








Gyorskeresés
Legfrissebb anyagok
- Bemutató Spyra: akkus, nagynyomású, automata vízipuska
- Bemutató Route 66 Chicagotól Los Angelesig 2. rész
- Helyszíni riport Alfa Giulia Q-val a Balaton Park Circiut-en
- Bemutató A használt VGA piac kincsei - Július I
- Bemutató Bakancslista: Route 66 Chicagotól Los Angelesig
Általános témák
LOGOUT.hu témák
- [Re:] [GoodSpeed:] Windows 11 PRO FPP (Full Packaged Product) - Retail, Box, dobozos
- [Re:] [bb0t:] Gyilkos szénhidrátok, avagy hogyan fogytam önsanyargatás nélkül 16 kg-ot
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [Mr Dini:] Mindent a StreamSharkról!
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] Elektromos rásegítésű kerékpárok
- [Re:] [sziku69:] Szólánc.
- [Re:] [antikomcsi:] Való Világ: A piszkos 12 - VV12 - Való Világ 12
- [Re:] [ubyegon2:] Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- [Re:] [GoodSpeed:] ASUS ROG STRIX B650E-F GAMING WIFI - Memory Context Restory (MCR)
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
Téma összefoglaló
Hozzászólások

fabula
őstag
Esteleg nincs keresztbe fűződve a filament szál a dobon? Volt már ilyen gyári tekercsem egyszer, de én is elkövettem egyszer, hogy amikor a lelazult, leszaladt filát visszatekercseltem a dobra, véletlenül átfűztem keresztben egy menetet egy másik alatt. Azóta jobban figyelek erre  . Ilyenkor megszorul a filament a dobon és nem tudja szabadon húzni az extruder.
. Ilyenkor megszorul a filament a dobon és nem tudja szabadon húzni az extruder.
Amúgy lehet még az ok pl. az alacsony nyomtatási hőfok az adott filamenthez, ezért sem tudhatja a megfelelő mennyiséget adagolni akaró extruder átnyomni az anyagot a nozzle-n, vagy az adott nozzle átmérőhöz képest túl gyors nyomtatás is, ekkor sem tud elég anyagot átnyomni rajta az extruder és kattogni fog. Ezek persze csak tippek.
Hőtornyot nyomtattál az adott anyaggal?
[ Szerkesztve ]

Ton-ton
tag
Nálam is előfordult hasonló. A gyári tartó egy sima rúd volt (ender3), és nem mindig tudta rendesen húzni. Nyomtattam hozzá egy csapágyas tartót, azóta béke van. Thingiverse-ről töltöttem le, nem saját terv.
http://qtp.hu

kelekyle
őstag
Kevés tapasztalatot olvastam itt a polymaker PolyLite filamentekről, ezért megírom a sajátomat.
Többnyire filanora és prusa filamenteket használtam de eddig soha sem találkoztam azzal a jelenséggel, hogy nyomtatás közben törne a filament. (Vákuumfóliából kivéve friss ropogós, tehát nem lehet arra sem fogni, hogy rosszul tároltam volna).
Ezért egy filament vezetőt nyomtattam, hogy nehogy az legyen a baj, hogy éles szögben érkezik be a nyomtatóba (Bár ez a többinél nem volt probléma és már 2-3 éve nyomtatgatok), de aztán rájöttem, hogy azért törik a filament mert, összevissza van feltekercselve a filament. Nem, nem ugrott le róla és nem én tekercseltem vissza.
Pedig egy neves gyártó, de én elvesztettem kicsit a bizalmam.
Egyébként utánaolvastam és sajnos ez előfordult másnál is, egyébként többnyire elégedettek a vásárlók reviewok alapján, lehet csak én fogtam ki... sajnos van még 3 bontatlan tekercs, remélem azok nem lesznek ilyen szarok 
Xbox: MarkokaZj33 █ Steam: kLe

ratkaics
senior tag
Nekem is egy sima rúd a gyári tartó.
Azt meg tudod mondani, hogy pontosan melyik vált be Neked?
Olyan nincs, hogy valami nem sörnyitó ....
ratkaics
senior tag
A filament szerintem szépen fel van tekercselve. Egy 6 órás nyomtatás alatt kézzel húzogattam semmi olyasmit nem láttam, ami akadályozta volna a filament húzását.
Ez a hőtorony dolog mire is jó? Nem nyomtattam még.
Olyan nincs, hogy valami nem sörnyitó ....
ratkaics
senior tag
Gyári megoldást használok. A dob "hátuljáról" jön a filament az átvezető hüvelybe onnan pedig megy s fejbe. Ahogy gyári leírás ajánlja.
Olyan nincs, hogy valami nem sörnyitó ....

JulianSinulf
senior tag
Én nyomtattam az Anycubic MegaZero-hoz egy ilyet:

A Prusa-nál viszont már volt szárítóm és onnan megy a filament.
Hozzáteszem, az anycubic-nál sem volt olyan gondom, mint nálad. Le tudta szedni, csak zavart ahogy rángatja.
Ezt amúgy az anycubic-kal nyomtattam.
Az MegaZero olyan, mint egy Ender 3.

ffodi
veterán
Értem, akkor az említett távtartó megérhet esetleg egy próbát. Van valahol saját modellem hozzá, ha érdekel átküldöm.
"A minőséget régen gyártották, ma már csak biztosítják." Magassy I. axiómája
ratkaics
senior tag
Mindenképp érdekel. Előre is köszönöm!
Olyan nincs, hogy valami nem sörnyitó ....

daninet
veterán
van egy nagyon népszerű thingiverse-en ami görkori csapágyakat használ. Én azt nyomtattam ki, van mindenféle adapter hozzá.
[link]
btw ha az extrúder nem bír ennyit húzni cseréld le. Azt azért nézd meg a fogai jó állapotban vannak-e a fogaskeréknek. Ha ott nem látsz gondot vegyél egy dupla fogaskerekűt (dual gear). Nem nagy pénz
[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
ratkaics
senior tag
Van ajánlott extruder típus?
Olyan nincs, hogy valami nem sörnyitó ....
daninet
veterán
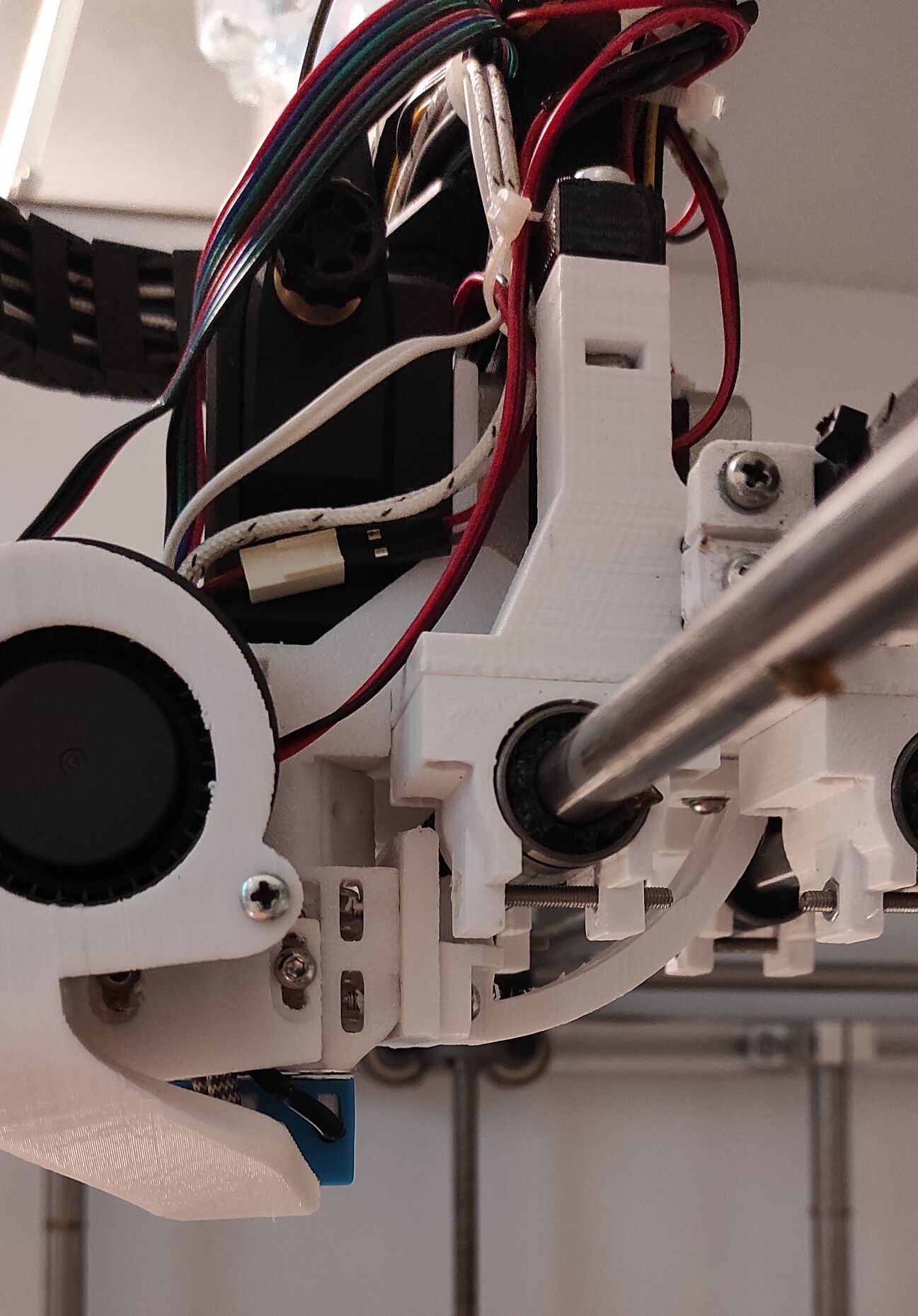
megnéztem a nyomtatódat most google-ben mert nem ismerem egyébként.
Ez az extruder a gépben?
Mert ha igen akkor az valami egyedi cucc szerintem, egyszerűen nem cserélhető.
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>

stork13
aktív tag
Sziasztok!
Ender 3 v2-n lecseréltem a gyári hotendet egy Dragonra.
Klipperben meg tudom adni valahogyan azt, hogy az asztal szélső 1-1,5 cm-es részét letiltsam a fejmozgása alól? Nem akarom a fejet belevezetni a tárgyasztal rögzítő kapcsokba.
A béke más , mint szünet, két háború közt; a jó: nem rossz Rossz.
ratkaics
senior tag
Igen, ez az.
Olyan nincs, hogy valami nem sörnyitó ....
fabula
őstag
A hőtorony alapján megállapítható, hogy melyik hőfokon a legjobb nyomtatni az adott filamenttel. Sokszor még az azonos gyártó azonos anyagú de különböző színű filamentje között is lehet különbség, akár 5 C fok is. Ha nem elég meleg az anyag, akkor nehezen tudja áttolni az extruder az adott nozzle átmérőn, mivel nem elég olvadt a filament, ha meg túl magas, akkor folyik, szálaz jól beállított retract mellett is.
Pl.: [link] vagy [link] .
fabula
őstag
Nézd meg, hogy az extruder motoron a fogazott kerék nem lazult-e fel. mert ilyen is előfordult már és ez is adagolási hibát okozhat.
Nézd meg azt is, ehhez az egyedi extruderes hotendhez van-e esetleg modding terv a thingivers-en másik, pl. Bondtech dual gear klón, vagy bármely más, esetleg jobb extruderhez.
Ha van a nyomtatódnak facebook fóruma, ott is nézz szét és esetleg ott is kérdezz rá az extruder fejlesztésre.
[ Szerkesztve ]

kzkz
őstag

Wasquez
senior tag
Sziasztok!
Szeretném valamikor megejteni a drirect drive átalakítást az ender 2pro gépemen.
Az extrúder motort megcserélném az y tengely motorjával a súlycsökkentés végett.
Extrúdert már átalakítottam a két tűgörgős kivitelre.
Ha jól gondolom, az y 42 34 az extruder pedig 42 40.
Van valami más motor esetleg amivel lehet súlyt csökkenteni és fel lehet fogatni erre a cr10 directdrive konzolra, ami ezeket a gyári motorokat tudja fogadni?
PC

HornedReaper
senior tag
Ender nyomik azért most elfogadható áron behúzhatók Aliról, facebookra rakták [link]
Nekem a futószalagos az álmom, majdcsak egyszer lesz olcsóbban  Vagy más gyártónál nincs még hasonló?
Vagy más gyártónál nincs még hasonló?
Keress kínai shopokhoz kuponokért
ratkaics
senior tag
Nyomtattam egy ilyen hőtornyot. [kép]
Szerintetek melyik az ideális hőmérséklet?
Ezt is úgy nyomtattam, hogy kézzel húztam mindig előre annyi filamentet, ami még nem gubancolódik össze. A 190-es jobb oldalán látszik, hogy nem értem hozzá oda időben és nem tudta húzni magának rendesen. 
[ Szerkesztve ]
Olyan nincs, hogy valami nem sörnyitó ....
daninet
veterán
nekem 200 tetszik
[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
fabula
őstag
Én 205-el nyomtatnék a te nyomtatódon ezzel az anyaggal, ha nem szálaz a megfelelő retracttal. Melegebben jobban összetapadnak a rétegek.
Erre is van megoldás, nyomtass egy kis retract tesztet 205 és 200 fokon is, mert a 200 is még éppen jónak néz ki. Amúgy meg lehet simán 202-203 fokra is állítani, nem kell az 5 fokos lépcsőkhöz igazodni, mivel szerintem pont a kettő között jó .
Egyébként azért is kell hőtorony, mivel amit a te nyomtatód pl. 200 foknak mutat a kijelzőn, az nem biztos, hogy pont annyi, mint amennyit az én nyomtatóm mutat hotend hőmérsékletenek 200 fokra állítva. Ez függ a termiszotrok szórásától, a firmware-től és attól is, hogy milyen hotendet használsz.
kzkz
őstag
Átalakítottam a e3d V6 all metal hotend hűtését, a gyári kis venti helyett most egy 40x40-es venti hűti, az extruder továbbra is BMG klón.
Zárt dobozban nyomtatok PETG-t, és 1,5-2 óra után ahogy eléri a belső hőmérséklet a kb. 45 fokot eldugul a hotend, valószínű túlmelegszik ott és heatcreep van. A BMG extruder is 45 fokos ekkor már.
Hogy tudnék ezen túllépni? Vízhűtéses hotend az egyetlen megoldás?
daninet
veterán
próbálj meg gyorsabban nyomtatni. De a végeredmény általában a vízhűtés.
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>

#54597376
törölt tag
Upgradeltem a 4.2.2-es lapos Ender 3 V2-met két motoros dual z-re. A motor viszont így sípoló hangot ad nyugalmi állapotban is. Ha megemelem a VREF-et 1,8V-ra, akkor mindenféle hang nélkül működik. Jól van ez így? Nem lesz baja?
kzkz
őstag
Ennél gyorsabban már nem nagyon tudok nyomtatni, 80-100 környékén megy.
Azt furcsállom, hogy csomó helyen látok zárt térben nyomtatást, de senki nem írja, hogy eldugul heatcreep miatt. Mondjuk nálam valószínű a 4x akkora asztal 4x jobban is fűt 
JulianSinulf
senior tag
Ha ugyanarról a meghajtóról megy mind a két motor, akkor ott az áramfelvétel is a duplájára nőtt.
Valahol olvastam is, hogy ilyen esetben meg kell emelni az áramot.

Scallion
senior tag
Ha még az a megoldásod van mint a régi képeiden én áttervezném a légáramlást a fejnél helyedben. Nekem a zero nem dugul zárt térben pedig ott elég kicsi a venti.
kzkz
őstag
Neked hány fok van a zárt térben? Én amikor észrevettem, hogy eldugult, leállítottam, majd kb. 10 perc után rámértem az extruder házára és 45 fokot mutatott. Tehát kb. 45-50 fokos levegőt keringtet a venti, ez alá nem tud hűlni bármit is csinálok...
Így néz ki most, ez a Hero Me Gen6 hűtés BMG DD extruderhez:


Kezdem már feladni, minden javító upgrade egy újabb problémát hoz elő, és újra költeni kell rá 
Wasquez
senior tag
Használ valaki sherpa mini extrúdert? Mi a vélemény róla?
Orbiter 2.0 jobb, vagy nem?
PC

Saccco
nagyúr
A 2.0 szerintem jobb. Fém torokba küldi a filament-et, minimális hézag mellett. A Sherpa viszont kisebb és könnyebb.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
Scallion
senior tag
48 , az extruder motor 52. Szerintem neked a rudak miatt valahogy nagyon be van építve a hotend, nem tud rendesen levegőzni.. Mintha hátrafelé nem tudná a meleg levegő elhagyni a hotendet. persze lehet rosszul látom.

Demo07
aktív tag
Csak példának írom, nem biztos hogy ez legjobb megoldás, hogy ne menjen túl a fej.
Paranccsal léptesd ki a fejet ameddig jó és azt írd be min és max-hoz!
######################################### X Axis #########################################[stepper_x]step_pin: PF13 ##PF13dir_pin: !PF12 ##PF12 enable_pin: !PF14 ## !PF14rotation_distance: 40microsteps: 16full_steps_per_rotation:200 #set to 400 for 0.9 degree stepperendstop_pin: ^PG6position_endstop: 350position_max: 350position_min: 7homing_speed: 70second_homing_speed:12
A min és a max értéket nézd meg! Nálam a min volt a gond, mert a bl-touch pont belevert volna az asztal konzolba (ender5 plus, azért is a 350-es asztal.)
#37023kzkz
Kell egy out venti felülre a burkolatba, klipperben meg kell rá egy macro, hogy ha eléri az adott hőmérsékletet akkor induljon el az elszívás, de amúgy elég sok a petg-hez a zárt térben a 45 fok, véleményem szerint.
[ Szerkesztve ]
ELADÓ vízhűtés cuccok: EK HDC 16mm fittingek
daninet
veterán
az all metal hotend kell neked? Van valami amihez nem jó a teflon betétes? Szerintem az megoldaná
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
kzkz
őstag
Nem feltétlen kell, mert PETG-t nyomtatok általában, de előtte teflon betétes volt, azzal is ugyanilyen gond volt, bár akkor még rosszabb volt a hűtés, mert a gyári kis venti volt csak a V6-on.
Ezt néztem ki, ez még nem kerül egy nyomtató árába, nem úgy mint a Biqu H2O vagy társai: [link]
[ Szerkesztve ]
stork13
aktív tag
Köszönöm, este kipróbálom!
A béke más , mint szünet, két háború közt; a jó: nem rossz Rossz.
daninet
veterán
Én mást is mérlegelnék mielőtt szétbombáznám:
PETG-nek nem kell fűtött doboz. Értem, hogy nem fűtöd külön, de ekkora beddel gyakorlatilag fűtött doboz. Gyakorlatilag olyan körülményeket hozol létre ami nem kell az anyagnak. Azoknak az anyagoknak amiknek fűtött doboz kell eleve magasabb az olvasáspontjuk, heat creep is nehezebben alakul ki.
Értem, hogy a doboznak más funkciója is van, pl szálló részecskéket megfogja stb.
Ha megnézed pl a voron, vzbot, blv mgn nyomtatókat, mindegyik amelyik zárt dobozzal rendelkezik kapott egy szénszűrős szellőztetőt. Szóval szerintem ez utóbbit kellene építened, és opcionálisan ki/be kapcsolhatnád attól függően, hogy milyen anyaggal nyomtatsz
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>

gezatata
aktív tag
Sziasztok!
Prusa MK3S+, 0,4 fúvókával próbáltam egy kis hengert nyomtatni.
Magasság 4.4mm, külső átmérő 8.7mm, belső átmérő 8.2mm.
Sikerült de úgy a magasság mint az átmérők tekintetében a méretek nagyon pontatlanok lettek.
Felvetődött bennem a kérdés, hogy ennyire kis tárgyak nyomtatására ez a nyomtató alkalmatlan vagy valahol kalibrálni kellene a pontos(abb) eredmény érdekében?
Egy hóember kérdezi a másiktól: Szerinted ki készített minket? Válaszul a másik: Senki. █ Az Isten szeretet, és aki kitart a szeretetben, az az Istenben marad, s az Isten is benne marad.
Saccco
nagyúr
Hány darabot nyomtattál?
Ekkora tárgyból 10-12db-ot kell egyszerre nyomtatni.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █

rokapet
tag
"a méretek nagyon pontatlanok lettek"
Mennyire pontatlanok? Ha minden jó, maximum pár tized mm-nél többnek nem szabadna lennie!
JulianSinulf
senior tag
Szia!
Minden nyomtatónak van egy tűréshatára. Abba beleférnek? És a mérőműszered tűrésébe?
Nekem eddig nem volt gondom kis méretekkel sem. Általában ott a gond, ha valahova passzolnia kell és nem sikerül eltalálnom, hogy mennyivel legyen kisebb, hogy beférjen a helyére.
kzkz
őstag
Könnyen lehet, hogy ez lesz a megoldás (a szellőztető beépítése), csak nem szeretném többször szétszedni, ha mégse válik be. Már valami végleges/tuti megoldást keresnék, hogy többet ne kelljen szerelnem.
Sajna nem egyszerű szétkapni, majd összerakni, rámegy egy fél nap az tuti...
daninet
veterán
Baromi egyszerű kipróbálni, hagyd résnyire nyitva az ajtót és fújjál befelé levegőt egy ventivel. Ha nincs heat creep akkor ez a megoldás
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
kzkz
őstag
Igen, egyszerűnek tűnik, csak most épp el van dugulva, és kéne fél nap, hogy újra működőképes legyen. Talán hétvégén jut rá időm...
kzkz
őstag
A Voron szellőzése hogyan működik?
Úgy látom van rajta hátul egy szűrős kiszellőző, ami szükség esetén kiszívja a levegőt a házból. De hogyan jön a helyére a friss levegő? Van erre a célra is nyílás rajta?
Ha van, akkor mi akadályozza meg, hogy ott (a bemeneten) kimenjen a levegő, ha nem megy a hátsó elszívó?
Saccco
nagyúr
Nem tudod légmentesen zárni. Az alsó rész felől tud levegő beáramlani, legalábbis a V2-nél, a Trident kicsit zártabb.
Viszont nem érdemes kifelé szellőztetni. Sokkal jobb egy Nevermore szűrő telepítése, ami a belső levegőt szűri át rengetegszer. Persze ennek is inkább ABS és ASA esetén van értelme.
A Nevermore Micro nagyon népszerű, de van attól komolyabb méretű megoldás is Max néven.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
Wasquez
senior tag
És ez? Sailfin
https://www.thingiverse.com/thing:5149028
PC
kzkz
őstag
Köszi az infót!
Eddig én is úgy gondoltam, hogy nem érdemes kifelé szellőztetni, csak sajnos enélkül túlmelegszik nekem a doboz belseje, és eldugul a fej.
Az enyém szinte teljesen zárt, csak ott szökik a levegő, ahol a Ptfe csőben lévő filament körül kijut a házon kívülre, az meg igen minimális. Ha a filament tekercs házon belül lenne, akkor lenne teljesen zárt.
Az a tervem, ha nem vízhűtés lesz, hogy alul és felül kivágok egy részt, felülre ventit teszek és ezt csak akkor indítom be ha 40 fok fölé megy a belső hőmérséklet. Persze szűrő lesz alul és felül is, meg lesz belső keringtetés belső szűrőn keresztül is. Viszont ahogy ezt végiggondolom ezzel több munkám lenne, mint egy vízhűtéssel ![;]](http://cdn.rios.hu/dl/s/v1.gif)
Wasquez
senior tag
Van szerinted értelme ezzel a szénszűrős bigyóval bajlódni?
Ha már felmerülnek az aggodalmak a műanyagból kiszabaduló ártalmas vegyi anyagokkal kapcsolatban, akkor nem lenne érdemesebb egy teljesen zárt fülke, és kiszellőztetni belőle a levegőt a lakáson kívülre?
PC
daninet
veterán
BLV nyomtatónál úgy van megoldva a szellőzés, hogy aliexpressen kinézte a csávó melyik a legjobb ár/érték arányú univerzális hepa szűtős robotporszívó filter. Valami 1 dollár alatt jön darabja. És ahhoz csinált szellőzőt ami kifelé nyomja a levegőt
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>

Topikgazda

Téma tudnivalók
● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!

Mai Hardverapró hirdetések
prémium kategóriában
- EDIFIER R1700BTS hangfal pár makulátlan, új állapotban, 2 év hivatalos garanciával, alkalmi áron
- LG OLED55B23LA 2 Év GYÁRI GARANCIA
- Apple iPhone XR 128GB, Kártyafüggetlen, 1 Év Garanciával
- Gamer PC , i7 12700KF , RTX 3080 Ti , 64GB DDR5 , 960GB NVME , 1TB HDD
- Intel PC , i5 8500 , 1660 6GB , 32GB DDR4 , 512GB NVME , 500GB HDD
