









Sajnos M 2.5-es menet kell bele. Akikkel beszéltünk senkinek nincs ilyen menetfúrója  Kéziben is csomó ideig tartott mire egy helyen tudtunk szerezni. Még azt az infót kaptam, hogy esetleg PET-ből is lehetne csináltatni, állítólag abba lehetne menetet fúrni.
Kéziben is csomó ideig tartott mire egy helyen tudtunk szerezni. Még azt az infót kaptam, hogy esetleg PET-ből is lehetne csináltatni, állítólag abba lehetne menetet fúrni.
Gyorskeresés
Legfrissebb anyagok
Általános témák
LOGOUT.hu témák
- [Re:] [D1Rect:] Nagy "hülyétkapokazapróktól" topik
- [Re:] [btz:] Internet fejlesztés országosan!
- [Re:] [kraftxld:] Diáklaptop - Dell Latitude 3140 - Királyunk ajándéka
- [Re:] Elektromos rásegítésű kerékpárok
- [Re:] [gban:] Ingyen kellene, de tegnapra
- [Re:] [Luck Dragon:] Asszociációs játék. :)
- [Re:] [galaxy55:] Mi történt deviantart-on?
- [Re:] [antikomcsi:] Való Világ: A piszkos 12 - VV12 - Való Világ 12
- [Re:] [sziku69:] Fűzzük össze a szavakat :)
- [Re:] [Luck Dragon:] MárkaLánc
Szakmai témák
PROHARDVER! témák
Mobilarena témák
IT café témák
Hozzászólások

csadi0011
őstag
Szia.
Mi a valós cél? Mint érdekesség, hogy hogy néz ki, vagy akár oktatni is? Minden robotnak más a programozási nyelve. Nem szabvány g-kód alapján mennek, mint a legtöbb CNC.
Minden robotnak megvan a saját szoftvere. Vannak szoftverek, amik sok robotot ismernek. Vannak CAD rendszerbe beépülő szoftverek. Programgenerálás általában, ami pénzbe kerül, szóval ha van ingyenes, akkor ebben korlátoltak ezek a szoftverek.
RoboDK ingyenes letölthető és egy ideig lehet 50 sor programot generálni. Szerintem nagyon jó és a CAD rendszer pluginjaik kényelmesek.
Ha már Siemens, akkor az NX-ben van robot a CAM részben.
Topsolid-ban is van, ők tartanak is oktatást robotos alkalmazásokkal.
Ha konkrétan robot vezérlőn való programozást szeretnétek nézni, akkor a gyártó saját szoftverei kellenek, mert ott a vezérlőt látjátok.
Universal Robot szimulátorszoftvere teljesen ingyenes és csak a robot vezérlőjét szimulálja egy virtuális gépben pl. Virtualbox-ban lehet használni.
Fanuc-nál Roboguide 30 napig ingyenes. Már nem lehet csak úgy letölteni. Írni kell a Fanuc-nak. A robot vezérlőjét is és robot cella környezetet is lehet vele szimulálni. Van hegesztés rész benne, ahol a szimuláció mutatja is a hegesztést és varratot is rak.
Kawasaki-nak K-Roset azt hiszem ingyenesen letölthető. Roboguide-hoz hasonlít.
A többivel nincs tapasztaltom. KUKA-nál is van ingyenes és programozhattok benne.
Hegesztés főprofilú cégek, mint a Cloos vagy a IGM szoftverei azt hiszem fizetősek, de ott biztos több funkció van vagy érdekesebb példák.
Hegesztéssel kapcsolatosan mit szeretnétek nézni? Robothegesztés lényegében sima robotmozgás. Egy hegesztésre felkészített robotszoftver kommunikációban és hegesztési mozgásokban tud többet. De a hegesztési mozgást nem kell leprogramozni. Hogy valamilyen hegesztési alakban menjen, ahhoz kell a kezdőpont-végpont és hozzá egy paraméter, hogy ez egy hegesztési mozgással menjen, ne egyenes vonalban. Az alap mozgásokon kívül annyival több a hegesztőprogram, hogy tartalmaz hegesztőmozgás beállítást, hegesztési beállításokat, mait kiad a hegesztőgépnek, beméréseket indítasz.

spacelab
tag
A valós cél az amit röviden kb. leírtam. Egy iskolában dolgozok, ahol hegesztést is tanítanak. Szeretnének mutatni robothegesztést, de csak szimulálható, virtuális hegesztőgéppel, mint kb. a sinutrain. De tényleg csak annyi a cél, hogy lássanak ilyet is a diákok. Kb. ilyen "megnézni, valamit kipróbálni, 1-2 órát játszani vele" dolog az elképzelés.
Köszönöm az ajánlásokat, megnézem őket.
[ Szerkesztve ]

kesztió
aktív tag
5 mm átlátszó akrilt (plexit) szeretnék vágni (NEM gravírozni), és ha jól értem, 2 opcióm van:
1. CO2 lézer, legalább 50W,
2. CNC marás.
Az 1. mellett szól, hogy nagyon szépen vágja az akrilt, gyönyörű, csiszolt felületet generál. Hátránya, hogy drága, nagy a gép, macerás, és mintha pontatlanabb lenne (habár ez utóbbi nem tudom, mennyire igaz).
A 2. mellett szól, hogy egyszerű, robusztus, olcsó, nagyon pontos. Hátránya, hogy pont az akrilhoz nem a legjobb, valószínűleg kézzel (finom dörzspapírral) végig kell mennem a felületen, hogy utolérjem a lézer minőségét – és ami még inkább fáj, állandóan ott a répa a hátsódban, hogy mennyire kopott a marófej, mert a pontosságnál sajnos nagyon számít.
Mit javasoltok, melyikbe fektessek inkább be? Mennyire reálisak a felsorolt problémák?
Bug és debug fia vagyok én

zolikaDB
veterán
"...és ami még inkább fáj, állandóan ott a répa a hátsódban, hogy mennyire kopott a marófej, mert a pontosságnál sajnos nagyon számít."
Mivan?
A illető szagmunkás ámber nyomon követi, mi mennyire kopott. Ha kopott, cseréli.
Alapvetően nem feltétlen az akril, POM, gyengén ötvözött alu lesznek azok az anyagok, amik szétb.sszák a marót. Iparban sem, nemhogy kis hobbi fingreszelő gépekben.
Van egy adott szériám, ahol sokat bontok alut (X700-as Robodrillen). Talán 2 vagy 3 éve ugyanaz a garnitúra Rother Metalos (viszonylag olcsó) 3 élű VHM marókat használom erre a melóra. (csak erre, semmi másra)
Sőt, ugyanaz az M4-es formázó csinálja a meneteket évek óta ugyanebben a darabban.
Szóval, milyen répa????
[ Szerkesztve ]
kesztió
aktív tag
Köszi az infót! Mit javasolsz a megfizethető kategóriában? Van jobb óccsóért a 3018 pro-nál? 10–20µm-t meg lehet közelteni a belépő szintű gépekkel?
[ Szerkesztve ]
Bug és debug fia vagyok én
zolikaDB
veterán
Azt én nem tudhatom, közelről még nem láttam hobby CNC gépet, én ipari gépeken dolgozok.
Nézz rá Youtube-on Walter Reéb csatornájára, ő foglalkozik ilyesmivel is, hátha jön valami tipp.

soldi3r
veterán
A lezer nem lesz pontatlanabb, mint a maro es szerintem olcsobb is, mivel ha nagy a munkaterulet, akkor sem kell sokkal merevebb vazat epiteni hozza.
Elonye, hogy a belso sarok az valoban sarok, hatranya, hogy az 5mm vastagsagbol nem tudsz csak 2.5mm-t megmunkalni.
[ Szerkesztve ]
E30 (oo=[][]=oo)

op9
aktív tag
Sziasztok,
Keresek valakit, aki ki tudna nekem vágni egy 2.77 x 1.86 x 0.2cm-es fémlapot.
3D -ben kinyomtattam, ilyenről lenne szó:
stl fájlom van hozzá.
Köszi!
[ Szerkesztve ]
How Bad Do You Want It?

kpityu2
őstag
Szerintem keress egy lézervágó céget, gugliban találsz, elküldöd a méretezett rajzot és kivágják neked, csomagküldővel meg visszaküldik. Ha nem számít az anyag, biztos lesz nekik egy ilyen 2-es lemezük.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....

fecaga21
aktív tag
Valaki tudna állást Budapesten cnc marós állást egyedi gyártásban?Heidenhain és Fanuc vezérlőt tudom programozni, 5 tengelyes gépet is
kpityu2
őstag
Miért nem küldesz CV-t fröccsszerszám készítő üzemekbe? Ott tuti nincs széria és gyakorlott maróst akkor is felvehetnek ha épp nem hirdetnek. Sokszor csak addig jutnak el, hogy jó lenne egy ember, de nem adnak fel hirdetést mert annyira nem égető a dolog, hogy bajmolódjanak az OKJ-s tagokkal. Másrészt ezen a vonalon CAM-ezés megy.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
fecaga21
aktív tag
Szerszámgyártásban dolgozok, de inkább egyediznék

Sipasanyi
tag
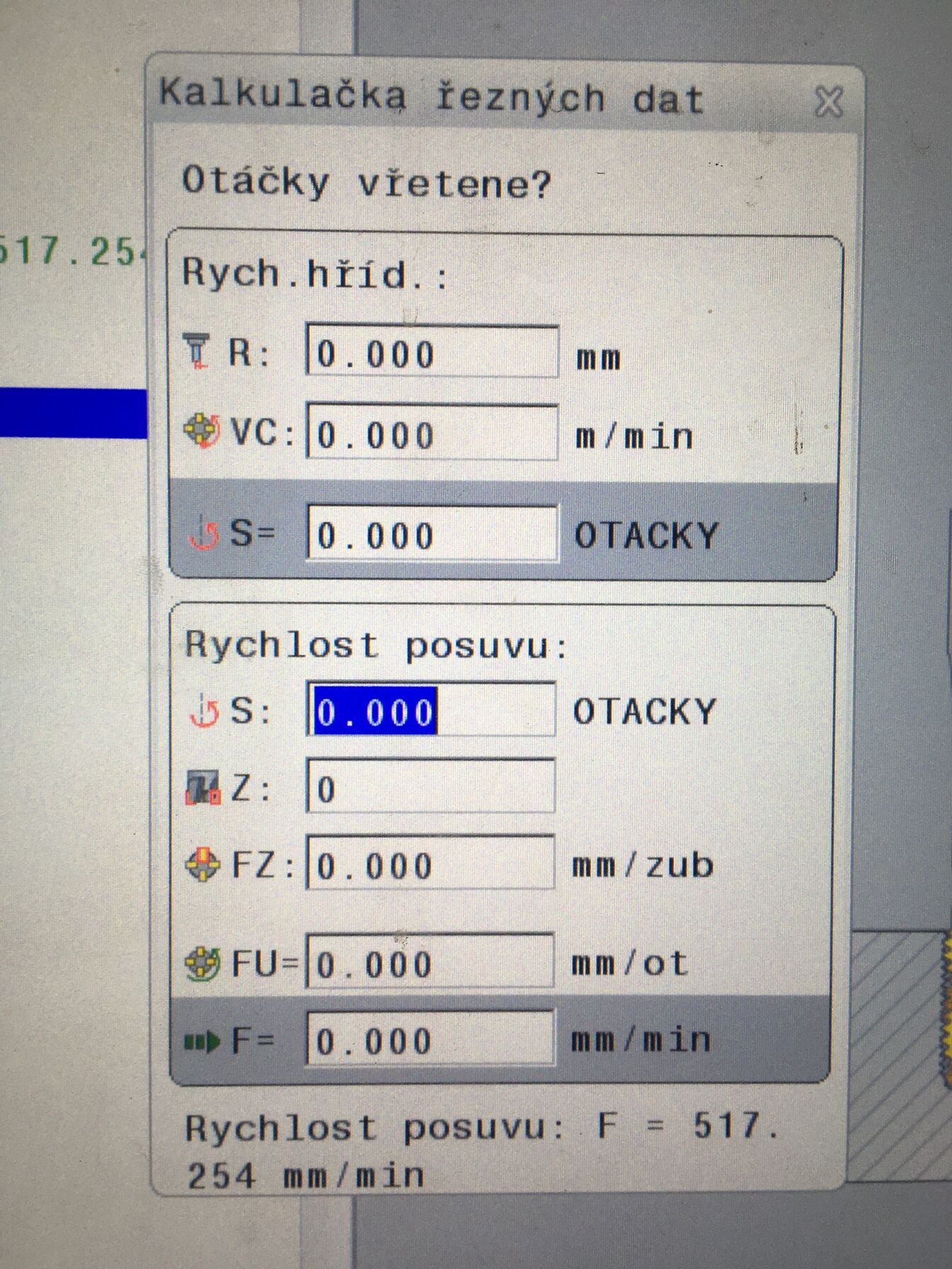
Yo all! Van itt valamilyen expert arc aki tudja használni ezt a táblázatot szerszám előtolás/fordulat meghatározására? Persze nem ingyen ha tényleg vágod a témát 
LUXURY IS A CHOICE

Phülöp
addikt
Mi a konkrét kérdés?
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Phülöp
addikt
Az első rész a vágósebességet számolja
adott az alábbi képlet:
VC=2R*Pi*S/1000
ahol a
R: a szerszám rádiusza
Pi: hadd ne mondjam
S: fordulatszám
VC: vágósebesség (a szerszám egy kerületi pontjának sebessége)
Általában a szerszám rádiusza ismert, Pi ismert, és a szerszámkatalógusban találsz ajánlást a vágósebességre, így tudsz kalkulálni percenkénti fordulatszámot (a képletből visszafelé).
A második a szerszám előtolását számolja
adott az alábbi képlet:
F=S*Z*FZ
ahol
F: percenkénti előtolás
S: fordulatszám
Z: szerszám éleinek száma
FZ: egy élre jutó előtolás
a fordulatszámot fentebb kiszámoltuk, a szerszám éleinek (fogainak) száma adott, és a szerszámkatalógusban találsz ajánlást a fogankénti előtolásra.
Az FU (mm/ot) bármi lehet (google azt mondja, feed rate), én nem használok mást ide.
PS: ha megmondod, honnan jön az első képletbe az ezres osztó, akkor a tanácsom ingyen volt. 
[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
Sipasanyi
tag
Mibe tenyereltem én  Először is köszönöm a részletes tanácsot, másodszor küld a számlát mer mezőgazdasági sulit végeztem A fordulatra vonatkozó képletet majd számonkérem a technológusunktól így a VC-t valahogy megoldom. A baj az FZ meg a FU.
Először is köszönöm a részletes tanácsot, másodszor küld a számlát mer mezőgazdasági sulit végeztem A fordulatra vonatkozó képletet majd számonkérem a technológusunktól így a VC-t valahogy megoldom. A baj az FZ meg a FU.
mivel főleg klasszikus fúrókkal/szármarókkal dolgozunk mint pl. made in Csehslovakia szóval érted... Vannak iscaros, maykestag, kennametal betétes fúrók azoknál valahogy előbányászom online.
LUXURY IS A CHOICE
kpityu2
őstag
A fő paraméter a VC, vagyis a vágósebesség és az FZ vagyis a fogankénti előtolás. Magyarán, hogy mennyit harap az él. Minden más ebből következik. Ezt a kettőt meg az anyag és a szerszámminőség határozza meg, táblázatból kinézendő paraméter. Vastag szerszámkatalógusok végén szokott lenni több oldalas színes szagos táblázat minden forgalmazott szerszám és anyag kombinációra.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
csadi0011
őstag
"PS: ha megmondod, honnan jön az első képletbe az ezres osztó, akkor a tanácsom ingyen volt.."
Ezért nem szeretem, hogy sok helyen csak így odaírják ezt a képlete. Egy képletnek mértékegységfüggetlennek kellene lennie, vagy ha ilyen számolás van benne, oda kellene írni minden tagjához a mértékegységeket.
Azért használjuk így forgácsolásban, hogy gyorsan tudjunk pötyögni a számológépen, de egyébként mindenki ki tudja számolni kerületi sebességből a fordulatszámot.
Köszörűkőre pl. m/s-t írnak.
Phülöp
addikt
Az eredeti kérdésben fel vannak tüntetve a mértékegységek, abban nincs hiba.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
kesztió
aktív tag
Többnyire műanyag (ABS) lemezeket szeretnék vágni – NEM (csak) gravírozni! – lézerrel. 5 mm-nél nem hiszem, hogy nagyobb vastagság szóba jönne (ha igen, upgrédelek lézert).
A pontosság nagy előnyt élvezne a gyorsasággal szemben, a sebesség abszolút nem releváns.
Ami esetleg fontos lenne, hogy ésszerű határok között (teszem azt, ±1mm) lehessen modulálni a marási mélységet. ha másképp nem, hát több lépésben.
Ez a gép alkalmas a célra?
twotrees3dofficial.com/products/tts-10-pro-diode-laser-engraver-twotrees
Vagy inkább ez?
twotrees3dofficial.com/products/laser-engraver-ts2
Talán egyik sem, és tudtok jobbat ezen az áron?
Bug és debug fia vagyok én
kesztió
aktív tag
Most beszélnek le ezerrel a Redditen, hogy nehogy lézerrel vágjak ABS-t, mert rákkeltő szarok szabadulnak fel. Jobban járok CNC maróasztallal?
Bug és debug fia vagyok én
kesztió
aktív tag
UPDATE: a Reddit-en hülyeséget mondanak. A PVC-nek van rossz híre, de ezt eddig is tudtuk.
Bug és debug fia vagyok én
Phülöp
addikt
én műanyagot nem vágnék lézerrel
nem bírom a büdőset
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
kesztió
aktív tag
Azóta már a CNC maróasztalnál tartok.
300×180-as formátum még éppen jó, bár természetesen, minél nagyobb, annál jobb.
A Sainsmart Gemmitsu 3018-PROVer V2 a favorit, bár lehet, hogy kissé elfogultak azok, akik a világ legjobb 3018-as CNC-nek nevezik.
Játszik még a Two Trees TTC3018S CNC Router és a nagyobb testvér Two Trees TTC-450 CNC Router, de utóbbi csak akkor, ha tényleg nyújt valami többletet a precizitás terén.
Esetleg más javaslatok a budget kategóriában? Túl sokat nem fizetnék, mert most rendeltem egy nagy felbontású 3d resin nyomtatót és vékonyodik a pénztárca.
Bug és debug fia vagyok én
Phülöp
addikt
Az eddigi kedvencem az egy Matsuura, de neked az (talán) kicsit erős lenne.
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
kesztió
aktív tag
Mármint árban, gondolom. 
Bug és debug fia vagyok én
soldi3r
veterán
Mechanikailag az elso tunik a legjobbnak.
E30 (oo=[][]=oo)
Phülöp
addikt
minden tekintetben
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
kesztió
aktív tag
Lebeszéltek róla, azt mondják, hogy „linear rail” nélküli gépekkel szóba se álljak.
Így egy szinttel feljebb léptem, a következő opciók vannak:
RATMMOTOR CNC 3020 PLUS
Genmitsu 3020-PRO MAX V2
AnoleX CNC Router Machine 3020-Evo
Nekem az Anolex a legszimpatikusabb, azzal mondjuk annyi a baj, hogy nem tudják Európából szállítani, így vacakolni kell a vámmal.
Bug és debug fia vagyok én
soldi3r
veterán
Nem lesz nagy a kulonbseg, ha csak az X-ben csereltek a tengelyt sinre, ketton meg a Z is es az Y is maradt tengely. Tele bakelit alkatreszekkel es a masik kerdes, hogy a hajtas trapez vagy golyosorso.
E30 (oo=[][]=oo)
kesztió
aktív tag
A RATMMOTOR és az Anolex esetében is írja, hogy all metal, no plastic parts. Gondolom, nem hazudnak.
Az Anolex-nél csak az Y tengely, de az is elég masszívnak tűnik.
Akkor ezek szerint az Anolex van a legjobban felépítve? Abból van a 3030-as verzió, ott mindhárom irányban sínes a felépítés, de annyival többe is kerül. (Ez gondolom, azért már inkább megfelelne a követelményeknek).
Azt modod, tényleg annyira megérné a különbség pontosságban, ha meglenne hozzá az a plusz steksz?
[ Szerkesztve ]
Bug és debug fia vagyok én
kesztió
aktív tag
Esetleg FoxAlien?
Bug és debug fia vagyok én
soldi3r
veterán
Ha a fekete alkatreszek alubol vannak, akkor errol csak a trapezorsokat kell kidobni. A sok link kozul valamelyinel irta, hogy az bakelit.
E30 (oo=[][]=oo)
kesztió
aktív tag
Közben megvásároltam. Ezen már nem ball screw-ek vannak? Bekarikáznád a képen, pontosan melyire gondolsz?
[ Szerkesztve ]
Bug és debug fia vagyok én
soldi3r
veterán
Itt azt irja, ezen annak is tunik.
[ Szerkesztve ]
E30 (oo=[][]=oo)
kesztió
aktív tag
Tehát akkor ez jó vásár, nem? Max. a 300W-os marómotort cserélem le, ha nagyon nem tetszik az eredmény.
Bug és debug fia vagyok én
soldi3r
veterán
Nem a motor lesz a gyenge pontja. Amire ez a gep valo, arra a 300W eleg.
E30 (oo=[][]=oo)
fecaga21
aktív tag
Gravitas 2000 Kft-ről van valakinek infója, tapasztalata, ismerőse ahová folyamatosan keresnek a professionön Pesten már hónapok óta 5 tengelyes gépre cnc maróst. Milyenek lehetnek ott a körülmények, légkör, munkák, vezetők, stb?

Téma tudnivalók
● nem beszélgetős OFF topic!

Mai Hardverapró hirdetések
prémium kategóriában
- ASUS ROG STRIX RTX 3060 Ti OC LHR - eladó!
- iMac 2019 27" Retina 5K / i5 3 GHz / 32 GB DDR4 / 1 TB SSD / Radeon Pro 570X 4 GB
- AKCIÓZVA! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- AKCIÓZVA! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 16/512 FHD HUN
- Dell SE2216H 22" 1920x1080 Full HD LED Monitor
