







Semmi mást nem ír ?
A végállás kapcsolót írni szokta .
Gyorskeresés
Legfrissebb anyagok
- Bemutató Spyra: akkus, nagynyomású, automata vízipuska
- Bemutató Route 66 Chicagotól Los Angelesig 2. rész
- Helyszíni riport Alfa Giulia Q-val a Balaton Park Circiut-en
- Bemutató A használt VGA piac kincsei - Július I
- Bemutató Bakancslista: Route 66 Chicagotól Los Angelesig
Általános témák
LOGOUT.hu témák
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [D1Rect:] Nagy "hülyétkapokazapróktól" topik
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] [sziku69:] Szólánc.
- [Re:] [bambano:] Bambanő háza tája
- [Re:] eBay-es kütyük kis pénzért
- [Re:] Elektromos rásegítésű kerékpárok
- [Re:] [plevips:] Építkezünk 3. rész (2024)
- [Re:] [Victoryus:] Már a Josef Seibel se a régi
- [Re:] [attilasd:] A laposföld elmebaj: Vissza a jövőbe!
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
Hozzászólások

bandi777
csendes tag

hentes555
senior tag
Nem, csupán mikor elindítanánk Z tengelyen, kiírja ,hogy tengely eng. hiányzik
"Tiefe Brunnen muss man graben wenn man klares Wasser will"

kpityu2
őstag
Leverte a tengelyhajtás biztosítékát. Vagy nem.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....

soldi3r
veterán
Nincs rajta semmilyen I/O menu?
E30 (oo=[][]=oo)

aram01
nagyúr
sziasztok
hallottatok urak erről a cégről valamit?
NTK EUROPE Olaszország Brandico?
Isten jól sikerült alkotása vagyok, elvégre rögtön bőrkötésben adott ki...
bandi777
csendes tag
840-es siemens ?
Menü gomb - Diagnózis - Vészjelzések vagy Jelentések
Mind a kettőt nézzétek meg sok információt fog adni
hentes555
senior tag
802S van rajta
"Tiefe Brunnen muss man graben wenn man klares Wasser will"

BloodPandus
csendes tag
Segítség kellene!
Ferdefogazású fogaskereket kellene csinálni danamidba 5x5 darabot.
2-es modul, 20-25 fogszám közötti.
Részleteket privátba megírom, ha valaki esetleg meg is tudná csinálni. (nagyjából 2 héten belül...)

zolikaDB
veterán
Ehhez eleg egy 4 tengelyes Mazak?
BloodPandus
csendes tag
Elvileg igen.
Még az enyém is elég lenne hozzá, mert a modul benne van, de nincs hozzá szögfej.
Nem valószínű, hogy ezért a 25 db fogaskerékért elkölt a főnök majd 1 millát.
Képeket tudok privátba küldeni.
Ráadásul az ár is meghatározó, mert arra sem én bólintok rá.

Antoan
csendes tag
Szia! Az általad feltett kérdésre tudom ajánlani, a Tungaloy márkanevet képviselő szerszámokat, megfelelő paraméterekkel, hosszabb élettartamú, mint a Seco, és kis társai. Jóideje dolgozom inkonel anyagokkal, eég takony cucc.
Egy link, amely elnavigál a magyar márkaképviselethez:
http://www.tungaloy.co.jp/hu/products/cutting/cutting_01.html
MX1000 rulez
BloodPandus
csendes tag
A Tungaloy jobb, mint a WNT?
Woframhoz van valamilyük?
zolikaDB
veterán
A legdragabb tungaloy jobb, mint a legolcsobb wnt... Na, erted...
Nekem annyi volt a bajom az itteni emberukkel, h tobbet hazudott, mint a tobbi.
De pl a wnt nem a legjobb, csak ha póver túllal kell dolgoznod, akkor császár.
Minden viszonyítás kerdese.
Pl, nalunk a titaniumhoz valo lapka jott be KO38-hoz a Secotol  Ezt rakd ossze.
Ezt rakd ossze.

nchelp
tag
nem tom, nekem ez a dragonskin nagyon bejön. főleg ezen az áron...
nchelp
zolikaDB
veterán
Nalam az osszes WNT szerszam: 1-2 darab porkohaszati HSS nagyolo, meg egy HCBN lapkas sikmaro. Par Seco, Komet telibefuro, ja, WNT Unifurok, a kemenyfem reszleg meg kereken 1 eve nagyjabol ugyanaz, csak mikor ki elezi. 12-t 7-8-ig is Tenyleg. Az ujak pover túlok, amit a tánderbolt/bravo tools elez...
Antoan
csendes tag
Üdv mindenkinek!
Egy válasz reményében írok most, mert olyan problémával találkoztam, amire lehet egyszerű a válasz, és lehet eddig én nem bukkantam rá, de valójában a kérdésem,
aSolidCAM 2013 Maschinen Editorhoz fűződően lenne kapcsolatos. Adott egy posztproci, ahhoz minden nemű grafikusan megjeleníthető szerszám gép, amely 5 tengely vezérlésű. A megmunkálást gyönyörűen elkészítem, ezzel nincs is baj, az asztalforgatásokat szintén megoldom. De amikor a gepi szimulációra kerül sor, a satut alapértelemezetten a gépi nullponthoz viszonyítva jeleníti meg, és nem a körasztalon. A kérdés, hol tudom én eltolni vagy a nullpontokat, vagy hogyan tudnám beállítani a satut a körasztalhoz képest úgy, hogy az a körasztalom közepére essen, és a megmunkálás a munkaterületen végződjön, ne a ,,levegőben" ?
Remélem rábukkan erre a kérdésre egy olyan barátságos személy, aki a hobbi szinttől kissé jobban ismeri a SolidCAM alapvető dolgait.
Várom a mihamarabbi válaszokat, előre is köszönöm.
Íme egy kép is arról, hogy miről lenne szó.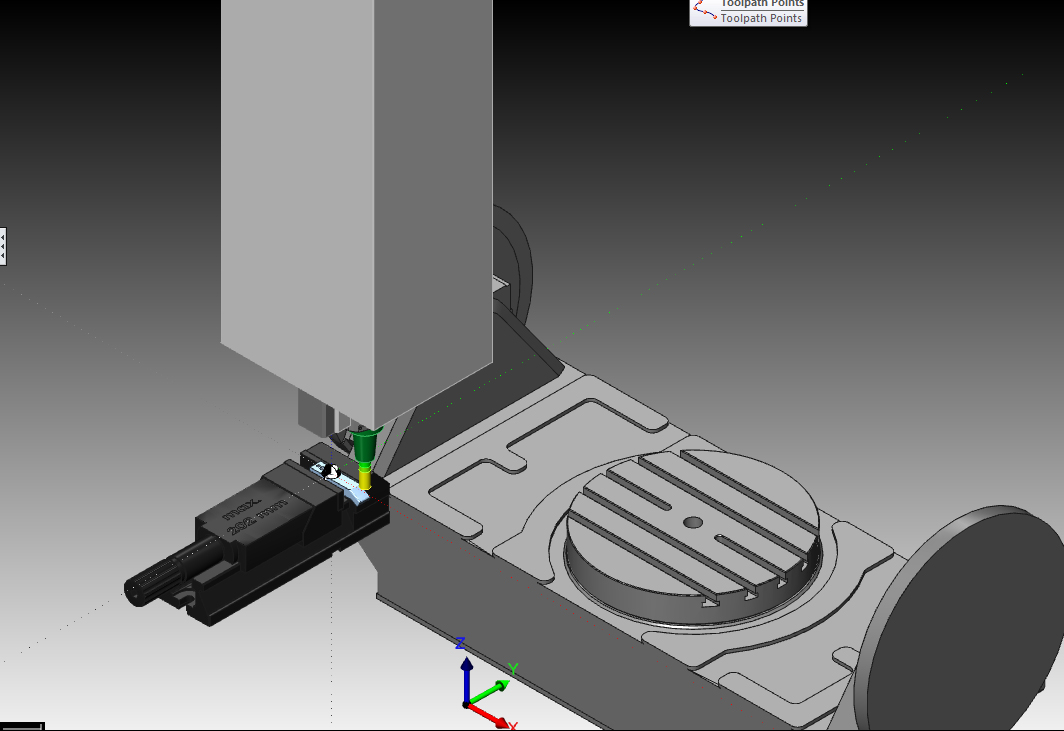
Antoan...
[ Szerkesztve ]
MX1000 rulez
zolikaDB
veterán
Igazabol van egy gepeszeti tervezorendszerek topik, ott csak ezzel foglalkoznak, probald meg, hatha!
Antoan
csendes tag
Köszönöm a segítséged, így most abban a topickban is feltettem a kérdést.
Noha az utolsó bejegyzés jócskán négy évvel ezelőtt lett bejegyezve, és tekintettel arra, hogy a CNC programozók köreiben is elég elterjedt manapság a CAD, így bizakodva tettem közzé itt is a felkérést, hátha esetleg találkozott már valaki más is ezzel a problémával.
Köszönöm, mégegyszer
MX1000 rulez
zolikaDB
veterán
kpityu2
őstag
A konkrét progit nem használom, de az ilyen szimulációknál az induló beállítások között szokott lenni olyan beállítási lehetőség, hogy a program (CAM rendszer) nullpontja hol legyen a gépi nullponthoz képest.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....

kisjuhi
csendes tag
Sziasztok!
Az lenne a kérdésem, hogy tudtok-e segíteni abban, hogy találjak egy olyan embert, aki meg tud munkálni egy RC etetőhajó sablonját, MDF tömbből. A problémám az, hogy a méret miatt nem fér nagyon bele Z irányban semmilyen 3 tengelyes gépbe, mert a szerszámmal együtt kb 500mm kellene elmozdulni.
Érdekelne árajánlat is, ha valaki megtudná csinálni.
méretek (mm): 680x250x~250
Kérdésekre priviben válaszolok!
Üdv: Juhi
soldi3r
veterán
Uvegszalbol szeretned csinalni a hajot?
E30 (oo=[][]=oo)
kisjuhi
csendes tag
Több rétegű üvegszál/szénszál/kevlár kompozit lesz.
soldi3r
veterán
Akkor annal teljesen mindegy, hogy milyen a sablon.
Meg kell rajzolni, es 4-5 layerkent legyartani, aztan osszeragasztani. Sok hobbista megcsinalja toredek aron. Plane, hogy kevesen tesznek fat a gepbe.
E30 (oo=[][]=oo)
kisjuhi
csendes tag
Tudnál ajánlani valakit, aki ilyennel foglalkozik? (hobbista)
Antoan
csendes tag
Köszönöm pityu a segítséget.
Azt elértem, hogy középre került a satu delta eltolással, de ennél több információm nincs a gépi nullponthoz viszonyítva, hol helyezkedik el, a Z nulla, X nulla, Y nulla. A satu magasságát megtudom mérni, de már a gépi szimulációban a gépi nullponthoz képest nagyon sokat kellene számolgatni ahhoz, hogy tudjam honnan vegyen nullát a következő művelethez. Ergo így jóval túlbonyolódik a helyzet, és hiszek abban, hogy kellene lennie egy egyszerű jó megoldásnak is.
Köszönöm
MX1000 rulez
Antoan
csendes tag
röviden erről van szó, remélem így átláthatóbb.
MX1000 rulez
kpityu2
őstag
Az egyszerű megoldás szoftverfüggő, de általában nincs olyan opció, hogy két kattintással helyre tedd. Ha a szimuláció nullpontját nem az asztal közepére tették (általában azért oda szokták) akkor bizony szórakozni kell. Ez azt jelenti, hogy megnyitod szerkesztésre a gép objektumfáját és a megfelelő értéket átírod. Akár saját gépet is csinálhatsz, annyira nem bonyolult.
Van a szimuláció nullpontja és van a CAM rendszer nullpontja. Ezek egymáshoz való helyzetét neked kell beállítanod. Van amikor kapsz ehhez szoftveres segítséget, van amikor nem. Sajnos, mint mondtam a konkrét szoftvert nem ismerem, ezért nem tudom megmondani hova kattints, csak az eljárást próbálom megvilágítani. De a részleteket a modul súgójában szépen le szokták írni.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....

golyani
addikt
Formula student üléshez csináltuk úgy a sablont, hogy 6 darabra szedtük a mintát, úgy hogy beférjen a gépbe. aztán így a 6db tömböt illesztették össze a srácok és úgy adta ki a komplett ülés formáját.
CAM:
Topsolidban úgy néz ki az ilyen satus dolog, hogy először a satut rendelem hozzá az asztalhoz, onnantól kezdve akárhova megy az asztal viszi/forgatja magával a satut is. Utána satuba fogás opcióval helyezem a darabot a satuba.
[ Szerkesztve ]
Antoan
csendes tag
Köszönöm biztató gondolataid
A gépszerkesztőben próbáltam belenyúlni az eltolásokban, röviden annyira jutottam, hogy a tengelyforgatást megelőző, normál asztalhelyzetben, már már sikerült középre varázsolni a befogót, és a megmunkálni kívánt alkatrészt. De betyármód bele lehet bonyolódni, ma, csak legalább 100x fogtam neki 
Viszont ténylegesen, a gépi nullapontot nem tudtam középre tenni... Szívás ugyan, de lelkes vagyok, nem adom fel Talán kitartásom meghozza majd a gyümölcsét, ha jutok valamire, azt megosztom veletek, hátha más okulhat ebből
Most következik az a rész, amikor a gpptool ba nyúlok bele manuálisan, és megpróbálom visszafejteni, hogy hol lehet odatenni a gépi nullpontot, ahová nekem kell 
[ Szerkesztve ]
MX1000 rulez
Antoan
csendes tag
Neked is köszönöm a tanácsokat, de megemlítem, hogy solid-cam al van dolgom és szeretnék belekezdeni már egy öttengelyes komplexebb munkába. Kaptam én is olyan tanácsot, hogy a satu modeljét, tegyem makróba, de ennek a lépéseit nem igazán ismerem, és ahhoz még semmilyen információm, anyagom nincs, hogy valahonnan legalább elindulni tudjak
Köszönöm az ötletet, kutakodok, túrom az internet feneketlen bugyrai 
MX1000 rulez

Danivagyok
csendes tag
Szia!
Nem tudok érdemben segíteni, mert a solidcam-et csak 3d-ben használom. De annyit hozzátennék, hogy a gpptools mappában a gép kinematika a .mac fájlokban van leírva, itt teheted át a gépi nullát is. A .gpp fájlok a szerszámpályák G kóddá konvertálását szabályozzák, azaz ez maga a posztproci. A file szerkesztéshez a wordpad is elég.
Mindenki végezzen adatmentést MOST!

blasko92
őstag
Napi tudományos bölcselet. Állandó vágósebességnél a maximális fordulatból számolja a gép a VÁGÓSEBESSÉGET!!!.... Maaargit, nórmális?  Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.
Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.
Lehet, hogy fiatal vagyok, meg szemtelen, és még van mit tanulnom, de tudom mit jelent az, hogy állandó. Ezt még az én gyomrom sem veszi be. 
[ Szerkesztve ]

csiziktomi
senior tag
Sziasztok!
Olyan programot keresek android alá amivel fel lehet tölteni,illetve lementeni programot a megmunkállóközpontról.RS232 kapcsolaton.
nchelp
tag
és ki volt az a retardált műszaki almafabéka? 
nchelp
Antoan
csendes tag
Kedves Barátaim.
Hosszas kutakodás után ( minimum 1-2 nap) rájöttem, mi volt a probléma. Elsősorban arra gondoltam, hogy nullaponteltolással, kiszórakozom hogy a gépi szimulációban ott dolgozzon a szerszám, ahol a munkaterület lenne. Ahhoz hogy minden műveletet végre tudjak hajtani, (Marás, Fúrás..Stb.) elég körülményes lett volna, minden nullapont eltolást végigszámolgatni. Már a feladás küszöbén álltam, mikor megnyitottam a szimuláláshoz behívott filet. Ezek kiterjesztése, lehet MAC, az én esetemben vmid. És ott derült ki, hogy a szimuláláshoz használt modellt, melyik könyvtárból szedegeti elő. A lényeges parancssorokat írnám ki. <Machine ID="0" DeviceNumber="0" Name="Hermle-C30_iTNC530_5X_TZ" CatalogNum="000001" Type="0" Ver="18" MinSpin="0" MaxSpin="0" Company="Hermle" Model="Hermle C30" ControllerName="" RelativeGppFolder="" OperationType="0" MachSimName="5XHermle_C30_TZ" <-- És ebben a parancsban volt egy igen érdekes hiba. A MachSimName (azaz a szimulációs géphez tartozó modellkönyvtár neve) Egy ugyan olyan gép könyvtárát hívta be csupán a típusa volt más, az esetemben Hermle_C40U. Miután átütöttem a fájlok elérési útvonalát, és megadtam a helyes gépi szimulátor modellének könyvtárát, elérési útvonalát, úgy máris annak a gépnek a szimulációs modellével tudtam dolgozni, amelynek helyesen lettek meghatározva a gépi nullapontok.
MX1000 rulez
blasko92
őstag
Akit olyan nagy becsben tart a szintén műszaki analfabéta tulaj Az a helyzet, hogy hiába vagy pénzes cégtulajdonos, meg hiába forgagod jól a zsét (gondolom tudod melyik népre gondolok...) , ha nem értesz a vállalkozásod profiljához ott basznak át ahol csak érnek. És miért ne tennék meg?
Vannak ám még hasonló dolgok amiket inkáb nem írok le, jobb a békeség 
zolikaDB
veterán
Jóvan, akkor én se írok semmit. Mondjuk nem vagyok mesélős kedvemben, pedig van történet 100 meg 100...

Rodzser Mór
senior tag
Sziasztok!
CNC megmunkálógép (eszterga+maró) gép főorsójában elfér 100-120mm átmérőjű cső? Tudja ezt adagolni magának vagy milyen plusz műveletet kell beiktatni?
blasko92
őstag
Egy a lényeg, dolgozni kell, mert kurva egy világ van. Asszem lassan nekiállok másik melóhelyet nézni.
nchelp
tag
ha elég nagy a gép... ez már megint egy érdekes kérdés volt...
nchelp
blasko92
őstag
120-as rúdáteresztés az már nem kismiska.....
zolikaDB
veterán
Ez inkább eszterga.
Ezeknek a gépeknek van egy rúdáteresztése, ami X mm átmérőben ugye.
Mint száladagoló, az is létező gép.
A csőesztergálás megint egy kellemes téma Bár ebben a méretben annyira nem kellene, h veszélyes legyen, kérdéses a falvastagság.
Nos, ha találsz megfelelő méretű esztergát, amihez van adagoló, akkor megoldható a dolog.
Hülye példa, de ennek is 100mm az orsófurata Nyilván megvan az oka.
[ Szerkesztve ]
zolikaDB
veterán
Nade, azért akkora gép ha nem is kell, de termetesebb fajták tudják
[ Szerkesztve ]
blasko92
őstag
Na ezekkel mar lehet rombolni a vasakat. Szivesen eldolgoznek ilyen nagy gepen.
Asszem az Excel foglalkozik ilyen egyedi nagygepekkel. Ok szoktak az orso atereszteset is novelni.
[ Szerkesztve ]
soldi3r
veterán
Ez meg nem is olyan nagy. A kinaiaknak ebbol is van nagyobb.
E30 (oo=[][]=oo)

oppá
újonc
CSWP vizsgát lehet Magyarországon csinálni? Magánszemélyként is lehet, vagy csak a szoftvert birtokló cégen keresztül?

Sanyaaa26
senior tag
Sziasztok!
A következő nagy kérdésem lenne, biztos van köztetek aki ismeri a cimco edit nevű programot, eddig a5-ös verziót használtam melóban gond nélkül. Viszont most a 7-es verzió került tesztelésre, folyton olyan problémát csinál hogy az összes g kód után pontot rak, a vezérlő egy siemens 840d. Már átnyálaztam az egészet, de nem értem mi a gond, előre is köszönöm.
zolikaDB
veterán
Napi Fanuc.
Kollega csinal egy szerszamot, benne 4 feszek, 2 jobbos, 2 balos.
Kiszenvedi Manual Guide-al a szabadkonturos SL ciklusos kibontast.
Probakor, 0.1 melyen szepen megcsinalja. Atirja a melyseget Z-10-re. Zold gomb, orso all, semmi, eltelik vagy 20 masodperc, megmoccan a gep, es le is all hibaval.
Valami olyasmi, h nem tud szerszamutvonalat szamolni (not possible tool path calc)...
Kinlodik egy darabig, semmi.
1 tized melyen jo.
Megoldas, tádááám: visszairja 10-re, vart vagy 3 percet, zold gomb, es megy szepen....
Pfff....

TGWH
őstag
Mindig mondtam, hogy megéri takarítani előkerült a hiányzó tokmánypofa, meg pár vadi új szerszám
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe

Téma tudnivalók
● nem beszélgetős OFF topic!

Mai Hardverapró hirdetések
prémium kategóriában
- Bomba ár! Lenovo ThinkPad X270 - i7-7G I 16GB I 256GB SSD I 12,5" I HDMI I Cam I W10 I Garancia!
- Bomba ár HP Spectre Pro X360 G2 - i5-6G I 8GB I 256SSD I 13,3" FHD Touch I Cam I W10 I Garancia!
- DELL OPTIPLEX 3020 - i5/8GB/256GB/GT710
- Gigabyte Brix GB-BRR3H-4300 4300u, 16GB DDR4, 256GB SSD
- Bomba ár! Dell Latitude E7450 - i5-5GEN I 8GB I 128SSD I 14" HD I HDMI I Cam I W10 I Garancia!
ingyenes kategóriában
- Xiaomi Redmi Note 10 Pro 6/128GB eladó
- C-Fly Faith Mini 5G WIFI 3KM FPV GPS 4K 249g vadonatúj 3 akkumlátorral 1órás repülési idő
- Xiaomi Mi Note 10 Lite 128GB, Kártyafüggetlen, 1 Év Garanciával
- Samsung Galaxy 24+ S24 Plus 12/256GB Samsung 3 Év Garancia! 3 napos! Ajándék Gyári Tok!
- Logitech Marathon Mouse M705
