe kerül és egy bizonyos szint fölött így nem lehet gyakorlatot szerezni, mert senkinek nincs otthon komplex terepi buszrendszere, ipari gépe, szervóhajtása. Persze lehet olvasni is sokat, rengeteget, azzal viszont csak elméleti tudást szerzel ha sikerül feldolgozni az olvasottakat.
Vagy elmehetsz egy gyártó speciális képzésére, ahol minden megvan a tanuláshoz és gyakorláshoz. Ám igen sokba kerül és elég sok alap tudást feltételez.
Vagy egy olyan munkahelyet fogsz ki ahol minden feltétel adott a tanuláshoz (idő, eszközök, berendezések, szoftverek és kellő szakmai segítség). Ehhez is kell pár év és meglehetősen nagy szerencse.
-
Szirty
őstag
válasz
jmarcell
#7290
üzenetére
Szia!
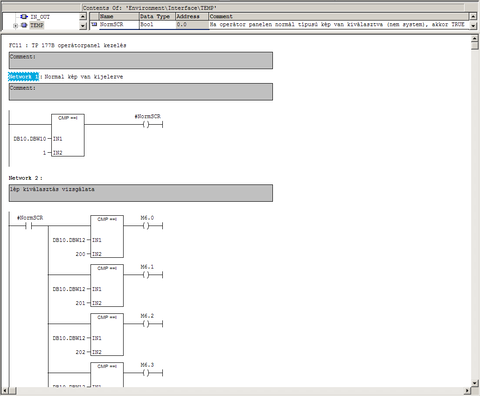
Gondolom nem WinCC-ről van szó, hanem WinCC Flexible-ről (nagyon nem mindegy, az egyik SCADA, a másik HMI szoftver).
A kijelzőn megjelenített screen számát a PLC-ben a WinccF Screen Number areapointer segítségével lehet megtudni. Más módszer is van, de én ezt javaslom:
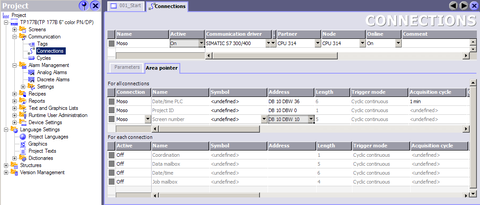
Ez öt word-öt ír a megadott címmel kezdődő területre:

Amit összehasonlítással tudsz a programban kezelni:
-
Szirty
őstag
Szia!
Tehát a példa lényege az, hogy van egy ciklus, ami lefut ötször. és egy változóhoz az ötöt négyszer hozzáadja.
"6 és 7.sorban, ha 2 L (load) követi egymást, akkor az értékük összeadódik?"
Nem. Nézd meg mit csinál a Load utasítás!
Két akkumulátor van (ACCU1 és ACCU2).
A Load mindig átrakja az ACCU1 tartalmát az ACCU2-be, a Load operandusa kerül az ACCU1-be."kérdésem az lenne, hogy mit jelent a 8.sorban a "+l""
A +I összeadja az ACCU1 éa ACCU2 tartalmát integernek tekintve azokat, majd az eredményt az ACCU1-be rakja.
Tegyük fel, hogy össze akarod adni a 74-et a 86-al és az eredményt az MW20-ba szeretnéd tárolni. Ez így nézne ki:
L 74
L 86
+I
T MW20"hol/hogyan léptetik a hurokszámlálót?)"
A ciklus számlálót a LOOP utasítás intézi, ami megint csak az ACCu1-ben van. És megint csak azt javaslom hogy nézd meg mit csinál az utasítás (HELP hasznos)!
-
Szirty
őstag
válasz
Tomika86
#7278
üzenetére
Szia!
Ez már egy másik sztori? Mert az előző kérdésben felvetett 50 bites léptetés messze túlmutat egy duplaszó terjedelmén.
De egyébként igen, mindkét megoldásnál (duplaszó léptetésnél és 50 bit léptetésnél is) bármelyik "közbenső" bit állapota lekérdezhető, nem csak a kieső bité.csak épp eredendően más megoldást kíván.
Duplaszó esetében sokkal egyszerűbb.De ha pontosabban megfogalmazod mit szeretnél és leírod van-e köze az előző kérdésedhez (és ha van akkor mi az) megcsinálom ha lesz rá időm.
-
Szirty
őstag
válasz
Tomika86
#7271
üzenetére
Pl úgy hogy írsz rá egy FB-t.
Itt egy példa:
Az FB interface része: IN
Az FB interface része: STAT

A kód (a példában FB2 a blokk száma):
A #Leptet
FP #IMPTMP
JCN END
L 49
T #Index
L001: L #Index
L 1
-I
LAR1
L P##Bit_Array
+AR1
A DIX [AR1,P#0.0]
= DIX [AR1,P#0.1]
L #Index
L 1
-I
T #Index
L 0
<=I
JCN L001
END: A #Adat
L P##Bit_Array
LAR1
= DIX [AR1,P#0.0]
A DIX [AR1,P#6.1]
SAVEA hívása így fest:
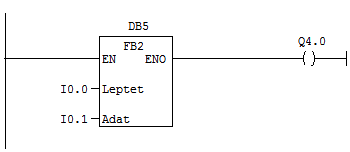
Az adatbemenet nem élvezérelt, de a léptetés igen...
A blokk adatkimenete az ENO. A példában a Q4.0 kimenetet kapcsolja. Ez az ötvenedik, kieső bit állapotát adja. -
Szirty
őstag
válasz
ratkaics
#7263
üzenetére
Ennek több oka is lehet. Annyiból amennyi infót közöltél, csak találgatni lehet.
Leírok a lehetséges okok közül néhányat abban a sorrendben amelyikben szerintem legvalószínűbbek a te esetedben.
1.
Az illető merker bitet nem abszolút bit címre hivatkozva írja, hanem byte, word, dword címre hivatkozva.
Pl. ha az illető bit az M7.2, de a go to location nem talál erre írást, csak olvasást, de valahol írja az alábbiak közül valamelyiket: MB7, MW6, MW7, MD4, MD5, MD6, MD7 akkor mivel nincs bit címre hivatkozás írással ezért nem teszi a listába. De ha bekapcsolod a go to location ablakban az Overlapping access to memory areas kapcsolót, akkor azokat is megjeleníti.
Itt egy példa erre: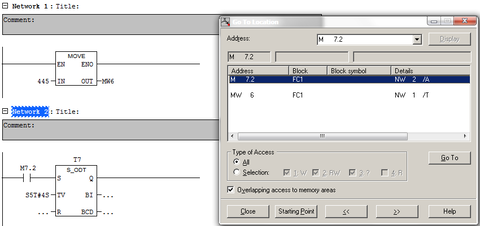
2.
A bitet indirekt módon írja valahol. Vagyis nem közvetlen címmel hivatkozik rá, hanem kiszámítja a címet. Az ilyen hivatkozásokat sem tartalmazza az xref, hiszen csak futás közben derül ki mi is lesz az a cím, és még akkor is a körülményektől függhet.3.
Rendszerfunkció is írhatja, amit szintén nem talál a keresztreferencia.
Pl. ha az illető bitet tartalmazó byte be van állítva mint clock memory byte.
Vagy akkor ha az illető bit egy olyan területen van amit érint egy BLKMOV vagy FILL rendszerhívás célterülete.4.
Valami más eszköz írja "kívülről)
Pl. terepi buszon keresztül ciklikusan írja egy periféria, egy másik PLC, egy HMI eszköz, stb. -
-
Szirty
őstag
Szia Dontra!
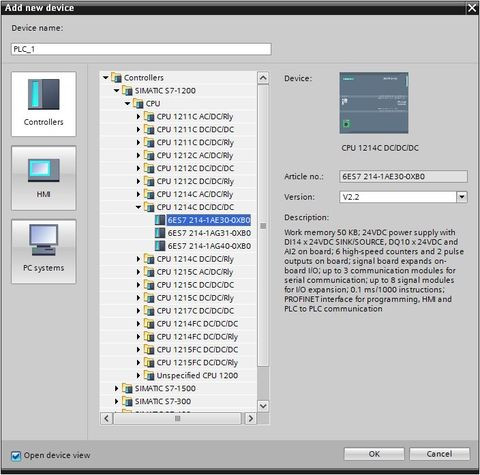
"honnan tudhatom meg, hogy a cpu mellé hány bővítést rakhatok."
Az eszköz leírásából megtudhatod, de mivel sok változat létezik, ezt onnan nem mindig egyszerű kihámozni.
Hasznos dolog a TIA selection tool, ami egy online (de offline formában is létező, letölthető) segédlet.Ezzel össze lehet állítani egy Siemens konfigrációt (a Logo-t is ismeri). Előnye hogy össze nem illő elemeket nem enged összerakni és figyelmeztet a szükséges kiegészítőkre.
Nem mondom hogy nem lehet tőle tanácstalan fejvakarást kapni, de egy kis gyakorlattal nagyon sok időt (és hibás megrendelések miatti veszteséget) meg lehet takarítani...
Próbáld ki! -
Szirty
őstag
válasz
ratkaics
#7235
üzenetére
Attól függ, hogy profinetest akarsz, vagy profibuszost.
Hogy 5 méterre lesz az I/O, vagy 250 méterre
Hogy szekrényen belüli IP védettségű is elég, vagy gépre szerelt verzió kell M8 vagy M12 csatlakozókkal
Hogy 10-20 I/O pont kell rá, vagy 1000-2000 I/O pont
Hogy analóg I/O-k kellenek vagy digitálisak
Hogy 24V-os megfelel, vagy 230V-os kell, AC legyen vagy DC, PNP vagy NPN?
Hogy digitális I/O-n 2A-t kell kapcsolni vagy 0.5A-tDe alapvetően bármelyik ismert gyártó termékpalettájáról szerintem nyugodtan választhatsz (pl. FESTO, Phoenix, WAGO, Siemens, Balluf, Pepperl, stb, stb) amelyiknek van a neked megfelelő műszaki paraméterekkel rendelkező gyártmánya.
-
Szirty
őstag
válasz
 JAGER 10
#7208
üzenetére
JAGER 10
#7208
üzenetére
Szia!
Kész oktató anyagot nem tudok sajnos.
"Valós koordináta adatok megvalósításához szükséges paraméterek beállításai" alatt pontosan mit kell érteni?
A szervó hajtás visszaad egy pozíció értéket (már ha terepi buszos vezérlésről van szó).
Abból lehet tudni hol van éppen.Vagy arra gondolsz hogy az encoderről olvasott inkrementumból hogy lesz mm távolság?
Vagy a szervó hajtás átszámolja, vagy neked kell a PLC-ben
Az előbbi esetben pár paraméter alapján történik a számítás. Meg kell adni pl. hogy forgó mozgást végez a hajtott szerkezet, vagy lineáris mozgást. Meg kell adni az áttételt, stb. -
Szirty
őstag
válasz
 molntomi
#7205
üzenetére
molntomi
#7205
üzenetére
Szia!
Ha jól értem, akkor az eredeti project ami a gyártótól van aktuális. Tehát a PLC-ben az a program és DB struktúra van, ami az offline projectben és a célod az, hogy a DB tartalmat aktualizáld a projectben,
Ha így van, akkor tedd a következőket:
1. Mentsd el az eredeti projectet megmaradjon érintetlenül.
2. Nyisd meg a gyári projectet
3. csatlakozz a PLC-hez online valamilyen interfésszel.
4. Nyisd meg a Simatic managerben az online ablakot (View/Online menü)
5. Az online blokk listában jelöld ki az összes kívént DB blokkot, majd jobb gomb COPY (vagy Ctrl-C)
6. Válts át az offline ablakra és ott a blokk listában jobb gomb PASTE (vagy Ctrl-V)Kérdezni fogja felülírja-e, mondj igent.
Elkezd tölteni.
Amikor kész nézz bele az offline DB blokkokba. Az adattartalmuk és a struktúrájuk azonos lesz a PLC-ben lévővel.
Ha a blokkot valaki szerkesztette (változót tett hozzá vagy törölt akkor a blokk megnyitásakor figyelmeztetni fog hogy a symbol infók nem stimmelnek, majd azt látod hogy minden sorban a symbol név STAT szöveggel kezdődik comment meg nincs.
Ha az eredeti project tényleg aktuális volt, akkor az eredeti symbol neveket és commenteket fogod látni és a DB offline adattartalma azonos lesz a mentéskor végzett pillanatnyi tartalommal. -
Szirty
őstag
A konvertálás következménye valószínűleg az lesz, hogy a legközelebbi rátöltésnél figyelmeztetni fog ugyanerre a verzió eltérésre. Átkonvertálta, de az már nem megy fel a HMI runtime-ra. Ez meg OS update-et fog kiváltani. Ezzel sincs gond, megcsinálja (bár van benn rizikó).
-
Szirty
őstag
Az automatikus összehasonlításra semmilyen lehetőség nincs, mivel a panel nem tárolja a forrás projectet, csak a lefordított, RT által futtathatót.
Persze elvileg megtehetnéd, hogy lemented ProSave-vel az eredeti image-et, majd rátöltöd a kérdéses projectet, majd azt is lemented ProSave-vel és bináris file összehasonlító programmal megnézed eltér-e a két bináris file egymástól.
Gyanítom azonban, hogy még ugyanazon project is mutatna eltérést, így ez a módszer aligha használható.
-
#7182
Szirty
őstag
Fortitude444
#7180
Szirty
őstag
válasz
 Fortitude444
#7180
üzenetére
Fortitude444
#7180
üzenetére
Telepíted a PC Adapter USB A2 drivert, az adapter bekerül a PC/PG interface listába.
Ott kiválasztod.
Utána működnie kell. -
Szirty
őstag
Nem kell hozzá semmi extra programozó interfész vagy kábel.
Etherneten keresztül programozható, debugolható.
Csak egy közönséges UTP ethernet patch kábel kell aminek a két végén RJ45 van.
Összeállítod a HW konfigot TIA-ban, adsz neki szabad helyi IP címet ugyanabban az alhálózatban amiben a PC-d van, megkeresteted TIA-val, rátöltöd. -
Szirty
őstag
válasz
crucified
#7141
üzenetére
"A gépek egymástól kb. 20 méterre vannak, tehát elvileg bármely kábelezés és protokol megoldható."
Jó de igazából itt nem csak a távolság számít, hanem inkább az hogy a gépek vezérlése miféle adatkapcsolat megvalósítására képes, milyen port van rajtuk.
Heterogén-e a rendszer, vagy ahány gép annyiféle vezérlő ("legjobb" ha van közte kínai is) stb. Én ezeket mérném fel először. -
Szirty
őstag
válasz
crucified
#7139
üzenetére
Nem biztos hogy adatgyűjtésre egy PLC a jó választás. Annak inkább vezérlési feladatok a testhez álló feladatok, adatgyűjtésre, kezelésre jobb talán egy mini PC, valamilyen SCADA vagy HMI rendszer, esetleg egyedi program.
Első körben azt érdemes megvizsgálni, hogy milyen módon építhető ki a kapcsolat az adatgyűjtő és a gépek vezérlői között. Beleértve a kábelezést, a protokolt, a kapcsolat fizikai módját (ethernet/UTP, RS485, stb).
-
Szirty
őstag
válasz
 vtomcsire
#7136
üzenetére
vtomcsire
#7136
üzenetére
Szia!
Én óvatosabb lennék azzal a kijelentéssel hogy visszafele kompatibilisek egymással.
Eleve háromféle HMI szoftver van (ProTool, WinCC Felxible, TIA WinCC). Ennek megfelelően a HMI-knek meg van három csoportja ami az adott szoftverrel kezelhető. Ezek között vannak átfedések.
Van olyan HMI típus anelyik kétféle szoftverrel is kezelhető. Pl. KTP BASIC panelek WinCCF-el és TIA WinCC-vel is kezelhetők. De pl. a WinCCF és ProTool között ilyen átfedés nincs.
Ugyanakkor a ProTool panelek is két csoportba oszthatók, mert vannak Windows alapúak (77-es sorozat) és nem windows alapúak (7-es sorozat). Az utóbbiak további két csoportba oszthatók, mert vannak karakteres kijelzővel rendelkezők és grafikus kijelzővel rendelkezők, melyek közül az utóbbiak további két csoportra oszthatók, mert vannak színes és monokróm változatok.
Arról nem is beszélve, hogy az egész családban, amik grafikusak, vannak nyomógombos és érintőpaneles változatok, melyek közül az utóbbiak két csoportba oszthatók, mivel vannak olyan érintő paneles típusok, amin gombok is vannak!Na most a szoftver tud migrálni a korábbi változatról bizonyos feltételekkel. Pl. a ProTool project beolvasható WinCCF bizonyos változataival (2007, 2008SP1, stb). Bizonyos változataival azonban NEM (pl. WinccF 2008 SP2). Továbbo a WinCCF egyes SP verzió sem kompatibilisek egymással, bár bizonyos verziók beolvassák bizonyos korábbi verziókkal készült projectet, de nem bármelyiket.
De pl. TIA WinCC-vel esélytelen ProTool projectet beolvasni, mert arra nem képes.
Amúgy is furcsán nézne ki egy OP27-ről komfort panelre átrakott project.
Arról nem is beszélve hogy a nyomógombos HMI pérojectet hogyan tudnád használni egy touch panelen.
No meg ott van még a felbontás problémája, hiszen a grafikus panelek különböző felbontásúak. Nehezen tudnék elképzelni egy régi, színes 800x600-as panelről áttöltött projectet egy újabb 320x240 felbontású monokróm panelen.A fentiek miatt ha valaki azt állítja hogy ""a Siemens komponensek visszafelé kompatibilisek" akkor annak eddig könnyű élete volt...
-
Szirty
őstag
válasz
molntomi
#7133
üzenetére
Egészen biztos hogy rá tudod tölteni ugyanazt a projectet tölteni mindkettőre WinCCF-ből.
Hogy az egyikről lementett image backup (pl. Prosave) a másikra felmegy-e azt nem tudom, szerintem igen.Ha a verzió tér el, akkor a WinCCF project töltés előtt a verzió egyeztetés után figyelmeztet hogy OS update kell és megkérdezi hogy megcsinálja-e.
Ha igent nyomsz megcsinálja és átmegy a project, ha nem-et, akkor kilép.OS update elég hosszadalmas és ha közben megszakad (pl. "erase flash" közbel emegy a HMI tápja, akkor nem bootol be utána szóval abban van egy kis kockázat. Helyrehozható az is, de körülményes lehet a dolog).
Ha az order number kibontását akarod tanulmányozni, akkor a MLFB numbering system nevű dokumentumot keresd (Machine-Readable Product Designation).
Regisztrációhoz kötött, de letölthető a Siemens-től. Bár szerintem sokat abból sem fogsz megtudni az utolsó számjegy jelentésével kapcsolatban. -
#7132
Szirty
őstag
InFlames86
#7131
Szirty
őstag
válasz
 InFlames86
#7131
üzenetére
InFlames86
#7131
üzenetére
Szia!
"Rég beszéltünk"
Mert nem tolod az IRC-t...
Egy A2-es nekem is jól jönne. Vettem e-bay-en egy kínai utánzatot, amit PC adapter USB A2 néven hirdettek.
Persze tudom én hogy ebben van némi kockázat, de nem volt drága, gondoltam próba-szerencse.
Meg is jött, ahogy kell. Teljesen úgy néz ki mint a Siemens: tokozás, csatlakozók, forma, színek, LED-ek, kábelek, stb. A belseje azonban teljesen újra van alkotva. Egy ATMEL próbálja utánozni az eredeti működését
Mint kiderült ezt több-kevesebb sikerrel teszi.Az első érdekesség ami szembe jött a próbálgatásoknál, hogy bár A2 néven hirdeti és az A2-nél is ezt is az USB port táplálja meg a PC felől, nem a 24V az MPI/DP felől (ami nagy előny tud lenni amúgy) de nem az A2 drivereit csomagolták mellé.
Mint kiderült az eszköz a régi PC Adapter USB eszközt szimulálja. A drivere sem saját, hanem az eredeti Siemens driverrel működik.
...már amikor működik.Kipróbáltam többféle környezetben, még S7-200-al is (PPI). A legtöbb esetben 300/400-asokkal működik (leginkább amikor MPI a kapcsolat és csak egy PLC van a buszon.
Amikor azonban profibusszal kerül szembe amin 10-20 eszköz is lóg még a PLC mellett, már gondok vannak. Nem veszi fel a kapcsolatot, nem látja a PLC-t és a drivert befagyasztja.
Maga az eszköz is képes befagyni. Normál MPI buszos működés közben elveszti a kapcsolatot és újraindításig nem is áll helyre.
Virtuális gépről nem tudom elérni, nem használható így (a gyári PC adapternek ezzel nincs gondja).Szóval nem mondom hogy teljesen használhatatlan, de közel sem tökéletes.
Ami azért nagy gond, mert ha el kell menni a egy ismeretlen géphez vele, nem tudhatom előre hogy hajlandó lesz-e kommunikálni a PLC-vel az ottani körülmények között vagy nem. Ami elég kellemetlen több órás utazás után... No mind1 ez van. -
#7130
Szirty
őstag
InFlames86
#7129
Szirty
őstag
válasz
InFlames86
#7129
üzenetére
Szia!
Gyárilag újonnan Siemens-től 120e körül volt. Most már nem nagyon lehet kapni, PC adapter USB A2 van helyette.
Sajnos ipari cuccokat "maszekon" még újonnan bontatlan csomagolásban is kb az eredeti ár max feléért megy el.
De megnézed mások mennyiért adják és annak alapján belövöd az árát. -
-
Szirty
őstag
Szia!
Erről nem nagyon tudok nyilatkozni.
Nyilván embere válogatja (és néha nem kis mértékben a körülmények) hogyan áll hozzá a dologhoz valaki.
Az hogy ha valakinek "nagy az arca" nem szimpatikus tulajdonság még akkor sem ha van mire.
Úgy gondolom kellő alázattal kell hozzáállni a világ dolgaihoz.Nem hiszem hogy egy PLC programot nem lehet jól megcsinálni. Viszont van az a helyzet amikor nem lehet jól és megbízható gépet csinálni aminek nem a program vagy a programozó az oka, hanem a nem megfelelő tervezés vagy a túlzott spórolás (a kelleténél kevesebb vagy rosszabb minőségű szenzor, vagy mindkettő).
Egy gép megbízhatóságát a hardver, a szoftver, valamint a megfelelő használat csak együtt tudja biztosítani. Nem elég ha csak az egyik jó!
Minden szakmában lehet barmolni. Még orvosként is. Ugyanakkor kertészkedni is lehet profi módon.PLC programozás terén ugyanúgy vannak kemény feladatok, meg akadnak könnyűek is.
-
Szirty
őstag
Szia!
Előny ha rendelkezel valamilyen elektronikai, automatizálási, mechatronikai ismerettel.
Azt javaslom előbb ismerd meg a PLC feladatait, nézd meg milyen területen alkalmazzák őket.
Ismerd meg az S7 rendszer jellemzőit:
Hardver felépítés, a különböző CPU típusok és változatok, a használható perifériák, I/O egységek választéka, program kezelés, szervező és program blokkok, adatkezelés, adatblokkok, címzési módok és adatterületek, hibakezelés, digitális és analóg I/O-k kezelése, később terepi buszok alkalmazási területe, profibusz, profinet kezelés, buszos eszközök kezelése, távoli I/O-k, HMI-k és megjelenítő rendszerek, HMI-k kezelése stb.Ezután jöhet a fejlesztői környezettel való és utasításokkal való ismerkedés, példa/teszt programok írása, kipróbálása. Ez utóbbit bizonyos fokig PLC szimulátorral is meg lehet tenni.
Javasolt irodalom az általad is említett temérdeken kívül (így hirtelen összeguglizva):
S7 alapismeretek
S7-300 programozás
S7 adattípusok
S7 LAD utasítások
ProgramozásIlletve javaslom a saját web oldalam ahol igaz csak részinformációk vannak, de hasznos lehet. Mint pl.
analóg jelek kezelés, időzítők és időmérési módszerek, hibakezelő blokkok, S7 tipp gyűjtemény, stb.Persze lehet tanfolyamra is menni a Siemens-hez. Rendkívül alapos és hatékony de magánembernek túl drága...
Arra számíts hogy más világ mint a PC programozás magas szintű OOP nyelven. Eltérő gondolkodásmódot igényel. Azt pedig vagy szeretni fogod vagy pedig nagyon utálni.
Állj hozzá kíváncsian és nyíltan, hagyd hátra a már kialakult elvárásaid és megszokásaid. -
Szirty
őstag
válasz
crucified
#7102
üzenetére
Szia!
Igen a save / save as menüparanccsal csak file-ba tudod menteni. Ha online módosítod a programot pl. úgy hpogy megnyitod az accessible nodes-t majd a CPU-t végül a blokkot, akkor csak download kell hogy a PLC-be kerüljön.
De a PLC-ben lévő blokkokat el tudod menteni file-ba úgy is ha az eredeti project nincs meg.
Erre jó a PLC / Upload station to PG menöparancs.Vagy létrehozol egy üres projectet, abba teszel egy CPUt (lehetőleg ugyanolyat mint amelyiket menteni akarod. Megnyitod az üres project blokk listáját, majd online a PLC blokk listáját.
A PLC online blokkokat tetszés szerint átmásolhatod az ürs projectbe copy/paste módszerrel: Online blokkot kijelölöd, CtrlC, átváltasz offline blokklistára és Vtrl-V.
De ilyenkor csak a kijelölt blokkok jönnek át értelemszerűen a HW konfig nem. Upload stationnal az is jön."Ahogy tudom a CF kártyán ott a komplett project, amit ha jól tudom az RCS Commander-el lehet elérni."
MC kártya van a régi CPU-kban (nem CF). Az újakban meg MMC.
Ha a CPU régi MC kártyás, akkor abban még háttértelep van. Azoknál van olyan lehetőség hogy a programot rámásolod a kártyára Simatic manager PLC / Copy RAM to ROM menüparanccsal.
A futó program mindig RAM-ban van. Ennek tartalmát őrzi kikapcsoláskor az elem. A Copy RAM to ROM parancs után a program másolata a kártyára kerül.
Ha az elem kimerül és elmegy a tápfesz, akkor a legközelebbi bekapcsoláskor a CPU a kártyáról a RAM-ba tölti a mentett programot és azt futtatja.
Ezzel kapcsolatban két fontos dolgot kell tudni:1.: Ha a copy RAM to ROM után a programot módosítják, az a RAM-ban lesz csak módosítva, a ROM-ban nem, ahhoz újra végre kell hajtani a copa RAM to ROM funkciót. Ha ez nem történik meg, akkor amíg a RAM őrzi a tartalmát addig a módosított program fog futni, ám amikor az elem kimerül, visszatölti a régit a ROM-ból és a módosítás előtti változat fog futni.
2.: A DB tartalmak a másoláskor aktuális értékekkel kerülnek a ROM-ba. Ezért ha a program nem is változik de a DB tartalmak igen, akkor visszatöltéskor a mentéskori állapot kerül vissza. Az a vezérelt berendezés működését súlyosan is érintheti a kialakított program és a DB tartalom változásától függően (elfelejti hol tartott, beállítások változnak meg, stb).
-
Szirty
őstag
válasz
crucified
#7099
üzenetére
Szervusz!
"Létezik egy DB171, akkor elvileg azt is le kell töltenem ha jól értem?"
Ha a PLC-be küldöd az FB blokkot a PC-ről (Download) és az FB használ DB-t, akkor a helyes működéshez azt is le kell töltened a PLC-re, Ez csak akkor kötelező, ha a PLC-ben nincs program vagy a PC-n úgy módosítottad az FB blokkot, hogy IN, OUT, IN/OUT vagy STAT változót adtál hozzá, vettél el vagy valamelyik típusát módosítottad. Ilyenkor ugyanis az instance DB-t újra kell generálni és át kell küldeni az FB-vel együtt.
Hogy melyik DB-t használja, azt az FB hívásánál lehet megnézni."A STEP7 nem töltötte fel az FB-hez tarozó változók neveit, gondolom a letöltés után sem okoz ez majd problémát?"
Amikor a PLC-ben lévő project nincs meg, és áttöltöd onnan PC-re (upload) akkor a szimbólum neveket nem kapod meg, illetve elvesznek. Azokra a PLC működéséhez nincs szükség, így nem tárolja őket. Ilyen esetekben a rendszer ad nekik nevet (IN*** OUT*** STAT*** stb).
Ez a program megértését nehezíti, de a működésére nincs hatással. -
Szirty
őstag
válasz
 Dezső_38
#7089
üzenetére
Dezső_38
#7089
üzenetére
"Itt testre köti, alatta a szekrényben ismét."
Ez gyakori megoldás.
"Egy másik eszköznél pedig nincsen nyoma a testre kötésnek."
A DP csatlakozó úgy van kialakítva hogy mindenképpen testre köti az árnyékolást.
Kivéve persze ha csutkára visszanyírták benne a harisnyát. De akkor mechanikai tehermentesítés sincsen, szóval az valószínűleg látszana."Egy másik eszköznél pedig nincsen nyoma a testre kötésnek."
A CPU is leáll (CPU STOP)?
Egyébként jellemzően magától újracsatlakozik ilyenkor az eszköz. De attól is függ hogy van megírva a PLC-ben a buszhibák kezelése. -
Szirty
őstag
válasz
crucified
#7081
üzenetére
Aszimmetrikus (földhöz viszonyított) jeleknél lehet ez probléma a potenciálkülönbségek és ebből adódó kiegyenlítő áramok miatt.
Ha szabvány profibusz csatlakozókat használsz máshogy be sem tudod kötni. Árnyékolás minden csatlakozási ponton alapból megy a földpontra. Egyszerűen így van kialakítva a csatlakozó maga.
A jel egyébként galvanikusan leválasztott és szimmetrikus. -
Szirty
őstag
válasz
Dezső_38
#7079
üzenetére
Szia!
Minden kábelvégen az árnyékolást földre kell kötni.
Profibusznál nagyon fontos a helyes kábelezés.
Ez áll (nagyjából fontossági sorrendben):- A kábelvégek megfelelő lezárásából
- A kábelhossznak megfelelően választott adatsebességből
- "T" elágazásoktól mentes topológiából
- Megfelelő két eres árnyékolt csavart érpárt tartalmazó profibus-ra való kábelből
- Erősáramú kábelektől távol vezetett kábelnyomvonalból -
#7072
Szirty
őstag
Miertvansote
#7071
Szirty
őstag
válasz
Miertvansote
#7071
üzenetére
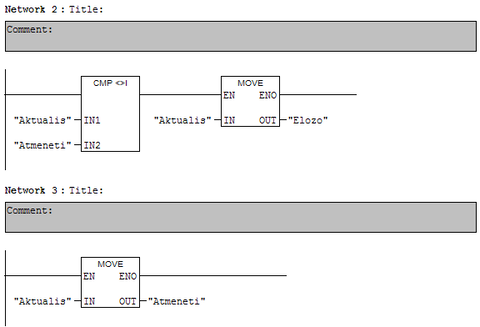
Tehát jön a random változó adat nevezzük "aktuális"-nak.
Szükség lesz egy átmeneti tárolóra, legyen a neve "átmeneti".
Továbbá kell egy tároló amiben megőrzöd a változás előtti állapotot. A neve legyen "előző".Az átmeneti tároló kezdetben 0 tartalmú.
Csinálsz egy összehasonlítást aktuális<>átmeneti.
Ha az eredmény igaz (vagyis a kettő különbözik) akkor előző=aktuális.
A feltételtől függetlenül ezután átmeneti=aktuális.Az előző így minden változás előtti állapotot megőriz a következő változásig.
-
Szirty
őstag
válasz
DP_Joci
#7059
üzenetére
Ha a módszert kell kitalálni, akkor azt javaslom, hogy a tartályban maradjon néhány százalék levegő (gáz) az összenyomhatóság miatt.
A folyadékkal teljesen nyakig töltött tartályban a vég nyomást kalapácsütés-szerűen érné el a közeg, ami meglehetősen kezelhetetlen.rfs!
Nyomáspróbához rendszerint folyadékot használnak biztonsági okokból. Nem dobja szét a házat ha kireped...
Talán ez az oka a víznek. -
#7053
Szirty
őstag
TotoThomas
#7043
Szirty
őstag
válasz
TotoThomas
#7043
üzenetére
"Ezeket a CPU-kat a TIA V13 és V14 sem ismeri."
Mindkettőt ismeri.
-
Szirty
őstag
válasz
molntomi
#7015
üzenetére
Szerintem a skálázással nem tudod megoldani.
Ha egyszerű lenne a megoldás, akkor valószínűleg a gépgyártó programozója megoldotta volna.Nem azért van két prop. szelep, mert az egyikkel növelni lehet a nyomást a tartályban a másikkal meg leengedni belőle?
Talán PID vezérlőben gondolkoznék én is...
-
Szirty
őstag
Vagy így:
.
L 2#10000000000000 //Időalap 1s-re
T #OUTTMP
L #IN
T #INTMP
// Ha #IN negatív vagy nagyobb 9990-nél, akkor 0 értékkel kilép
O(
L #IN
L 0
<I
)
O(
L #IN
L 9990
>I
)
JC END
//Ha #IN nagyobb 999-nél, akkor beállítja az időalapot 10s-re (egyébkélnt 1s marad)
//és elosztjuk 10-el bemenő adatot
L #IN
L 999
>I
JCN CNV
L 2#11000000000000 //Időalap 10s-re
T #OUTTMP
L #IN
L 10
/I
T #INTMP
// A bemenúő adatot BCD-be konvertáljuk
CNV: L #INTMP
ITB
L #OUTTMP
OW
T #OUTTMP
END: L #OUTTMP
T #OUT
SET
SAVEPersze az ilyen másodperc alapú konverziónál vigyázni kell, mert 16 perc 39 másodperc után (999 sec) már 10 másodperces az időalap. Tehát 1000, 1001, 1002, 1003, 1004, 1005, 1006, 1007, 1008 és 1009 is egyformán 16 perc 40 másodpercet fog adni, 1010 meg 16 perc 50 másodpercet egészen 1019-ig, és így tovább...
-
Szirty
őstag
C7-300 313C?
Nem S7-300 CPU313C?
Gondolom igen. A kérdés az hogy milyen operátorpanel menne mellé? Mert ugye a C7-623 azt is tartalmaz.
Főleg azzal lesz bajod. Sajnos a helyzet az, hogy ha nincs meg a HMI forrás project, akkor azt nem tudod átemelni másfajta panelre akkor sem ha van image mentés. Újra meg kell írni. -
Szirty
őstag
válasz
 soldi3r
#6988
üzenetére
soldi3r
#6988
üzenetére
Milyen PLC?
Mi a feladat (mit hajt a frekvenciaváltó, mit kell vele csinálni)?
Mit értesz digitális kapcsolat alatt? Standard digitális két állapotú I/O egyik eszközből a másikba, vagy terepi busz, esetleg valami RS232/RS422/RS485 egyedi komm? (nindhárom digitális kapcsolat). -
Szirty
őstag
Esetleg beállítasz saját TAG arhiválást is és azzal párhuzamosan futtatod a scriptet az egyedi CSV-t létrehozza.
Így az adat mindkét formában rendelkezésre áll...Vagy külső programot hívsz meg ami megjeleníti az adatokat.
Vagy böngésző ablakot nyitsz ha azzal meg tudod jeleníteni.












































Új hozzászólás Aktív témák
- Nioh 2 (PS4)
- Mesterséges intelligencia topik
- A fociról könnyedén, egy baráti társaságban
- Kertészet, mezőgazdaság topik
- Kuponkunyeráló
- Kettő együtt: Radeon RX 9070 és 9070 XT tesztje
- Mini-ITX
- Milyen széket vegyek?
- Miért álltak az oldalak egy hétig, mi történt?
- PROHARDVER! feedback: bugok, problémák, ötletek
- További aktív témák...
- Dell Precision 7550 15.6 FHD i7-10850H 32GB 1TB nVidia Quadro T2000 workstation tervező
- Samsung 32" M8 4k Smart Monitor!32"/4k/VA/Smart Remote/DEX /Airplay/Type-C/Slimfit Kamera/Beszámítá
- VW/ Skoda fejegység Android 13, 6/64gb eladó
- Lenovo Loq Gaming 15IRX9
- Dell Precision M4700- I7 4. generációs - 16Gb - Nvidia Quadro
- JBL Charge 6 és Xtreme 3/4 akciós áron eladó!
- BESZÁMÍTÁS! ASROCK B550M R9 5900X 32GB DDR4 1TB SSD RTX 3080TI 12GB ZALMAN I3 NEO GIGABYTE 850W
- Telefon felvásárlás!! Samsung Galaxy A14/Samsung Galaxy A34/Samsung Galaxy A54
- Külföldi csomagszállítás Packeta csomagpontokon keresztül!
- Bomba ár! Dell Latitude 5310 - i5-10GEN I 16GB I 256SSD I HDMI I 13,3" FHD I Cam I W11 I Garancia!
Állásajánlatok

Cég: FOTC
Város: Budapest