Hirdetés
- Brogyi: CTEK akkumulátor töltő és másolatai
- GoodSpeed: Márkaváltás sok-sok év után
- Luck Dragon: Asszociációs játék. :)
- Sub-ZeRo: Euro Truck Simulator 2 & American Truck Simulator 1 (esetleg 2 majd, ha lesz) :)
- eBay-es kütyük kis pénzért
- sziku69: Fűzzük össze a szavakat :)
- sziku69: Szólánc.
- LordAthis: Mission: Imposible? - Együtt 1333 és 1600 MHz, ECC/Non-ECC
- Gurulunk, WAZE?!
- gban: Ingyen kellene, de tegnapra
-

LOGOUT
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

TheProb
veterán
Nem tudom, hogy mi az istenért adja meg magát az a modell a marble-el... Aztán lehet másik filamenttel is feljönne... Fel nem fogom ezt a hektikusságot, de kurvára idegesít már...
#46722thletme2day: Áhhá, ez ennyiért tényleg jó, nem ismertem.
-
TheProb
veterán
default-on van minden, szóval 200/300 az outer/inner wall, de ez eddig is így volt. Feladtam a marble PLA-val való nyomtatást a kb 7. fail után...
Az imént tudtam nyomtatni ismét egy majd tökéleteset az említett kék Sunlu PETG-vel, a bevált 0,4-es setting-en, szóval kizárnám, hogy a fila miatt szoptam vele 0,6-on.
-
TheProb
veterán
Filament levelen direkt úgy is írja, hogy setting override. Magyarán ha nem adsz meg semmit, akkor a print profile-ban lévő setting-ek élnek. De gondolj bele, valamilyen retraction-nek mindig kell lennie, anélkül elég nehezen nyomtatnál bármit is.
#4665fabula: Fura, nálam fejjel felfele is ment a szabályzás. Aztán lehet, hogy tényleges nyomtatásnál meg megszopatott...

-
TheProb
veterán
-
TheProb
veterán
Hogy érted, hogy retract-ot is alkalmazok-e? Anélkül elég nehezen tudna bárki nyomtatni.
 Vagy mire gondolsz konkrétan?
Vagy mire gondolsz konkrétan?Ventinek nincs baja látszólag, tudom szépen léptetgetni a szinteket, tolja is a levegőt a duct-okon. Annyi, hogy lehet fordítva volt bedugva, bár ránézésre így is azt csinálta, mint kellene. Minden esetre megfordítom a csatit.
Továbbra sem tudom mi a nyűgje. Annyi haladást értem el, hogy 65-ről 55-re vettem a PLA-s bed temp-et, így negyed órával később szakadt le a brim-ről a nyomat...
De ez is olyan, hogy eddig sose volt ilyen, most meg olyan, mint ha a brim nem fogná rendesen a tárgyat. 0,1-es gap van by default. Elvileg az elephant foot compensation ha be van kapcsolva, akkor 0-nál sem lesz teljes a connection. De hát ez eddig is így volt, szintén default értékek. -

Imy
veterán
Igen nem a bambuval, hanem az építettel. De a Bambuval töredék idő alatt meg lett volna. Utoljára jó 1 éve nyomtattam, de már csak idő kellene az összerakás folytatására.
Én eddig a Buggy-t raktam össze, az működik, a Buggster csak ki van nyomtatva, a Landy hardtop meg félig van kész. -
#4548
 2thletme2day
őstag
Joshi
#4542
2thletme2day
őstag
Joshi
#4542
2thletme2day
őstag
Pl a most linkelt orca bétában már benne van, hogy mutatja az időt, hogy mikor fogja nyomtatni az adott réteget. Szóval Z érték helyett ezt tudod majd nézni a "kritikus pontoknál" ha arra szükséged van. Tuti jön majd bambu studioba is.
ptesza
Alul kiválasztod az EU régiót és megmutatja mit lehet pontért beváltani. Jelenleg úgy működik a rendszer, hogy egy rendelésben akárhány kupont felhasználhatsz. Szerintem ezt idővel megszüntetik. Csoda, hogy még most is így megy amúgy. AMS jóárasításra gyúrok amúgy.
-
#4547
 Mr.Csizmás
titán
Joshi
#4542
Mr.Csizmás
titán
Joshi
#4542
Mr.Csizmás
titán
 my bad
my baditt bízhatsz a témában, röviden. Nincs kritikus pont, mint a régi asztallengetőknél, 99,5% hogy lemegy végig. Visszagondolva kb. user error volt minden rontott nyomtatásom, nem lemosott plate, coolplate hőmérséklet véletlenül, rosszul orientált tárgy (apró vacak magában).
-

Joshi
titán
Még két negatívum Bambunál. Az egyik, hogy az XYZ tengelyek értékét nem lehet látni semmilyen módon. Se Bambu Studióból, sem pedig a mobil app-ból. Vagy csak én nem tudom mi a módja.
Aztán kinyomtattam PLA-ból az extruderes tefloncső megvezetőt, de ABS nyomtatás közben (zárt házban) annyira meglágyult, hogy ugyan úgy hozzáért a tető plexihez (P1S). Kinyomtattam ABS-ből, eddig jónak tűnik.
-

Brain75
senior tag
-
#4460
2thletme2day
őstag
Joshi
#4459
2thletme2day
őstag
-
Imy
veterán
A spektrumokat honnan lehet beszerezni most? Amikor kezdtem a 3D nyomtatást akkor vettem Spektrum PETG-t, és azok tetszettek, még van belőle talán összesen 1-1,5kg.
Újabban AzureFilmre álltam át, de amilyen "sokat" nyomtatok, így lehet majd rendelek Bambut... Habár van itthon minimum 50kg filamentem.... -
-

Lookup
tag
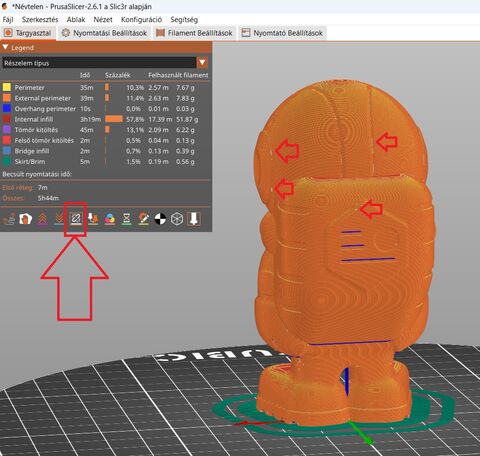
Nem kell röntgen szem, a ferde felületből, a tetőből meg lehet mondani. Ahol sűrűbbek a vonalak ott kisebb a rétegmagasság, tehát a baloldali modellen.
Sőt, a tetőn lévő rétegek számából azt is meg lehet mondani, hogy a jobboldali modell rétegvastagsága kb. 1,8-2x akkora amint a másiknak.
-

dippe
tag
Nem véletlenül kevertem ide, hiszen minden leendő tulaj más nyomtatóval szerzett tapasztalatot. És pont olyan szubjektív példát hoztam, mint amiket rendszeresen látok itt a fórumon.
Nem érzem korrektnek, hogy elbagatellizáljuk az eltéréseket, és szubjektív "érvekkel" befolyásoljuk a leendő újoncokat.
Mindkét gépnek megvan a létjogosultsága. Nem csak díszek vannak pluszban az X1C-n
Én pl. még mindig nem kaptam választ, hogyan lehet P1P-n mesh bed levelinget megjeleníteni. Vagy MQTT-n keresztül haszálható infót kinyerni a működés részleteiről. Az X1C-n pl. ezek mennek. Van akinek ez lényegtelen / azt sem tudja miről írtam, de nekem pl. jól jönne. De az újoncoknak is, hogy egyszerűen meg tudják állapítani, hogy hol és mennyire van elvetemedve a bed.
Mondjuk nekem is kellene, mert volt némi tapadás gondom a minap xD. Rájöttem, hogy 0.1-től több a görbeség, de nincs megbízható vonalzóm az ellenőrzésre. A saját szintezése tudja, de nem lehet kinyerni az infót.
Mellesleg nyomozáskor jöttem rá, hogy a Z szintezés sem volt gyárilag pontos. Persze szoftveresen jól eltünteti. Az viszont a méretpontosság rovására megy... -
-
dippe
tag
Tetszik a feladvány

utolsó képen:
- a rétegvastagság eltér, a bal sűrűbb
- a jobb oldalin a kis hátsó doboznál látszik, hogy a sarkoknál luk van (arachne? sebesség növelés -> gyorsulás kezelés?)
Én nem látom a nozzle méretet/width-et jól, elég homályos. Érzésre a flow stabilitás a jobb oldalin gyengébb.
nagyon tipp: az uccsón a bal bambu, stabilabbnak látom az íveket, és a mintázat is arra emlékeztet. Egyébként sosem nyomtattam ezzel a géppel benchy-t. -
Brain75
senior tag
Ez COB led szalag. Ezek mindenképen kicsit többet fogyasztanak mint a hagyományos ledszalagok, mert ezekben méterenként nem 30-60-120 led van hanem 380-480-580 led. Én relével oldanám meg egy külső táppal az a biztos. De amúgy lehet a nyomtató elé rakni egy okos konnektort és akkor akár telefonról is lehet kapcsolni a nyomtatót és vagy a Led-et.
-
Imy
veterán
-

fabula
őstag
Nem én rugóztam, hanem te:
#4368 "ui.: végig BL-t írtál, ami BS akart lenni? A BL az Bajnokok Ligája."
Én ugyan is azt írtam, hogy "BL ..... szeletelője", ami ugye csak egy van. Értő olvasás esteleg? It a Bambu Lab fórumon a BL talán egyértelműen a cégre és nem a focira vonatkozik. Tehát szerinted így tilos hivatkozni rá, csak BS-ként lehet. Értettem!
De hát te nyugodtan értelmezhetsz félre bármit, hogy szórakoztasd magad.
Na én ezzel nem csak ezt a témát, de a veled való minden fórumos és egyéb kommunikációt befejezettnek nyilvánítok, mert már kezdesz nagyon fárasztó lenni és ez nem csak emiatt van, hanem az egész eddigi fórumtevékenységed miatt, ami úgy láttam, már másnak is szemet szúrt. További jó nyomtatást és önképzést .
. -
fabula
őstag
Köszönöm az infót
, ezután csak BS-nek fogom nevezni, nehogy valaki összekeverje a BL másik szeletelőjével. Ja, vagy nincs is másik? Na mindegy .
Látom, a nevezéktan és a rövidítések már jól mennek, most már csak használni kell megtanulni a szoftvereket . Meg a PA, FR, VS, stb. kalibrálását  .
. -

ptesza
senior tag
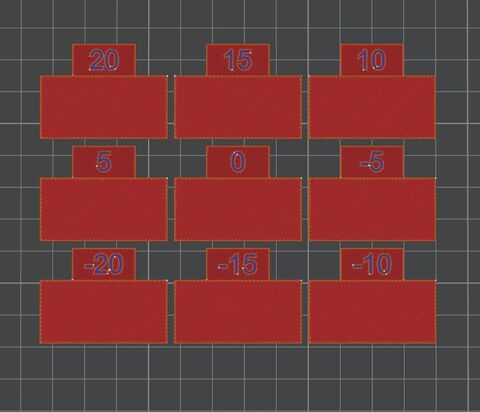
Ha 1-et írtál akkor csak annyi a dolog, hogy a kiválasztott kártya számát kivonod a 100 ból és elosztod 100-al. Pl ha a -3 volt a legjobb felület akkor: (100-3)/100=0.97
Ha kinyomtattad a pass1-et és benne hagytad a 0.98 értéket akkor a +20 azt jelenti, hogy: 0,98x(100+20)/100 = 1,176 . Ez az érték általában durván túl extrudál. Az 1-es értéket azért érdemes választani mert a legtöbb filament az alatt lesz picivel. A pass2 meg csak mínuszos értékeket nyomtat jobb felbontásban. A lényeg az, hogy így 1 lépésben megtudod találni a megfelelő anyagáramlás értéket. -
fabula
őstag
Hidd el, hogy nagyon jó a BL, az Orca és Prusa szeletelője is. Szerintem (hangsúlyozom szerintem) sokkal jobb és logikusabb a BL és az Orca, mint bármi, amit eddig használtam, pedig volt már sokféle, egyszer már felsoroltam.
Bár nem csak én gondolom így, több 3D nyomtatós videóblogger is átállt a BL-re vagy Orca-ra és nem csak a Bambu nyomtatókkal használják, hanem mindenféle nyomtatóhoz, ez azért csak jelent valamit. Pl. ilyen Teaching Tech is [link] .
Annyi pénzért felőlem űrhajó is lehet a Simplify3D, amíg a BL meg az Orca ilyen jó . -
TheProb
veterán
Flow rate kalibárcióhoz pro tip:
Állítsd 1-re a flow rate-et és csak a 2-es phase-t futtasd le. Szinte biztos, hogy a jó érték valahol 1 és 0.9 között lesz.#4357ptesza: Megelőztél...
PA-nál én ki nem állhatom a line-t, mert iszonyat macera takarítani, mindenre rátapadnak a szálak, össze-vissza pattognak, mikor szedem le a plate-ről... Halszálkát előbb próbáltam, háát, valóban nem egyszerű kitalálni, hogy melyik a fasza. Tower-t még nem próbáltam, eléggé időigényesnek tűnik.Volumetric speed-et ki mivel kalibrál? Orca félével, ha igen, akkor default settingen? Azt is eléggé idő és anyagpazarlónak érzem.
Vettem Sunlu Meta-t és kíváncsi lennék, hogy mennyivel lehet max nyomtatni. Ha valakinek konkrétan van ezzelt a fila-val tapasztalata, ne tartsa magában. Kicsit viccesnek találom, hogy BM-ben a generic high speed fila-nak is csak 18mm3/s a max vol.spd-je, míg az alap BambuPLA is 21-22. -
ptesza
senior tag
Azt javaslom, hogy ez esetben válassz egy generic profilt és futtasd le valamelyik Pressure Advance tesztet, hogy legyen egy rendes K értéked. Személy szerint a PA towert preferálom, de a PA line is jól kiértékelhető. A pattern csak akkor ha nagyon jó szemed van.
 A kapott K értékkel updateld a profilt amit már érdemes el is menteni. Most jön csavar. A profilban az anyagáramlás értékét írd át 1-re és mindjárt a pass2-t futtasd. A pass2 ből válaszd ki a neked tetsző felületet és az új értékkel kalkuláljad újra és írd át az 1-est a kisebb értékre. Ha a nullás darab volt a legjobb akkor marad az 1. kb. ennyi.
A kapott K értékkel updateld a profilt amit már érdemes el is menteni. Most jön csavar. A profilban az anyagáramlás értékét írd át 1-re és mindjárt a pass2-t futtasd. A pass2 ből válaszd ki a neked tetsző felületet és az új értékkel kalkuláljad újra és írd át az 1-est a kisebb értékre. Ha a nullás darab volt a legjobb akkor marad az 1. kb. ennyi.
Ha a venti fordulatokkal is variálsz akkor azt kalibrálás előtt a profilban át kell írni. -
Joshi
titán
"Én meg nem is tudok Orca-n csatlakozni a nyomtatóhoz, nem tudom mit nem állítottam be."
Nem volt telepítve a belépéshez valami webelérés kiegészítő. Már ok. pont most futtatom a filament kalibrálást. Gyorsan lenne is kérdésem. Ezeket a bróba formákkal nekem van valami dolgom? Vagy ezt csak ki kell nyomtatnom és amelyik a legjobb lesz azt a beállítást kell használni?
-
#4334
2thletme2day
őstag
Joshi
#4329
2thletme2day
őstag
A PetG és PetG cf is papírtekercsen van. 10 tekercset rendeltünk közösen Joshival, ajándék tekercs nem volt a csomagban...

Pont ilyen plastaból akarok filament szárítót csinálni a lecserélt heatbed-del csak még a vezérlést kell megoldanom valahogy. Az oké, hogy kabinhőmérséklet alapján kapcsolom a tápot a bednek egy termosztáttal de kéne valami ami a bedet vezérli és tartja beállított hőfokon.
-

Dalee
aktív tag
Rendeltél már tőlük? Pár hónapja akartam, de nem sikerült regisztrálnom, mert hibát dobott az irányítószámra. Leveleztem velük, ők nerm tudták mi a gond, én jöttem rá, hogy a magyar 4 karakteres iránítószámot nem fogadja el, csak a cseh 5 karaktert (ha jól emlékszem). Azt nem mertem megkockáztatni, hogy elé teszek egy nullát, nehogy így ne találjon ide.
-
ptesza
senior tag
Ezt te sem gondolhatod komolyan. Az a filament ami kalibrálás nélkül jó az nem azt jelenti, hogy az a jó, hanem csak azt, hogy közel áll a default profilhoz. Bármelyik filament képes ilyen minőségre ha a pressure advace és a pressure flow be van állítva. Az anyagok és a gyártók sokfélesége miatt ez az egyetlen járható út. Ha majd elengeded a PLA-t és sokkal nehezebben nyomtatható anyagok felé fogsz fordulni akkor belátod majd ennek a jelentőségét.
-
fabula
őstag
Szerintem itt is válaszoltunk minden kérdésedre és továbbra is csak olyan választ kaphatsz bármelyik fórumon, hogy hangold be a filament pressure advance (PA) értékét, azzal lehet a varrat láthatóságát csökkenteni (Bambu Studio-ban k érték). Enélkül hiába állítod a szeletelőben a varratot bármire, másképp nem lehet csökkenteni a láthatóságát.
Pl. nézd meg ezt, van benne PA (azaz k) érték és áramlási sebesség, azaz Flow beállítás [link] -
Teljesen megszüntetni semmilyen szeletelővel nem lehet egy hengeres tárgyon (még a Simplify3D-vel sem), max véletlenszerűre állathatod a varratot, de akkor meg össze-vissza apró pöttyök lesznek, ami pl. egy fényes filamenten mindenképp látszódni fog.
Ha van bármely él a tárgyon, akkor oda jobban elrejthető a szeletelőben igazítottra állítva a varratot.
Ilyen az FDM nyomtatás, ha ez nem felel meg, próbálkozz gyantás nyomtatókkal, ott nincs varrat, de lesz más (támasztékok elhelyezése és eltávolításuk) . -
fabula
őstag
Már elnézést, de jó lenne, ha megválogatnád a szavaid itt a fórumon, főleg egy olyan témában, ami egyértelműen user error, mint most a te esetedben. A varrat minden szeletelőben beállítható és az FDM nyomtatásban kikerülhetetlen, ennek e technológiának a velejárója. Lehet csökkenteni a pressure advance behangolásával (magyarul nyomás előrehaladáa), ez a Bambu Studio-ban a k érték, de eltüntetni sosem lehet teljesen, csak elrejteni, pl élekben, ha olyan a tárgy.
Sajnos a #4239Joshi hsz-ed végképp meggyőzött arról, hogy hiába volt már 3D nyomtatód évekig, az alapfogalmakkal és teendőkkel sem vagy tisztában, de azért megítéled azok munkáját, illeteve tanácsait, akik ezeket a szoftvereket és hardvereket tervezték, megcsinálták és folyamatosan fejlesztik, illetve azokat is kioktatod, akik segíteni próbálnak neked itt a fórumon. A legkönnyebb leszólni mindnet, amit mást csinál, sajnos ez egyre jellemzőbb manapság. Ilyenkor csak azt szoktam megkérdezni, te csináltál már akár csak hasonlót is?
Ha neked minden sz*r, ami nem találja ki a gondolataidat, az a te hibád és nem a szeletelőt készítőké.
Először is kezdj el tanulni, sok jó videós anyag van a 3D nyomtatás alapjaival kapcsolatban a youtube-on, meg sok jó leírás is van a különféle jellemzőkről és beállításokról. Utána ha még mindnig nem értesz valamit, majd kérdezhetsz és véleményezhetsz, de bizonyos indulatszavak és minősítő jelzők használatát jó lenne kerülnöd addig is meg később is.
Megértésedet előre is köszönöm. -

brumi1024
veterán
Tovabbra sem ertem, hogy miert nem lehet elfogadni, hogy ez egy preferencia, valamihez egyszeruen ez a legjobb. Itt van ez az alkatresz:

itt az aligned/rearen kivul minden mas rosszabb lenne. Akkor szar a random vagy szar a nearest? Nem, ehhez a felhasznalashoz ez a jobb.
Prusa nagyon gyenge ebből a szempontból.
vs
Ha tudnám mi az, akkor be is állítanám.
-
brumi1024
veterán
De hogy a Back ennyire szar legyen, na az már felháborító. Ezzel remélem te is egyet értesz. Ilyen szar beállítás ne is legyen, már elnézést.
Nem?
Pont azt csinalja a back, amit elvarnek tole, semmi problemat nem latok vele. Nem lennek meglepve, ha pont ugyanaz a kod kalkulalna a seameket (legalabbis Back/Rear esetben) a PrusaSlicerben es a Bambu studioban.Tenyleg erdemes elolvasni a Prusa fele seam leirast.
-
brumi1024
veterán
 Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter.
Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter. -
Joshi
titán
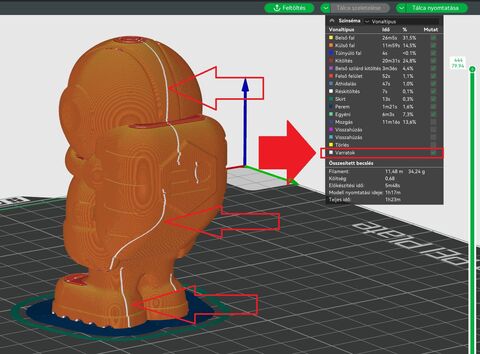
Basszus, kínlódok itt a filamentel, beállításokkal és most vettem észre, hogy ez a foshalom Bambu Studio teszi bele a hibát.

 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 
-
dippe
tag
Nekem van PLA amelyik még 50fokkal épp elmegy, de van amelyik igényli a 60-at.
Továbbá azt láttam, nagy sebességnél a magasabban levő rétegeknél kitüremkedések maradnak, és "beakad" a fej néha -> felválik miatta a tárgy. Sebesség csökkentés/brim? (nálam 150mms stabil, ott nem volt még gond) -
Joshi
titán
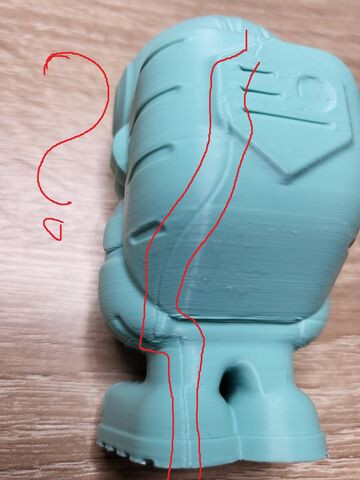
Na szóval. A figura jobb lába nyomtatás közben feljött. Nem volt látványos a dolog, de megtörtént. A figura jobb lába a házventi fele nézett (AUX) ami ment is végig azt hiszem 75%-on.
A beállítások:
A modell magassága 100mm
bed: textured pei 55 C°
nozzle 205 C°
sebességek:
fal 150 mm/s
kitöltés 200 mm/s
skirt/brim offAkkor most mit érdemes állítani, hogy ne jöjjön fel a PLA?


-

axlfsi
veterán
Ez igaz, nem jó a zárt PLA-nak. Ezért is történ úgy, hogy amikor P1P-t bedobozoltuk DIY tettünk bele egyrészt chamber ventit, illetve olyan megoldással volt a fedele borítva, hogy emelhető volt vagy amolyan szellőző rendszeres, reteszelhető nyomtatott betéttel volt megoldva a beltér szellőzése.
más: wifi eldobálásod megoldódott?
-
fabula
őstag
-
-
fabula
őstag
A 35 C bed hőmérséklet a Cool Plate-hoz van beállítva, ha átváltod Textured PEI-re, akkor nem lesz egyik PLA profilban sem 35 C.
Sokan megjárták már ezzel, akik megvették a valamelyik P1-et és elkezdtek nyomtatni anélkül hogy észrevették volna, a Bambu Studio-ban valamiért gyárilag a Cool Plate van beállítva, amihez meg a Bambu előírja a ragasztó használatát. Szóval ennnyi a titok.
Elhihetnéd nekem (meg sok más 3D nyomtatással évek óta foglalkozó fórumtársnak), hogy ha túl magas a bed hőmérséklet a PLA-nál, akkor az lesz, amit fentebb írtam a #4205 hsz-emben, hogy az alsó rétegek nem tudnak teljesen kikeményedni, viszont az ágytól távolabbiak igen és azok ezért jobban zsugorodnak és felhúzzák az első réteget az ágyról. Egyszerű fizika . Az, hogy mi a túl magas, PLA típusa válogatja, mert van ám sokféle, a PLA az egy gyűjtőnév az azonos alapokra gyártott filamentekhez.
Egyébként meg ha nem hiszed el, az sem baj, én csak segíteni szerettem volna 2thletme2day fóruntársnak, aki ezt kérdezte . -
fabula
őstag
Lejárt a szerkesztés.
Szóval nincs "kompatibilis" jobb kamera, nem lehet "rátenni a jelenlegi kamera kábelére" semmi mást. Ennyit ud az alaplap a P1-ekben. Ez van, engedd el .
Végül is nyomtatni akarsz vagy videózni ?
A gyári P1 kamera timelapsra jó, használd arra, ha kell egyáltalán neked a timelaps (én nem szoktam csinálni, mert minek ). -
fabula
őstag
Ez nem hálózati probléma, a P1 sorozat kamerája ilyen, kisebb felbontású és 1-2 frame/sec sebességű gyárilag, ennyit bír a kisebb teljesítményű alaplap.
Ez is az olcsósítás miatt lett ilyen.
Szóval hiába lenne rajta LAN csatlakozó, akkor is ugyan ilyen lassú lenne.
Ezért tettem én rá egy olcsó blink kamerát és ezzel meg is van oldva a kérdés. Mondjuk amikor még én vettem, nem volt gyárilag a P1P-ben kamera, ekkor került rá a blink, majd később mekküldték ajándékba a kamerát és a LED-et. Azóta így van, megy mindkét kamera, ha kell.Ui: nem, a fentiek miatt, mivel az alaplap nem tudja lekezelni.
-
dippe
tag
Ez egészen jónak néz ki. Ennek próbáltam a kisebb változatát amit sokan likeoltak. Azt nem ajánlom.
A fabula ajánlása, ami a bambu oldalon is van, az lett a nyerő nálam. Nem is a csak a szög miatt, hanem a pattintós rész hézaga jobb mozgást eredményezett oldalirányba.
+ kis PTFE-t is kapott még utána, ami tovább javította -
fabula
őstag
Nekem a PTFE bevezetővel és plusz rögzítőkkel, amik a PTFE csövet a kábellánchoz rögzítik nem csak egy helyen, alig ér hozzá a fedlaphoz, helzettől függően épp hogy csak érinti, a működésben nem okoz gondot és sem a PTFE csövön sem a fedlapon nem látszik kopásnyom, tehát nem nyomódhat hozzá nagy erővel.
De ha téged zavar, akkor nyomtass egy risert, amibe még korrekt LED-es világítás is betehető, ami körben, fentről lefelé világítja meg a nyomtatási teret.
Hogy az 1000€-ért mit kaptál, azt láthatod, ez csak egy kis és szerintem elhanyagolható apróság.
Semmi sem tökéletes, amit ember készít , de azért a Bambu nyomtatók messze a legjobbak, amit ezért az árért kapni lehet.
Pl. a jelenleg leggyorsabb RTX 4090-es videókártyáknak időnként elolvad a tápcsatlakozója és azok sem olcsók, kb. kétszer annyiba kerülnek, mint a nyomtatód és még nyomtatni sem tudnak . -
-

poli27
Topikgazda
Igen simán ott nyomtatok, PLA némelyik picit büdös de csak ennyi... a Petgnek nincs szaga számomra, van a nyomtatóba aktívszenes szűrő, meg hepafilter (Bento Box) plusz a saját aktivszenes szűrője is megy... ABS nyomtatáshor közel hajolva lehetett érezni csak az ABS szagát...
-
poli27
Topikgazda
X1 / P1P PTFE Tube Guide to fix loading issues - best of both worlds by Adam L | Download free STL model | Printables.com
Ezt nyomtasd ki, én ezt használom régóta, hibátlan AMS el is, ABS el nyomd ki, a petg mindig eltörött nekem nyakba







 Vagy mire gondolsz konkrétan?
Vagy mire gondolsz konkrétan?

 Ha volna kedved esetleg bővebbet megosztani a projektről vagy linkelni az eredetit, ha nem a Tiéd, örülnék!
Ha volna kedved esetleg bővebbet megosztani a projektről vagy linkelni az eredetit, ha nem a Tiéd, örülnék!  (a házat is nyomtattad vagy azt vetted készen?).
(a házat is nyomtattad vagy azt vetted készen?).

 my bad
my bad
 sőt indításnál az orca/bambu studio
sőt indításnál az orca/bambu studio ![;]](http://cdn.rios.hu/dl/s/v1.gif) )
)









 , hanem a forrás modellek közötti különbségre tippeltem. Ha ennyit számít a rétegvastagság, akkor lehet hogy kellene ezzel foglalkozni. Óriási minőségjavulást okoz ugyan azon nozzle méretben is.
, hanem a forrás modellek közötti különbségre tippeltem. Ha ennyit számít a rétegvastagság, akkor lehet hogy kellene ezzel foglalkozni. Óriási minőségjavulást okoz ugyan azon nozzle méretben is.


 .
.







 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 




Új hozzászólás Aktív témák
 poli27
poli27- Intel Core i7-5xxx "Haswell-E/EP" és i7-6xxx "Broadwell-E/EP" (LGA2011-v3)
- Motorola Edge 40 - jó bőr
- Plazma TV topic
- Horgász topik
- Arc Raiders
- World of Tanks - MMO
- Milyen okostelefont vegyek?
- Milyen videókártyát?
- Kivégezheti a kisebb VGA-gyártókat az NVIDIA döntése
- AMD vs. INTEL vs. NVIDIA
- További aktív témák...
- LG 50UM7450 4K WEBOS Magic Remote + ajándék!
- Segway Ninebot KickScooter D18E
- Apple Watch Ultra 3 2025 - rendelhető!
- BESZÁMÍTÁS! MSI Thin A15 B7VE Gamer notebook - R5 7535HS 16GB DDR5 512GB SSD RTX 4050 6GB WIN11
- BESZÁMÍTÁS! MSI Bravo 15 C7VF Gamer notebook - R7 7735HS 24GB DDR5 2TB SSD RTX 4060 8GB WIN11
- Samsung Galaxy S23 FE / 8/128GB / Kártyafüggetlen / 12Hó Garancia
- Bomba ár! Lenovo ThinkPad T460s - i5-6GEN I 8GB I 128GB SSD I 14" FHD I Cam I W10 I Garancia!
- Bomba ár! HP Revolve 810 G2 - i5-G4 I 8GB I 180GB SSD I 11,6" HD Touch I Cam I W10 I Garancia
- GYÖNYÖRŰ iPhone 14 Pro Max 256GB Space Black -1 ÉV GARANCIA -Kártyafüggetlen, 100% Akksi, MS4031
- HIBÁTLAN iPhone 12 Mini 64GB Green -1 ÉV GARANCIA - Kártyafüggetlen, MS3453, 100% Akkumulátor
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: BroadBit Hungary Kft.
Város: Budakeszi