








Gyorskeresés
Legfrissebb anyagok
- Bemutató Spyra: akkus, nagynyomású, automata vízipuska
- Bemutató Route 66 Chicagotól Los Angelesig 2. rész
- Helyszíni riport Alfa Giulia Q-val a Balaton Park Circiut-en
- Bemutató A használt VGA piac kincsei - Július I
- Bemutató Bakancslista: Route 66 Chicagotól Los Angelesig
Általános témák
LOGOUT.hu témák
- [Re:] [bb0t:] Gyilkos szénhidrátok, avagy hogyan fogytam önsanyargatás nélkül 16 kg-ot
- [Re:] Spyra: akkus, nagynyomású, automata vízipuska
- [Re:] [GoodSpeed:] Windows 11 PRO FPP (Full Packaged Product) - Retail, Box, dobozos
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [Mr Dini:] Mindent a StreamSharkról!
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] Elektromos rásegítésű kerékpárok
- [Re:] [sziku69:] Szólánc.
- [Re:] [antikomcsi:] Való Világ: A piszkos 12 - VV12 - Való Világ 12
- [Re:] [ubyegon2:] Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
Téma összefoglaló
Hozzászólások

blountex
senior tag
Mittől jobb ez a kék PTFE tube mint a fehér?
Az a nozzlis thermistor nagyon kemény. Igazából mindegy hol méri a hőt 
Ez már nem egy occó nozzli.
Ahogy látom a minőségibb cuccokat a következő storeokban lehet megtalálni:
3DSWAY
TriangleLab
DFORCE
Izisz:
Köszi, lehet kipróbálok egy ilyet, csak jobb mint azt a sárga szutykot kivagdosni meg felragasztgatni.
[ Szerkesztve ]

Saccco
nagyúr
Állítólag kisebb az ellenállása és kisebb a tűrése, kevésbé mozog benne a filament.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █

robi12ster
tag
Sziasztok. Azt megtudja mondani nekem valaki, hogy, hogyan érem el , hogy felismerje a ubuntu linux az anet a8-at?

TheProb
veterán
(#6982) compi.hu: Akkor úgy néz ki, félre értettem. Sorry!
@izisz: Ez kabaré. Pedig én is kerestem rá többek közt "anycubic kossel g33" és "g33 calibration"-ként is. Köze nem volt a használható kontenthez a találatkonak... De köszi! 
Amúgy eget verő gondom nincs a nyomtatással, csak meg kell találni az arany középutat. Szép lassan nyomtatgatom az alsó, felső takarókat, meg majd a hotbed lefogadtókat. Bár utóbbi ABS-ből lenne érdemes, azt még nem próbáltam egyáltalán nyomtatni.
Nyomtattam ma egy retraction tesztet, az egész jó lett elsőre. A manual szerinti beállításokkal (5mm, 70mm/s).
Valamint leszedtem egy temperature calibration tower-t is. Beállítottam a hőfokokat, holnap nyomtatom majd ki. Kíváncsi leszek rá.
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d

izisz
senior tag
Kioktatás nélkül, csak tanács 
- érdemes a legfontosabb kifejezést használni első szónak
- érdemes kihagyni a specifikus kifejezéseket (legalábbis ebben az esetben), jelen esetben "anycubic kossel" helyett a "delta" általánosabb, nagyobb az esély, hogy a gugli indexben bővebb a találati lista (plusz a YT uploaderek is lusták sok esetben és a címeket nem gondolják át )
- habár látszólag a ragozást lekezeli a gugli motor, szerencsésebb egyből rag nélküli kifejezést használni (pl calibration - calibrating, de pl bed level - bed leveling - utóbbi nyerőbb, többször látom ergo gondolom jobb pontot kap a guglitól a kifejezés 3dprint témakör szűkítéskor)
- és a videó fül használata is szerencsés sok esetben, szűkíteni a találati listát, halál sok hasznos videó van YT-n
(kereséskor képzelj magad elé egy excel táblát, amit oszlopról-oszlopra haladva szűkítesz, filter-elsz - persze sejtem, hogy sokkal de sokkal szofisztikáltabb a gugli motor, de az én agyamnak ez az elképzelés doszt elég )
(amúgy szerintem nálam a delta és a calibration szavak voltak a nyerők, a g33 mellékesebb volt, de ha compi nem írja, én se tudtam volna, hogy ilyesmit kell csinálni deltán)
[ Szerkesztve ]

fape
senior tag
Plusz az átmérője se 2mm hanem 1,9mm. Könnyebben mozog/csúszik benne a filament. Összességében elvileg egyszerűbb vele nyomtatni, főleg rugalmas anyagot. Egy ideje már itt áll a polcon kb 1 méter, de azóta csak pla-t és petg-t kellett nyomtatnom. Ha megint előkerül a TPU akkor kipróbálom.
Nem ezeket a drónokat keresik!
Saccco
nagyúr
Így értettem a kisebb tűrést. 
Lehet veszek belőle én is. Pont a napokban takarítottam a hotend-et, hiába a filament szűrő így is volt egy hajszál benne... Nem tudtam visszahúzni a szálat.
Valószínűleg ezért is nem bírtam a TPU-val egy értelmes nyomatot összehozni.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
compi.hu
senior tag
Kicsi a világ, mi? 

adatfalo
senior tag
Sziasztok!
Van egy 44 darabból álló modellem (mindegyik 278,22x155,96x17mm tábla). Mivel nagyon sok darabból áll, így nagyon sokáig tartana nekem egyedül kinyomtatni.
Ha van olyan akinek van kapacitása és gépe bevállalni, az kérem írjon rám privátban, hogy megbeszéljük az anyagiakat.
Előre is köszönöm!
www.adatfalodesign.hu

baslakta01
újonc
Sziasztok! Esetleg lenne valakinek eladó 3d nyomtató alaplapja?? Első körben melzi alaplapra lenne szükségem (wanhao i3 v2.1) 

fabula
őstag
Tudja valaki, hogy az MKS GEN L 1.0 alaplapon hová kell bekötni a BLTouch-ot? Sehol nem találok hozzá bekötési leírást, rajzot.
TheProb
veterán
Facebook-os csoportban jött végre a megoldás és egy normális leírás...
Frissítettem a fw-t Marlin 1.1.8-ra, 1.1.0-ról. Valamint a G33-mas kalibrálás is ezáltal már megy. Viszont azt a kurva Z-t az istenért nem tudom kihozni 0.0-ra... 
Alapból 0.07-nál fogta meg a papírt a noozle. Ebből fakadóan azt láttam logikusnak a leírás alapján, hogy növelni kéne az alap 16.07-es Z-Offset-et, hogy nagyobb legyen a távolság a nozzle és a pad között, de nem lett jobb.
Hiába állítom az offset-et fel, le, sehogy se jobb... Teljesen érhetetlen módon változnak az ezt követő új tesztek. Pl ha hozzá felemeltem pl. 16.14-re, akkor a papírtesztnél 0.08-nál kapta el a papírt. Ha kíváncsiságból csökkentettem az offset-et, akkor se volt jó. Olyan is volt, hogy növelés/csökkentés után is pl. 0.05-nél fogta meg a papírt. Hogy van ez?
Itt a leírás, ami alapján csinálom: [link]
Step 7-8 a lényeg.
Van tippetek? Vagy mi szabhatok el? 
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d

Zsolt74
senior tag
Küldtem privátot.
Zsolt

HUresz
tag
En csinaltam ontoformat es kiontottem szilikonbol.
Az e3d-t regota igy hasznalom, az MK8 gyari sarga nem rohadt meg le ... de mar felkeszultem
Az anyag amit felhasznaltam 2 komponensu szilikon, a cegnel hasznaljuk, az egyik sablon egyedi tomiteseihez. Elvileg sutobe kerulnek a sablonok, azt is, es a nyomtatot is jol birja.
A jol emlexem itt mar ajalotta valaki ... o "kandalló és tűztér tömítő-ragasztó paszta" vagy ehez hasonlo anyaggal csinalta.

TheProb
veterán
Talán sikerült...
15.41-nél nem mozdult a papír és volt 0,0 a Z magasság...
De ebben még mindig nem látok semmilyen logikát. Az Offset értéke nem úgyan úgy mm-ben van megadva? A leírást is azt írja, hogy amennyivel eltér a 0-tól a magasság, mikor megfogja a papírt, annyival kell módosítani az offset-et. Akkor hogy lesz 16,07-ből 15,41-es offset, ha csak 0,07 volt az eredeti eltérés?
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
Saccco
nagyúr
A múltkor emlegettük, hogy az automata bed level-hez kellene egy backlash mentes Z tengely is igaz?
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
izisz
senior tag
Nem ártana, mert oda-vissza mozog a Z, míg csak fel, addig a gravitáció segít
Nálam ilyenek teszik a dolgukat, bármi extra nélkül és full kottyanás mentesre nyomtatható kísérletezve.
[ Szerkesztve ]
Saccco
nagyúr
Vajon a nyomtatott csavar bírja?
szerk.: Pont erre gondoltam és emlékeztem, hogy te emlegetted. 
szerk.2: Megadom magam... 3D touch gyere hamm megeszlek...
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █

bardi
aktív tag
http://shapeforge.loria.fr/icesl/
Tevo tarantula facebook csoportjában osztották meg, újfajta slicer.
'92 Honda VFR 750
izisz
senior tag
Kiválóan bírja, meg se röttyen, mondjuk petg-ből nyomtam, saccra pla is frankó lenne (érdemes minél kisebb réteg vastagsággal tolni, én 0.1-el nyomtattam; 0.3-as is próbáltam, de kevésbé finoman járt az orsón).
Persze kenni kell rendesen, én elég passzosra nyomtattam (X-Y scale segít, Z-t természetesen ne a menetemelkedés miatt!).
Nyomtatás után fúróba fogtam a trapézmenetes szárat és úgy járattam meg rajta az anyát, hogy bekopjon kicsit, ne szoruljon annyira. Párszor oda-vissza kenve közben és már mehet is a nyomtatóra.
+1 okosság: configuration.h// Gradually reduce leveling correction until a set height is reached,
// at which point movement will be level to the machine's XY plane.
// The height can be set with M420 Z<height>
#define ENABLE_LEVELING_FADE_HEIGHT
[ Szerkesztve ]
compi.hu
senior tag
A Z offset a nozzli távolságát mondja meg a Z próbád érzékelési pontjától. Ergo csak akkor játszik, ha épp kalibrálsz, akkor is gyakorlatilag a Delta height paraméter beállításában van szerepe. A deltta height határozza meg hogy amikor felső endstopok switchek bejeleznek, akkor milyen magasan van a nozzli hegye. Ha ezt a paramétert csökkented, a 0-s Z pozíció távolodik az asztaltól. ha növeled akkor meg közeledik hozzá.
M665H<érték> paranccsal tudod állítgatni.
Ha változtatsz rajta előbb home (G28) majd le 0-ra a fejet (G1Z0) az ellenőrzéshez.
Amikor belőtted ne felejtsd el elmenteni a beállításokat EEPROMba, különbben reset után elfelejti.
Saccco
nagyúr
Használsz autolevel sensort?
Azon jár az eszem, hogy mennyit fog darálni a Z, ha teszek fel egy érzékelőt. Mondjuk a többi is azt csinálja.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
izisz
senior tag
Igen, sima induktívat, 2mm sense distance (ami persze kevesebb a valóságban). Nem nevezném darálásnak, egyszer figyeltem kíváncsiságból, finoman forgatja a Z mocit oda-vissza, ha nagyon el van mászva az asztalszint.
De a fenti fade height mellett, nálam 1mm alatt kikompenzál "mindent" utána nincs extra Z mozgás.
TheProb
veterán
Áhhá!
Köszi a felsötétítést.
Ezt a 360 fokos filament hűtőt érdemes kinyomtatni szerinted? [link]
Ahogy nézem ehhez muszáj supportot nyomtatni. Supporttal még sose nyomtattam, picit félek tőle, hogy mennyire macera leszedni a nyomatról.
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
Saccco
nagyúr
--------------
Más: ezek megvadultak... The E3D MegaVolcano, Toolchanger and other shenanigans #MRRF2018
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
compi.hu
senior tag
Nem. Próbáltam, nem hűtött az lóf.... se.
Kell egy rendes 5015-ös radiális hűtőventi, egy adapter hozzá, meg valami rendes fanduct (én jelenleg ezt használom)
[ Szerkesztve ]
TheProb
veterán
A venti, meg a többi cucc már meg van rendelve. Elvileg már 1 hete az országban van, csak a drága posta még nem volt hajlandó kihozni... 
Köszi, ezt kipróbálom majd.
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d

atus72
senior tag
Uhhh, beszarás, tool-changer, érdekes évek elé nézünk, és ez jó! 


zoombiee
csendes tag
Kicseréltem a Nozzle-t 0,4mm-ről 0,2mm-re. Slicer-ben átállítottam a nozzle diameter-t 0,2mm-re, ezen kívül mindent ugyanúgy hagytam, kivéve, hogy az asztalt újra kellett szinteznem a csavarok segítségével. A nyomtató CR-10, alapanyag DD PLA, nozzle MK7, réteg 0,1mm, hőfok 198
Eddig nem volt probléma a nyomtatással, egész szépen ment, de miután kicseréltem a nozzle-t ilyen lett:
Link
Lenne ötletetek, hogy mit ronthattam el? Simplify oldalán nézegettem a hibákat, de egyik sem olyan mint ami nálam van.
izisz
senior tag
A layer width-t utána állítottad? 0.4/0.48 ugye sok lehet a 0.2 nozzlinak.
TheProb
veterán
Mit kell ahhoz állítanom, hogy a nyomtatás elején, amíg a fej/nozzle lemegy a bed-ig, ne kezdjen el kifolyni a filament? Marha idegesítő, hogy folyamat ninja módjára kell lecsípnak a csipesszel a nozzle-ről a kifolyt filamentet, hogy a kezdő réteget ne csessze el a feltorlódott "csomó".
Retractiont kell mókolni? Cura-ban melyik értéket kéne módosítani?
Ezt leszámítva most már talán egész kulturáltan nyomtat a nyomtató.
Még az ABS-t kéne kipróbálni, kinyomtatni a hotbed tartókat.
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
blountex
senior tag
Aztán ha nem folyik a filament időben akkor meg a kezdő réteg van elcseszve, nem?
Ezért is kell használni többek közt a skirt/brim/raft opciót.
[ Szerkesztve ]

2thletme2day
őstag
Üdv
Szeretnék nyomtatni egy nagyobb alapterületű tárgyat ám úgy tűnik, hogy az asztal szintezése vagy a delta kalibrációval valami nem oké. Középen szépen nyomtat de az egyik széle felé olyan közel van a nozle az asztalhoz, hogy anyag ki sem jön belőle. Mi lehet a probléma? Már 4-5ször végigcsináltam az auto calib, bed level, set delta height, folyamatot, beállítottam az offsetet de valami nem kerek.
izisz
senior tag
Retractolhatsz a végtelenségig, ha folyni akar, akkor folyni is fog, míg a nozzliban van maradék anyag.
Inkább nézz meg pár videót az prusa eredeti nyomtatóról, egész pontosan arról, hogyan indítja a nyomtatást.
Az asztal elülső szélén tol egy csíkot, utána megy kezdeni a modellt.
Én ezt annyival toldottam meg, hogy elülső bal sarok mellett kitol magából vagy 20mm-t, aztán húzza a csíkot.
Mellékhatás: ahogy az asztalra ér a nozzli, a csurgó cuccot az asztal széle levágja.
Te is eszközölj valami hasonlót a start gcode szekciódba. Addig marad a ninja művelet (amúgy én is szoktam kapkodni a kósza csorgó filát, miközben tolja a bed level mérést, ez ilyen )
Mellékhatás2: 1 mm skirt sem érte az asztalomat hónapok óta, a fenti mód mellett nem kell külön a modell körül.
[ Szerkesztve ]
TheProb
veterán
Szóval az a normális, ha egy 2-3mm átmérőjű filament csomó alakul ki mire leér a fej? Aztán azzal focizik mikor húzza a skirt-öt?
(#7035) izisz:Nem rossz ötlet
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
blountex
senior tag
Inkább ott folyjon ki a csomó mint az első rétegnél.
Most hogy igazából milyen műveletnél húzza el a csomót teljesen lényegtelen, a lényeg az, hogy addigra legyen jó mire kezdi az első réteget.
Én láttam régebben egy olyan videot ahol külön volt az asztal mellé rögzítve nozzli tisztító, indításkor mindig ezzel kezdte...

DrojDtroll
addikt
makerbot z18-nál is egy fém kis kefe tisztít ami az asztal mellet van
compi.hu
senior tag
Nyomtatás előtt leveling? Oszt' má' mér? Asztal felfűt, leveling megcsinál, eepromba elment, prolog g-code-ban utolsó G28 után leveling mátrix M420S1-gyel aktivál oszt' örül. Legközelebb akkor kell foglalkozni vele ha elmászik.
[ Szerkesztve ]
izisz
senior tag
Azért kérlek, mert a zagyamban öregszik a bios fw - értsd egyre lustább - és emiatt már kevésbé követem az újításokat, lásd, hogy menthető a mátrix pl (bár lehet, hogy rég nem új a dolog, de nekem igen )
Viszont köszi az infót, megrágom és frissítem a "biosom" vele
(bár talán a bios hasonlat nem passzol, az inkább a munkába járás-kaja-alvás-briós gyártás körforgást üzemelteti, ez inkább OS szintű beavatkozás lesz, driver frissítés, hobbi driver mondjuk...)
[ Szerkesztve ]
izisz
senior tag
(bolti)szilikonleválasztót muszáj használni, vagy tudsz esetleg valami háztáji megoldást rá?
Nekem most szikkad a legelső (kedvet kaptam a kép láttán és volt itthon alapanyag), de csak szappannal kentem meg a teszt kedvéért, hogy mi lesz belőle, még nem tudom
HUresz
tag
Szia!
Probaltam formalevalasztot, meg az elsoknel. Moly ts HD valami ilyesmi ... az eredmeny nem lett jo, taknyos maradt.
Most ugy hasznalom, hogy nincs semilyen levalaszto ... pici feszegetes utan elvalik a muanyagtol.
Elastosil RT 625 A amit en hasznalok ... vagyis ezt hasznaljuk a meloban.
blountex
senior tag
Ez se rossz megoldás, lehet utána nézek ilyesminek. Ugyan a skirt jó nagyobb modelleknél, de amikor ilyen aprót nyomtat az ember pl 14mm akkor már oda az én megoldásom nem a legoptimálisabb.
Valaki itt jó hsz-el feljebb volt problémája hogy egy nagyobb tárgynál egyszer csak abbamaradt az extrudálás. Nos kockát és egyéb nagyobbnak tűnő tárgyakat is szépen kitudtam nyomtatni, azonban volt hogy nálam is abbahagyta és egy idő után nem folyt ki a nozzlin a filament.
Tudni kell hogy a problémára nem rég jöttem rá, egészen pontosan Fabula ajánlására cseréltem ki a plasztik fogaskereket fémre, és láttom hogy a daráló része egy kicsit kisebb, (eredeti 8mm és itt 7,3mm volt), de nem gondoltam arra, hogy ez elég ahhoz hogy egyszer csak ne húzza be a filamentet a fogaskerék. Gondoltam itt dugulásra stb. minden volt, holott lényegében ez okozta a problémát, hol működött rendesen hol nem.
Tapasztalataim szerint akkor megy jól a nyomtatás ha maga az extrudernél a filament nem kattog, ezt sűrűbb retractionnál (értékekkel kell játszani) kicsit nehéz elkerülni.
Ha van valakinek jó ötlete szívesen elfogadom
[ Szerkesztve ]
fabula
őstag
Próbáltad a Titan szorító rúgóját szorosabbra állítani? Én szorosabbra vettem, pont az átmérő csökkenés és az íves filament továbbító fogasrész forma miatt.
[ Szerkesztve ]
TheProb
veterán
Az mennyire baj, ha az egyik mikrokapcsoló lényegesen jobban "be van nyomva", mikor a fej home-on van? (Jobb alsó kép)

[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
blountex
senior tag
Igen próbáltam úgy is hogy tökre meghúzom, legalábbis amíg ki nem akar pattanni a szorító rugó.
Ám ennek ellenére is előjött ez a dolog. Csak nem értem miért.... azért még későbbiekben teszek vele pár kísérletet.
TheProb
veterán
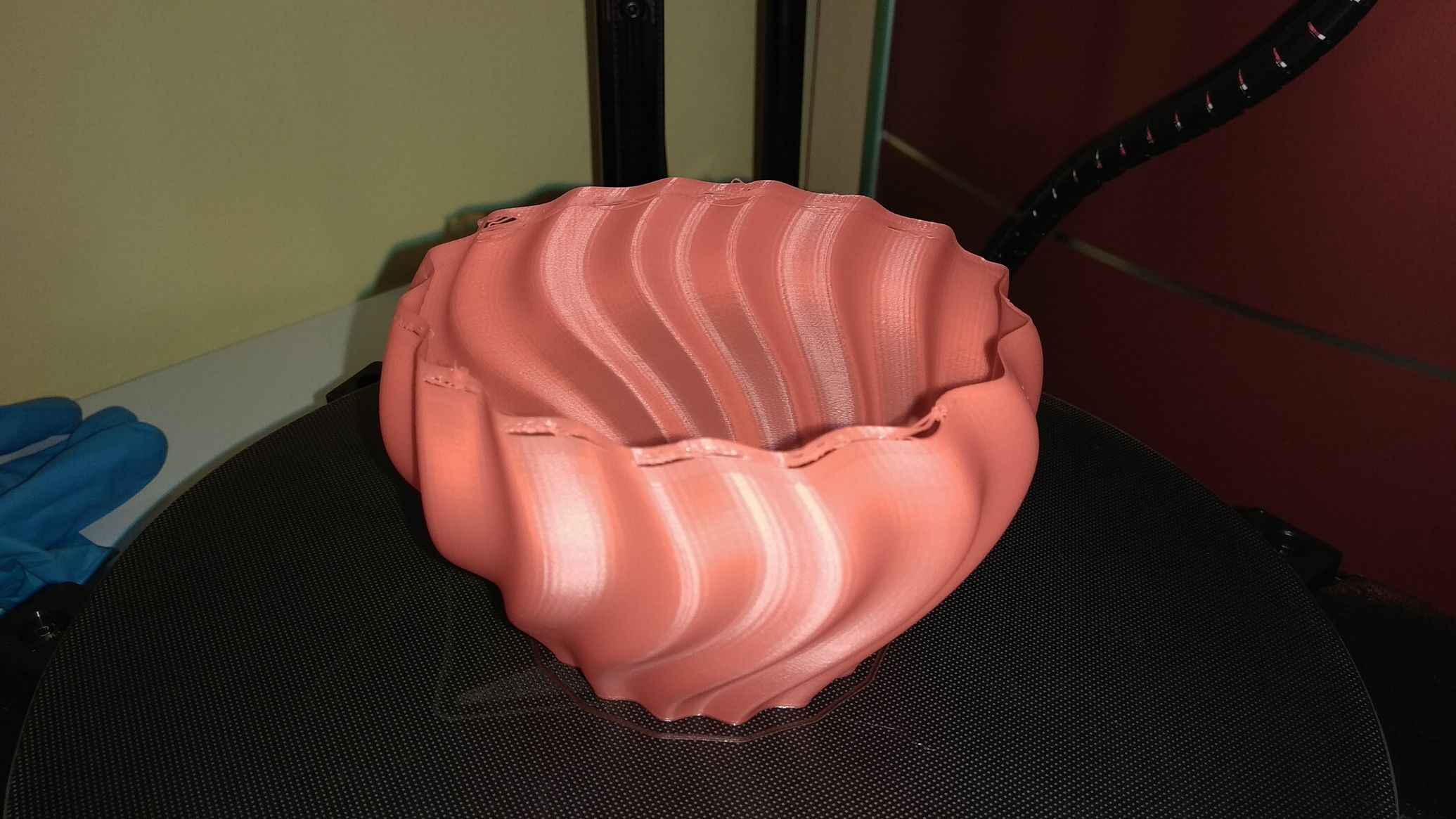
Erre van ötletetek? Egész szépen megcsinálta kb 35%-át a vázának, erre egyszer csak ez történt. Ez mitől lehet? Lassítani kéne a nyomtatási sebességen vagy mi?
Egyébként elég bucsus így, hogy csak 1 réteget húz, kb a lepkefing behorpasztja. Vázaként nem nagyon tudott volna amúgy se "üzemelni" így... Spirál módban lehet növelni a fal vastagságát Cura-ban?
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
compi.hu
senior tag
Lépést vesztett valamelyik motor. Deltánál kb. az nézhet így ki. (nálam még nem fordult elő) Nézd meg nem szorul-e valahol valamelyik oszlop lineáris csapágya, és ha azok rendben vannak, tekerj oda a motoroknak egy kis extra kakaót.
DrojDtroll
addikt
én ezt úgy oldottam meg, hogy nem spirál módban használtam, hanem készítettem egy saját profilt
no infill - 2/3 shell
izisz
senior tag
csak a váza módban pont az a poén, hogy garantáltan nem látszódnak layer indítások-végek, folyamatos a Z emelés... vagyis full sima a felület...
(#7047) TheProb: Cura passz, de s3d-ben layer width bármikor módosítható, nincs külön vázának vagy hagyományos modellnek. És netes tapasztalatok alapján 0.8-1.2 layer width még vállalható simán 0.4-es nozzle-val. Én eddig 0.6-al nyomtam max, az petgből már elég masszív felú vázát hozott ki. Csak ha folyadékot is akarsz bele tölteni, a talpánál kell(het) kicsit bűvészkedni a modellen, nálam ott szokott előfordulni csepegés.
[ Szerkesztve ]

Topikgazda

Téma tudnivalók
● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!

Mai Hardverapró hirdetések
prémium kategóriában
- EDIFIER R1700BTS hangfal pár makulátlan, új állapotban, 2 év hivatalos garanciával, alkalmi áron
- LG OLED55B23LA 2 Év GYÁRI GARANCIA
- Apple iPhone XR 128GB, Kártyafüggetlen, 1 Év Garanciával
- Gamer PC , i7 12700KF , RTX 3080 Ti , 64GB DDR5 , 960GB NVME , 1TB HDD
- Intel PC , i5 8500 , 1660 6GB , 32GB DDR4 , 512GB NVME , 500GB HDD
