







Sziasztok!
Szerszámbemérés és nullpont beállításban szeretnék segítséget kérni.
Egy EMCO concept turn 260 + sinumerik lenne az alany.
Bemérem a szerszámot, megvan a szerszámkorrekció, felveszem a nullpontot, minden tökéletesen működik. Kikapcsolom a gépet, és az újbóli bekapcsolás után kezdhetem előlről az egészet, mert a Z értéke Z+Z0 lesz. Eddig tökéletesen működött, fogalmam sincs, hogy most mi lehet a baja. Már elővettem a használati utasítást is, de elvileg úgy csinálok mindent mint ahogy le van írva [link] F16-F19 oldal.
Gyorskeresés
Legfrissebb anyagok
- Bemutató Route 66 Chicagotól Los Angelesig 2. rész
- Helyszíni riport Alfa Giulia Q-val a Balaton Park Circiut-en
- Bemutató A használt VGA piac kincsei - Július I
- Bemutató Bakancslista: Route 66 Chicagotól Los Angelesig
- Tudástár AMD Radeon undervolt/overclock
Általános témák
LOGOUT.hu témák
- [Re:] [D1Rect:] Nagy "hülyétkapokazapróktól" topik
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [sziku69:] Szólánc.
- [Re:] [sziku69:] Fűzzük össze a szavakat :)
- [Re:] [Luck Dragon:] MárkaLánc
- [Re:] [Szevam:] Érzelmi magabiztosság/biztonság - miért megyünk sokan külföldre valójában?
- [Re:] Elektromos rásegítésű kerékpárok
- [Re:] [bitpork:] Fogyasztásra ítélve
- [Re:] [Adrian Mole:] Friss konfig, Win 11, gyere rám
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
GAMEPOD.hu témák
Hozzászólások

#54597376
törölt tag

zolikaDB
veterán
Elem nem merült le?

atus72
senior tag
Sziasztok,
Öntőformához keresnénk anyagot, egyelőre abszolút tapogatózás szinten van a dolog.
Tudna nekem valaki közelítő beszerzési árat mondani aluminium tömbre (dm3-re mondjuk) illetve vannak olyan epoxy habok amik szintén jók lehetnek erre a célra.
Köszi
[ Szerkesztve ]

Alcsi69
senior tag
Sziasztok!
Szeretnem megkerdezni, hogy van-e itt valaki, aki - termeszetesen penzert - egy adott Solidworks modell alapjan ki tudna marni az adott alkatreszt? 
Koszi!
[HUN]Zolee
senior tag
Az függ az alkatrész méretétől és bonyolultságától.
Egy kép sokat segítene
''<[HUN]DrH>valaki mondjon egy tuningolos programot a mivel kocsis képeket tudok tuningoloni.'' https://ferromag.aranyoldalak.hu/
Alcsi69
senior tag
Most csak ilyen képet tudok küldeni, otthoni gépemen van a design: [kép]
Még nincs teljesen kész, lesz még két hozzá tartozó, de különálló alkatrész.
Illetve ennek a belseje nem végig van vágva, marad az alján 2cm, viszont onnan még 1cm mély hexagon alakban ilyen honeycomb-szerű elrendezéssel vannak még bevágások. Ezeknek a bevágásoknak mind a hat oldalán lenne még egy durvább knurling.
Egyáltalán nincs még kész, de majd küldök egy videót hogy jobban lehessen látni hogy kb. miről lenne szó. Meg persze a tervet is el tudom küldeni.
Méret: rézből kellene lennie, Solidworks a jelenlegi formájában 2700g körülre számolja, szóval nem éppen egy pici - és olcsó - dologról van szó.
[HUN]Zolee
senior tag
A méretezés mm-ben érdemes megadni, mert azt használjuk, és tűrések is kellenek a gyártáshoz.
Amúgy nem tűnik egyenlőre legyárthatatlannak, de majd ha kész lesz kiderül
Alapanyag olyan 5kg körüli kell hozzá saccra, 7000ft/kg-tól indul,de függ a réz fajtájától is.
''<[HUN]DrH>valaki mondjon egy tuningolos programot a mivel kocsis képeket tudok tuningoloni.'' https://ferromag.aranyoldalak.hu/

motown5l
senior tag
Sziasztok. Olyan problémám lenne, hogy nyitott ajtónál nem tudom járatni a forgács kihordot. Régi szoftver engedte. De. Már nem. Esetleg tudja valakinek hogy hol, találom azt az, opciót? Mert így elég gáz, takarítani a gépet. Egy Haas VF4 SS - rol lenne szó
[ Szerkesztve ]

Phülöp
addikt
Nálunk egyik Haas se engedi. Mondjuk pont tudok együtt élni a dologgal, bár tény, hogy kényelmesebb, ha lehet járatni nyitott ajtónál. Az tengelyes vason én az oldalsó ajtókat húzom fel, azokon nincs érzékelő. :)
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
motown5l
senior tag
Köszonom a válaszod. Én is úgy szoktam. Hát ez elég szívás.

kpityu2
őstag
Sajnos a túlzásba vitt védelmi intézkedések gyakran ezen rendszerek teljes kiiktatását eredményezik. De a gyártó legalább lefedezte magát.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
motown5l
senior tag
Igen ebben igazad van. A Haas mondta hogy volt problémájuk e miatt.. Bíróságra vitték őket.
Phülöp
addikt
Én eddig két nagyon csúnya balesetet láttam. Mindkét esetben túlélte a kolléga, de le is százalékolták őket. Nem vagyok hajlandó olyan gépen dolgozni, ahol a biztonsági berendezések ki vannak iktatva. Még ha kényelmetlen is néha.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
kpityu2
őstag
Igen, de a probléma akkor van amikor a védelmi intézkedések már olyan szinten akadályozzák a munkát, hogy nagy valószínűséggel kiiktatják őket. És ilyenkor kontraproduktívak, mert pont a céljukat nem érik el. Normális cégeknél figyelnek a visszajelzésekre és olyan megoldásokkal operálnak amelyek biztosítják a védelmet, de nem gátolnak feleslegesen. Ilyen pl. a karbantartási üzemmód lehetősége, amikor részlegesen feloldásra kerülnek tilalmak és csak a fokozottan veszélyes üzemmódokat blokkolja. Pl. orsómeghajtás, szerszámcsere tiltása, nagy előtolással való mozgatás, stb. Csak ezeket macerásabb felprogramozni, mint egy mindent tiltó kapcsolót beszerelni. És az ilyen mindent tiltó kapcsoló az amit jó eséllyel megbuherálnak és aminek a következménye a súyos baleset.
#13862 motown5l: Azt hiszem itt is volt szó arról, hogy a Haas gépek állapotellenőrzése nem valami jó. Ha félúton elakad valami, akkor a gépnek fogalma sincs arról, hogy mi a pálya. Én Roeders-en dolgozom és ha valami nem ott van ahol lennie kéne, addig nem hajlandó megmoccanni amíg helyre nem áll a korrekt állapot. Szerszámcsere elakadásnál engedélykérés, figyelmeztetés után még megpróbál egy lassú visszamozgatást, de minden máshoz karbantartási üzemmódban kell kikapcsolni egyenként a védelmeket a szervizesnek. Viszont a kézivezérlőn van egy segédgomb aminek folyamatos nyomvatartása mellett nyitott ajtóval is lehet lassan mozogni és a forgácsot kihordatni, amely gomb 1-2 perc után hatástalanná válik és újra el kell engedni és megnyomni. Természetesen az orsóforgást nem engedi.
[ Szerkesztve ]
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
motown5l
senior tag
Nekem még igazából, nem volt vele bajom. Vásárlás után volt baja.,az Y tengely fedő lemez szigetelessel volt baj. És be ázott.
Rossz volt a konstrukciója.el kezdett nyigni a tengely, és a motor tönkre ment e miatt. A szerviz ki cserélte.ea csináltak software frissítést. Azóta van baj a takaritassal. Az előző posztban írta az egyik szakmabeli, Hog volt baleset e miatt. Mármint a forgács kihordot miatt. Hát ennél elég nehéz lenne mert nagyon mélyen van a forgács kihordot szerszámot is alig érem el mikor be kel rakni az orsoba. Dgoztam olyan helyen, hogy az, esztergályos bele állt a forgacskihordoba, úgy hogy ment alatta. És ugy cserélte a lapkát. De nem volt ott sokáig a gyerek. Ha valami be akad a gépbe, akkor videót mutat róla a gép, hogy mit kel csinálni vele. Jovohrtrn jön az új gép. Vettünk egy Hurco marot. Van, már belőle egy. De nekem nem jönnek be a hurco k. Elég gyengék.Haas a kedvencem
[ Szerkesztve ]

lali81
tag
Sziasztok, van egy sulis házim, CNC marás és esztergálás témában. Van aki tudna segíteni benne (van egy 3D-s rajz, annak alapján kéne műv. utasítást készíteni és beállító lapot, és g kódsort.) Természetesen üzleti alapon. köszi. 
[ Szerkesztve ]
Phülöp
addikt
Gondolom, a suli se ingyenes. Tanárok nem végzik a dolgukat?
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
lali81
tag
hát sajnos nekem nem ez a fő csapásirányom, és szokás szerint idő hiányában szenvedek, munka és család mellett..
motown5l
senior tag
Marasban lehet hogy tudok segíteni.
[ Szerkesztve ]
lali81
tag
köszi, írtam privát.
Imy
veterán
Van aki használ 3018-as CNC -t? Esetleg NYAK lapot Mart vele? Mik a tapasztalatok hogy érdemes elindulni?

kavalkád
aktív tag
Tud valaki vágni/marni 8mm-es rétegeltből? Csak kontúrt kell, nincs magassági alakítás. Elsősorban Budapest/Pest megye területén. Előre is kösz.

Sziasztok.
Csak a véleményetekre/tapasztaltatokra lennék kíváncsi.
Siemens 840 másnál is kifagyogat/ piszok lassú? Szerencsére csak a felület és nem munka közben.
Minél újabb egy vezérlő annál lassabb az UI?
Fanuc meg Brother elég gyorsan reagál. OSP-200 sem volt vészes.
MAPPS IV már sokszor lassúnak éreztem, de a Siemens számomra meglepően akadós.
Amúgy remek mert hülye biztosra vannak írva a programok, de a rendszeres akadások, kifagyások elég idegesítőek. Max 3 éves gépekről van szó.
A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM

TGWH
őstag
Általános tapasztalat, hogy ami újabb, és számítógépes vezérlése van bízva, az így működik, szóval igen. Gyakorlatilag az nct vezérlőn ugyan ez figyelhető meg. Azt nem tudom, javítottak-e rajta a legújabb szériával.
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
#04331520
törölt tag
Üdvözletem!
Kb. 150x50x50mm nagyságú üveg-/szénszál epoxy laminátum (esetleg titán) megmunkálására melyik a legolcsóbb 3 tengelyes gép ami 3D-ben megtervezett forma alapján mar? Legalább 100 mikronos pontosság elvárás.

mika55555
csendes újonc
Sziasztok,
a segítségeteket szeretném kérni.
CNC gépekbe USB floppy emulátorok kerültek üzembe helyezésre és ezzel kapcsolatban hibajelenségeket tapasztalunk.
Sikeresen tudunk letölteni programot pendrive-ra és másik gép is látja azt.
A gondom az, hogy PC-be vagy laptopba csatlakoztatva a pendrive-ot a CNC gépről-ről letöltött program, (MPF kiterjesztésű fájlok) nem látható.
Abban az esetben, ha ezt a probléma nincs megoldva a "CAM-ezés" nem lehetséges.
Segítségetek előre is köszönöm szépen!
kpityu2
őstag
Szerintem az emulátor gyártójával konzultáljatok.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....

Ideg
aktív tag
Szia!
Nálunk is vannak ilyen emulátorok.
Nálunk úgy van, hogy a pendriveot egy külön szoftverrel "floppy"-ként kell formázni. Ez létrehoz a pendriveon 100 x 1,44MB "partíciót". Total Commanderben vagy intézőben csak a "floppy0"-t fogod látni, de a hozzá tartozó szoftverrel bármelyik 1,44MB-os "partícióra" másolhatsz. Ezután bedugod a CNC gépbe és a kis emulátoron van egy kijelző amin 0-99 ig tudsz léptetni. Ezzel választod ki, hogy a floppy melyik partícióját akarod látni. Nálunk szerencsére megy oda-vissza is a dolog.
Ha ugyan ez az emulátor van nálatok is, akkor figyelj arra, hogy amikor a CNC gépről letöltöd a pendrivera a progit, akkor az emulátor a "000" állásban legyen. Ilyenkor a "floppy0" ra másolsz, amit már látni fog a PC a speckó szoftver nélkül is intézőben vagy a total commanderben, stb.
Phülöp
addikt
nos, ebből maradt 2 gép robottal + CAM, hétvégi túlóra esetén +1 gép rakni
mindemellett nekem jutnak a finom falatok:
szerencsére csak 33HRC, hadd szikrázzon
ezt meg 5 tengelyen egy felfogásból készre

[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Akkor még megy a meló azért.
Most elektromos autó beszállító cégnél kirúgták az alkalmazottak ötödét. Nagyrészt gépkezelők.
Műszak 3+3-ról 3 műszak 8 órára csökkent.
A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM
Phülöp
addikt
nálunk nem nmagyon érezni a visszaesést
volt egy rövid időszak a pandémia alatt, amikor vagy egyáltalán nem, vagy csak aranyárban lehetett nyersanyagot venni (alu és vörösréz), de az pár hónap alatt lecsengett
megrendelés most van rogyásig, a tulaj meg nem győzi visszatolni a cégbe a pénzt
mondjuk béremelésre nem nagyon áldoz (kivéve a nagypofájú magyar gyereket, mert az odaáll érte)
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Vannak problémák amikre még a japóknál is figyelni kell. 

Pedig gépet azt tudnak építeni.
Súrún megálló gépet úgy lehetett felismerni az egyik munkahelyemen hogy a Master On gombon is törött volt a műanyag. ![;]](http://cdn.rios.hu/dl/s/v1.gif)
[ Szerkesztve ]
A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM
zolikaDB
veterán
Hát a japók azt a kib-szott hűtéstechnikát lassan megpróbálhatnák modernizálni, mert én már mindenféle modot-szűkítőt gyártottam rá, hogy ne csak ilyen elefánthugyozás legyen a 100e eurós masinán a vízhűtés...

csadi0011
őstag
Én eddig csak olyan gépet láttam, ahol golyóscsappal lehetett szabályozni.
Nekem inkább az a problémám, hogy eláll a víz, behajolok a gépbe, majd lefröcsköl a csőben maradt vízzel, ami később jön ki.
Phülöp
addikt
Csinálj vákuumot, az kirántja. Ha sűrített levegővel a cső vége előtt keresztben fújsz 1-2 másodpercnyit, attól megindul. Utána hajolj csak be.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
zolikaDB
veterán
Erre a visszacsapószelep is megoldás lehet.
De egy Robodrillben én sosem tudtam még behajolni a csövek alá
Jobban zavar, hogy a lámpáról csepeg a fejemre-nyakamra-hátamra a lé...
Addig örülj ameddig nem üregelőt kell átszerelned.
Az a fos még fél órával később is csepegteti az olajat.
A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM
csadi0011
őstag
+zolikaDB
Bár én nem japó gépekkel dolgozok, nálunk egyik gépen van csap a hűtővíz elosztó előtt, kézzel el lehet zárni és nem csepeg. Az bevált.
Van egy alattomos gép, aminél beépített és nincs erre opció. Össze-vissza pisil. Ha kifújod levegővel a csövet és vársz, hogy kicsöpögje magát akkor utána akkor csöpögni fog újra, amikor behajolsz. Ott nem működik a vákuumos technika. Csak a csapelzárás, de egyenként és kár elrontani a jól beállított csapokat.
zolikaDB
veterán
Szép reggelt urak!
Egy röpke kérdés/eszmefuttatás ->
Egyszerű, de lassan "egyre kevésbé jövök ki a bérből", viszonylag nyugis, 1 műszakos, 1 gépes melója van a haveromnak (darab, rajz megkap, majd a fényes darabot leteszi az asztalra, úgy írja, oldja meg a programot bmit, ahogy akarja).
Ti ehelyett vállalnátok oktatói állást talán kicsit jobb pénzért, annak minden előnyét és hátrányát tekintve?
Nem állami oktatásban, hanem nagy fémipari cég oktató részlegén, természetesen 20 horomontúltengéses szakmunkásbajszos, iphone-os kölyökkel, de pl nyári/téli stb szünettel, munkaidő se a tipik 6-tól 2-ig meg 8 túlóra, és társai. Gépi forgácsolás, CAD-CAM oktatás, barna köpeny, ahogy kell
Mi a véleményetek?
(a hazai viszonyokat tekintve, ezek már nagyon az "utolsó rugásai" a haveromnak, ez az ország nem lehetőségeket, max. próbálkozásokat kínál, szarnak itt a "jószakemberre" - a haverom a keleti határ közelében él/dolgozna)
[ Szerkesztve ]

fecaga21
aktív tag
Üdv. Budapesten tud valaki komoly helyet egyedi gyártásba Cnc marósként?Nem szerszámgyártásra gondolok, hanem egyedi, ahol a műanyag, alu, rozsdamentes, stb mind előfordul, és lehet a szakmában fejlődni?Van ilyen Pesten?Amiket néztem eddig az mind csalódás volt
Imy
veterán
Milyen programmal szoktátok az NC file-t legenerálni, ha csak egy vonalas szöveget martok? Azaz egy betűn csak egyszer megy végig a szerszám, nem többször. Vagy csak a szélein marja ki.
Illetve milyen V szögű, és típusú szerszámmal jobb marni? [link]
Phülöp
addikt
Szoftver: ami CAM épp a kezem alatt van
Szerszám :gravírtüske, vagy ha kell betűvastagság, akkor gömbmaró.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
zolikaDB
veterán
30 fokos, valamint FUSION 360.
Ha az nincs, akkor Cimco Cut, de arról nem akarok beszélni többet, mert warez lenne a vége
Imy
veterán
Phülöp
addikt
Ha nagyon szőrös a keletkező él, akkor érdemes egy utólagos síkmarást a gravir után engedni - én 0.02mm-rel a felület fölött szoktam söpörni.
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
csadi0011
őstag
3D nyomtatott műanyagot szeretnél? Alacsony fordulattal próbáld. Mi volt a gond a végeredménnyel?
PLA, ilyesmi szerszámmal: [link] 

Imy
veterán
Ilyen anyagom van: [link]
Kb 1,5mm vastag, a felső réteg egy vékony fehértől eltérő réteg.

spacelab
tag
Üdv! Nem találtam jobb topikot, ezért itt kérdezném. Talán ismeritek a sinutrain programot, ami kb. a sinumerik gyakorlására lett kitalálva. Egy iskolában dolgozok, ahol felmerült az ötlet, hogy hegesztőrobotok programozását kellene valahogy megnézni. Nincs esetleg valami hasonló program erre mint a sinutrain? Vagy valami ingyenes szoftver amiben szimulálhatunk valami hasonlót mint a robot hegesztés? Bármilyen ötletet szívesen fogadok.


Sziasztok. Tudna esetleg valaki csinálni 2 "gyűrűt" valami puhább aluminiumból? Sajnos csak rozsdamentes acélból tudtunk csináltatni, de rendre beletörik a menetfúró  Külső átmérő 72mm belső átmérő 53mm és 4mm vastagság kellene. Köszönöm
Külső átmérő 72mm belső átmérő 53mm és 4mm vastagság kellene. Köszönöm

soldi3r
veterán
Miert nem esztergaltatjatok mindjart menetesre?
E30 (oo=[][]=oo)
Sajnos M 2.5-es menet kell bele. Akikkel beszéltünk senkinek nincs ilyen menetfúrója Kéziben is csomó ideig tartott mire egy helyen tudtunk szerezni. Még azt az infót kaptam, hogy esetleg PET-ből is lehetne csináltatni, állítólag abba lehetne menetet fúrni.
csadi0011
őstag
Szia.
Mi a valós cél? Mint érdekesség, hogy hogy néz ki, vagy akár oktatni is? Minden robotnak más a programozási nyelve. Nem szabvány g-kód alapján mennek, mint a legtöbb CNC.
Minden robotnak megvan a saját szoftvere. Vannak szoftverek, amik sok robotot ismernek. Vannak CAD rendszerbe beépülő szoftverek. Programgenerálás általában, ami pénzbe kerül, szóval ha van ingyenes, akkor ebben korlátoltak ezek a szoftverek.
RoboDK ingyenes letölthető és egy ideig lehet 50 sor programot generálni. Szerintem nagyon jó és a CAD rendszer pluginjaik kényelmesek.
Ha már Siemens, akkor az NX-ben van robot a CAM részben.
Topsolid-ban is van, ők tartanak is oktatást robotos alkalmazásokkal.
Ha konkrétan robot vezérlőn való programozást szeretnétek nézni, akkor a gyártó saját szoftverei kellenek, mert ott a vezérlőt látjátok.
Universal Robot szimulátorszoftvere teljesen ingyenes és csak a robot vezérlőjét szimulálja egy virtuális gépben pl. Virtualbox-ban lehet használni.
Fanuc-nál Roboguide 30 napig ingyenes. Már nem lehet csak úgy letölteni. Írni kell a Fanuc-nak. A robot vezérlőjét is és robot cella környezetet is lehet vele szimulálni. Van hegesztés rész benne, ahol a szimuláció mutatja is a hegesztést és varratot is rak.
Kawasaki-nak K-Roset azt hiszem ingyenesen letölthető. Roboguide-hoz hasonlít.
A többivel nincs tapasztaltom. KUKA-nál is van ingyenes és programozhattok benne.
Hegesztés főprofilú cégek, mint a Cloos vagy a IGM szoftverei azt hiszem fizetősek, de ott biztos több funkció van vagy érdekesebb példák.
Hegesztéssel kapcsolatosan mit szeretnétek nézni? Robothegesztés lényegében sima robotmozgás. Egy hegesztésre felkészített robotszoftver kommunikációban és hegesztési mozgásokban tud többet. De a hegesztési mozgást nem kell leprogramozni. Hogy valamilyen hegesztési alakban menjen, ahhoz kell a kezdőpont-végpont és hozzá egy paraméter, hogy ez egy hegesztési mozgással menjen, ne egyenes vonalban. Az alap mozgásokon kívül annyival több a hegesztőprogram, hogy tartalmaz hegesztőmozgás beállítást, hegesztési beállításokat, mait kiad a hegesztőgépnek, beméréseket indítasz.
spacelab
tag
A valós cél az amit röviden kb. leírtam. Egy iskolában dolgozok, ahol hegesztést is tanítanak. Szeretnének mutatni robothegesztést, de csak szimulálható, virtuális hegesztőgéppel, mint kb. a sinutrain. De tényleg csak annyi a cél, hogy lássanak ilyet is a diákok. Kb. ilyen "megnézni, valamit kipróbálni, 1-2 órát játszani vele" dolog az elképzelés.
Köszönöm az ajánlásokat, megnézem őket.
[ Szerkesztve ]

kesztió
aktív tag
5 mm átlátszó akrilt (plexit) szeretnék vágni (NEM gravírozni), és ha jól értem, 2 opcióm van:
1. CO2 lézer, legalább 50W,
2. CNC marás.
Az 1. mellett szól, hogy nagyon szépen vágja az akrilt, gyönyörű, csiszolt felületet generál. Hátránya, hogy drága, nagy a gép, macerás, és mintha pontatlanabb lenne (habár ez utóbbi nem tudom, mennyire igaz).
A 2. mellett szól, hogy egyszerű, robusztus, olcsó, nagyon pontos. Hátránya, hogy pont az akrilhoz nem a legjobb, valószínűleg kézzel (finom dörzspapírral) végig kell mennem a felületen, hogy utolérjem a lézer minőségét – és ami még inkább fáj, állandóan ott a répa a hátsódban, hogy mennyire kopott a marófej, mert a pontosságnál sajnos nagyon számít.
Mit javasoltok, melyikbe fektessek inkább be? Mennyire reálisak a felsorolt problémák?
Bug és debug fia vagyok én
zolikaDB
veterán
"...és ami még inkább fáj, állandóan ott a répa a hátsódban, hogy mennyire kopott a marófej, mert a pontosságnál sajnos nagyon számít."
Mivan?
A illető szagmunkás ámber nyomon követi, mi mennyire kopott. Ha kopott, cseréli.
Alapvetően nem feltétlen az akril, POM, gyengén ötvözött alu lesznek azok az anyagok, amik szétb.sszák a marót. Iparban sem, nemhogy kis hobbi fingreszelő gépekben.
Van egy adott szériám, ahol sokat bontok alut (X700-as Robodrillen). Talán 2 vagy 3 éve ugyanaz a garnitúra Rother Metalos (viszonylag olcsó) 3 élű VHM marókat használom erre a melóra. (csak erre, semmi másra)
Sőt, ugyanaz az M4-es formázó csinálja a meneteket évek óta ugyanebben a darabban.
Szóval, milyen répa????
[ Szerkesztve ]
kesztió
aktív tag
Köszi az infót! Mit javasolsz a megfizethető kategóriában? Van jobb óccsóért a 3018 pro-nál? 10–20µm-t meg lehet közelteni a belépő szintű gépekkel?
[ Szerkesztve ]
Bug és debug fia vagyok én
zolikaDB
veterán
Azt én nem tudhatom, közelről még nem láttam hobby CNC gépet, én ipari gépeken dolgozok.
Nézz rá Youtube-on Walter Reéb csatornájára, ő foglalkozik ilyesmivel is, hátha jön valami tipp.
soldi3r
veterán
A lezer nem lesz pontatlanabb, mint a maro es szerintem olcsobb is, mivel ha nagy a munkaterulet, akkor sem kell sokkal merevebb vazat epiteni hozza.
Elonye, hogy a belso sarok az valoban sarok, hatranya, hogy az 5mm vastagsagbol nem tudsz csak 2.5mm-t megmunkalni.
[ Szerkesztve ]
E30 (oo=[][]=oo)

op9
aktív tag
Sziasztok,
Keresek valakit, aki ki tudna nekem vágni egy 2.77 x 1.86 x 0.2cm-es fémlapot.
3D -ben kinyomtattam, ilyenről lenne szó:
stl fájlom van hozzá.
Köszi!
[ Szerkesztve ]
How Bad Do You Want It?
kpityu2
őstag
Szerintem keress egy lézervágó céget, gugliban találsz, elküldöd a méretezett rajzot és kivágják neked, csomagküldővel meg visszaküldik. Ha nem számít az anyag, biztos lesz nekik egy ilyen 2-es lemezük.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
fecaga21
aktív tag
Valaki tudna állást Budapesten cnc marós állást egyedi gyártásban?Heidenhain és Fanuc vezérlőt tudom programozni, 5 tengelyes gépet is
kpityu2
őstag
Miért nem küldesz CV-t fröccsszerszám készítő üzemekbe? Ott tuti nincs széria és gyakorlott maróst akkor is felvehetnek ha épp nem hirdetnek. Sokszor csak addig jutnak el, hogy jó lenne egy ember, de nem adnak fel hirdetést mert annyira nem égető a dolog, hogy bajmolódjanak az OKJ-s tagokkal. Másrészt ezen a vonalon CAM-ezés megy.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
fecaga21
aktív tag
Szerszámgyártásban dolgozok, de inkább egyediznék

Sipasanyi
tag
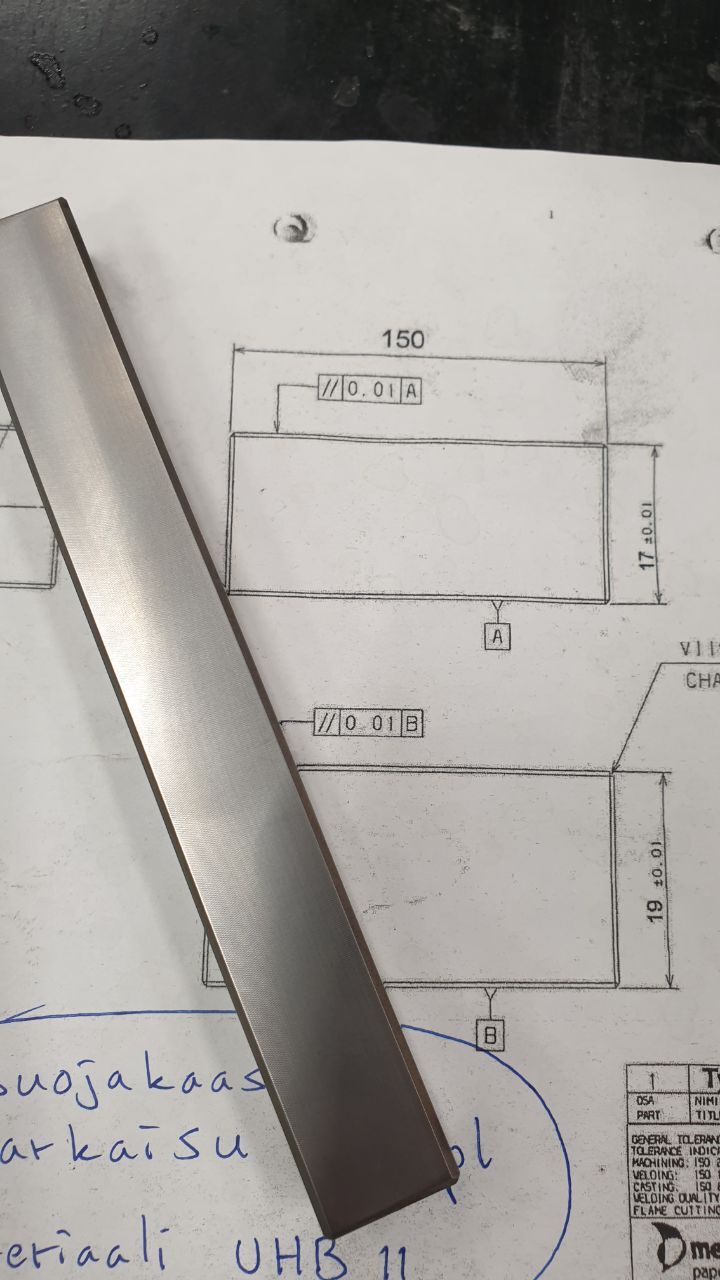
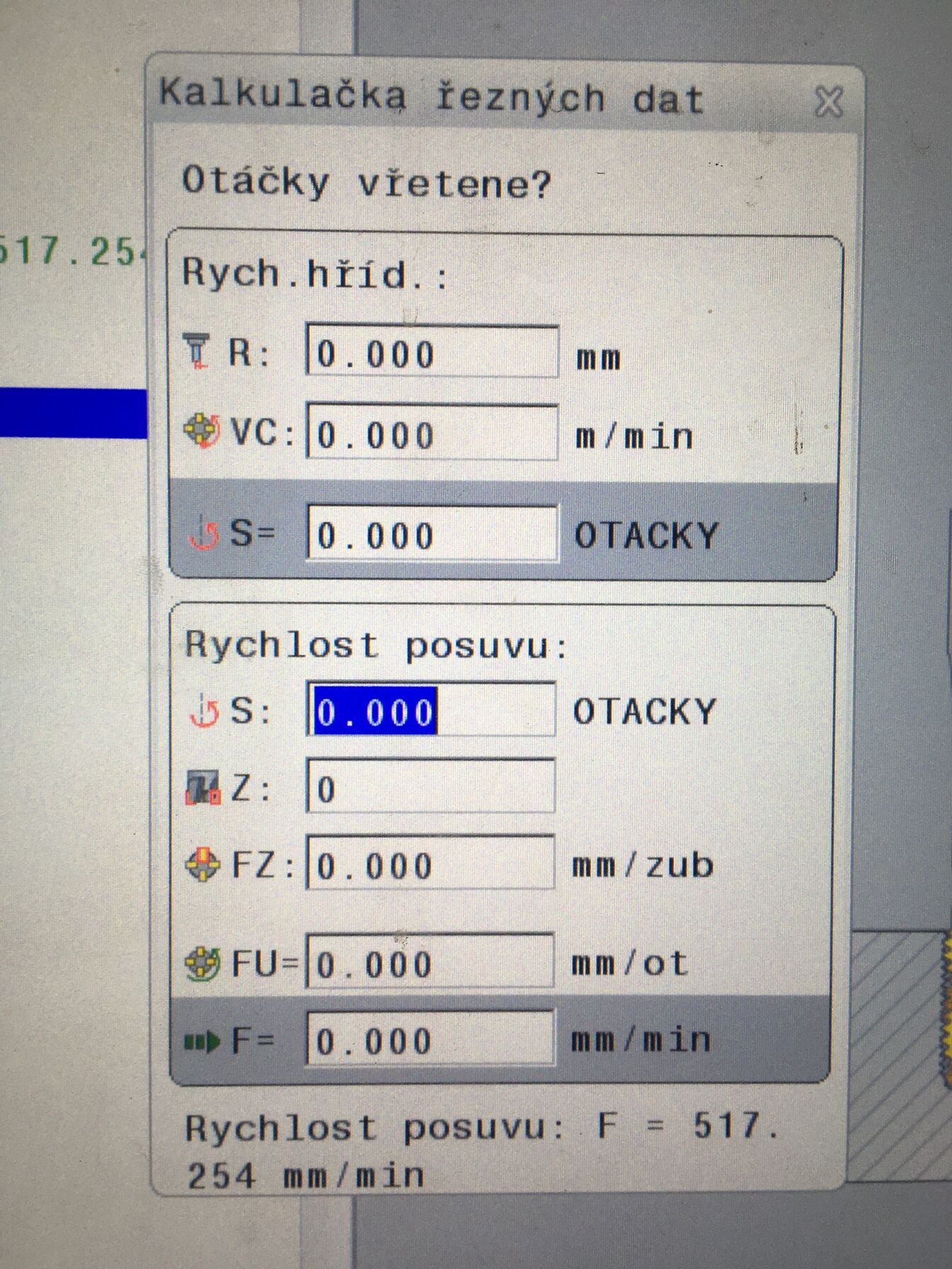
Yo all! Van itt valamilyen expert arc aki tudja használni ezt a táblázatot szerszám előtolás/fordulat meghatározására? Persze nem ingyen ha tényleg vágod a témát
LUXURY IS A CHOICE
Phülöp
addikt
Mi a konkrét kérdés?
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Phülöp
addikt
Az első rész a vágósebességet számolja
adott az alábbi képlet:
VC=2R*Pi*S/1000
ahol a
R: a szerszám rádiusza
Pi: hadd ne mondjam
S: fordulatszám
VC: vágósebesség (a szerszám egy kerületi pontjának sebessége)
Általában a szerszám rádiusza ismert, Pi ismert, és a szerszámkatalógusban találsz ajánlást a vágósebességre, így tudsz kalkulálni percenkénti fordulatszámot (a képletből visszafelé).
A második a szerszám előtolását számolja
adott az alábbi képlet:
F=S*Z*FZ
ahol
F: percenkénti előtolás
S: fordulatszám
Z: szerszám éleinek száma
FZ: egy élre jutó előtolás
a fordulatszámot fentebb kiszámoltuk, a szerszám éleinek (fogainak) száma adott, és a szerszámkatalógusban találsz ajánlást a fogankénti előtolásra.
Az FU (mm/ot) bármi lehet (google azt mondja, feed rate), én nem használok mást ide.
PS: ha megmondod, honnan jön az első képletbe az ezres osztó, akkor a tanácsom ingyen volt.
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Sipasanyi
tag
Mibe tenyereltem én  Először is köszönöm a részletes tanácsot, másodszor küld a számlát mer mezőgazdasági sulit végeztem A fordulatra vonatkozó képletet majd számonkérem a technológusunktól így a VC-t valahogy megoldom. A baj az FZ meg a FU.
Először is köszönöm a részletes tanácsot, másodszor küld a számlát mer mezőgazdasági sulit végeztem A fordulatra vonatkozó képletet majd számonkérem a technológusunktól így a VC-t valahogy megoldom. A baj az FZ meg a FU.
mivel főleg klasszikus fúrókkal/szármarókkal dolgozunk mint pl. made in Csehslovakia szóval érted... Vannak iscaros, maykestag, kennametal betétes fúrók azoknál valahogy előbányászom online.
LUXURY IS A CHOICE
kpityu2
őstag
A fő paraméter a VC, vagyis a vágósebesség és az FZ vagyis a fogankénti előtolás. Magyarán, hogy mennyit harap az él. Minden más ebből következik. Ezt a kettőt meg az anyag és a szerszámminőség határozza meg, táblázatból kinézendő paraméter. Vastag szerszámkatalógusok végén szokott lenni több oldalas színes szagos táblázat minden forgalmazott szerszám és anyag kombinációra.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
csadi0011
őstag
"PS: ha megmondod, honnan jön az első képletbe az ezres osztó, akkor a tanácsom ingyen volt.."
Ezért nem szeretem, hogy sok helyen csak így odaírják ezt a képlete. Egy képletnek mértékegységfüggetlennek kellene lennie, vagy ha ilyen számolás van benne, oda kellene írni minden tagjához a mértékegységeket.
Azért használjuk így forgácsolásban, hogy gyorsan tudjunk pötyögni a számológépen, de egyébként mindenki ki tudja számolni kerületi sebességből a fordulatszámot.
Köszörűkőre pl. m/s-t írnak.

Téma tudnivalók
● nem beszélgetős OFF topic!

Mai Hardverapró hirdetések
prémium kategóriában
- -56% HP EliteBook 840 G8:i7 1165G7,16GB RAM,512GB NMVe SSD,Iris Xe,IR kam.+ujj.olv.,vil.MAGYAR bill.
- Monitortató plexi konzol több elérhető készletről MONITORCENTER
- -50% HP EliteBook 840 G8: i7 1165G7,32GB RAM,1TB NMVe SSD,Iris Xe,IR kam.+ujj.olv.,vil.MAGYAR bill.
- 1.250.000 FT helyett 940.000 FT !! MacBook Pro 16" M3 Pro 12CPU / 18GPU / 18GB / 512 SSD
- RTX 2080TI ROG STRIX GAMER PC
